гг
. к
V
П
7 J f727
Фи. 1
ч V
2 23, /5
Позиция
V
П
J f7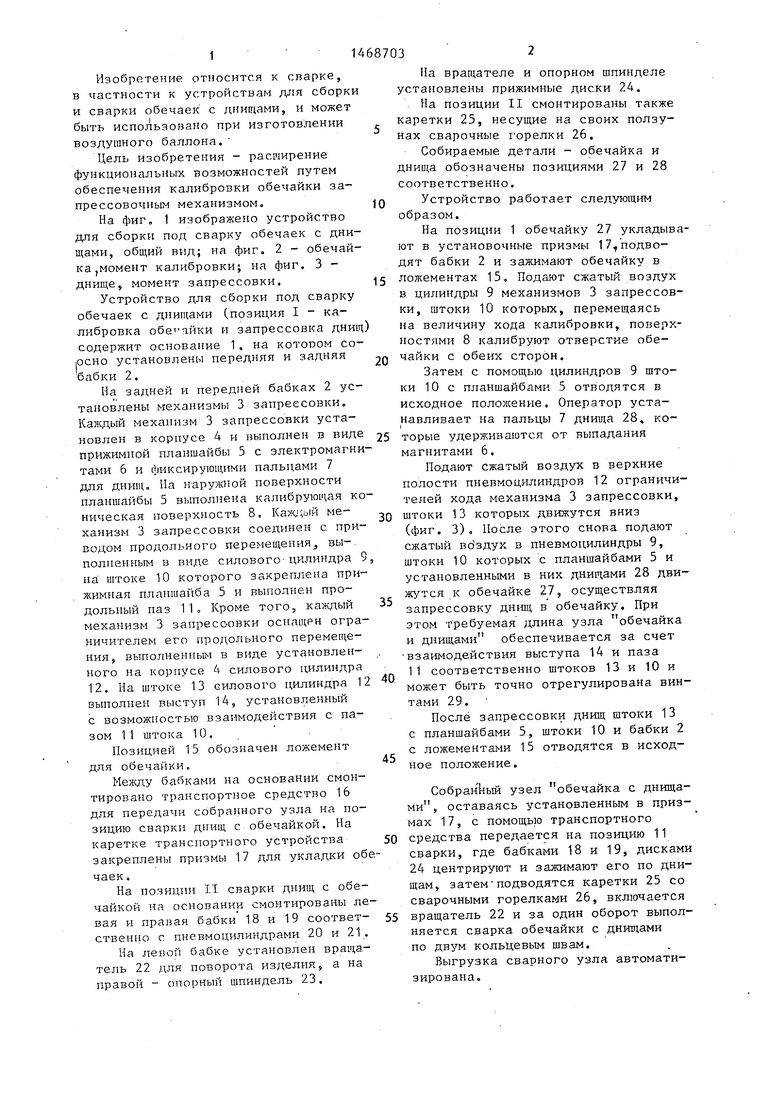
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки резервуаров | 1973 |
|
SU486890A1 |
| Устройство для сборки и сварки резервуара из обечайки и днищ | 1989 |
|
SU1696236A1 |
| Устройство для сборки резервуаров | 1981 |
|
SU967767A1 |
| Стенд для сборки прессовых соедине-Ний дЕТАлЕй | 1979 |
|
SU846219A1 |
| Полуавтоматическая установка для сборки и сварки кольцевых швов | 1985 |
|
SU1323314A2 |
| Устройство для сборки резервуаров | 1980 |
|
SU897463A1 |
| Устройство для сборки и сварки | 1976 |
|
SU670408A1 |
| Устройство для сборки деталей двусторонней запрессовкой | 1987 |
|
SU1442358A1 |
| Стенд для сборки под сварку | 1986 |
|
SU1425018A1 |
| Стенд для сборки прессовых соединений деталей типа вал-втулка | 1974 |
|
SU506487A1 |
Изобретение относится к сварке, в частности к устройствам для ; сборки и сварки обечаек с дншцами,и может ёыть использовано для изготовления воздушного баллона. Цель - расширение функциональных возможностей путем обеспечения калибровки обечайки запрессовочным механизмом. Обечайку 27 устанавливают на ложементы 15. Вктпочают цилиндры 9 приводов продольного перемещения прижимных планшайб 5 и осуществляют калибровку обечайки 27 калибровочными поверхностями Во Отводят планшайбы 5 от обечайки 27 и устанавливают на них днища 28. Снова включают цилиндры 9 и осуществляют запрессовку днищ 28 в обечайку 27. После этого собранную обечайку подают на позицию сварки и осуществляют приварку днищ к обечайке. Благодаря этому наряду с операцией запрессовки запрессовочным механизмом осуществляют калибровку отверстия обечайки. Конструкция устройства обеспечивает механизированную сборку без дополни- тельньк приспособлений. 3 ил. i (Л С
| Гитлевич А.Д, и Этингоф А.А | |||
| Механизация и автоматизация сварочного производства | |||
| - М.: Машиностроение, 1979, с | |||
| Пожарный двухцилиндровый насос | 0 |
|
SU90A1 |
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
