Фи2.2
11468828
Изобретение относится к устройствам для транспортирования с одновре менной ориентадией изделий при нанесении слоя вещества преимущественно на изделия прямоугольной формы и может быть использовано в электронной промышленности.
Цель изобретения - повышение производительности при нанесении слоя Q покрытия на изделия в виде прямоугольных пластин.
На фиг.1 схематично изображено устройство для нанесения слоя вещестнием слоя вещества вдоль длинных сторон пластина 19 занимает положение 22. На ленте стыкующего конвейера расположены пластины 23, на которые уже нанесен слой вещества вдоль всех сторон, в том числе слой 24 вещества, нанесенный вдоль длинных сторон пластины. Конвейеры 2-4 кинематически связаны между собой редукторами 25, 26. В корпусе разгрузочного мостика 5 и стыкующего мостика 6 (фиг.З) выполнены прорези 27 для отвода излишков красящего вещества в предназнаУСТРОИСТВО АЛЛ rtdnci- Jri A -jAv- ,
ва на изделия, вид сверху; на фиг.2 - 15 ченную для этого емкость (не показаразрез А-А на фиг. 1; на фиг.З - мостик, в плане; на фиг. 4 - разрез. Б-Б
на 4иг. 3.
Устройство для нанесения слоя вещества вдоль сторон прямоугольной20 пластины содержит корпус 1, на котором смонтированы подающий ленточный конвейер 2, ориентирующий ленточный конвейер 3, отводящий ленточный конвейер 4, разгрузочный плоский мостик 25 5, расположенный между подающим 2 и ориентирукщим 3 конвейерами, стыкующий плоский мостик 6, расположенный между ориентирующими 3 и отводящим 4 конвейерами. Ориентирукщая направ- 30 ляющая 7с прямолинейной базовой поверхностью закреплена над лентой : . подающего конвейера 2 с небольшим зазором, который меньше толщины плас- .тины. Аналогично закреплены направ- ляющие 8 и 9 над ориентирующими 3 и отводящими 4 конвейерами соответст-- , венно. Базовые поверхности направляющих 8 и 9 имеют криволинейные участки 10 и 11 и прямолинейные участки 12 и до 13. С противоположной стороны ленты ориентирующего 2 и отводящего 3 конвейеров закреплены также с небольшим
зазором над лентой упругие рихтирую- -
щне направляющие 14 и 15. Над разгру-дз устойодвоерасположение прямоугольной зочным плоским мостиком 5 располо-пластины достигается, если центр
жены два дозирующих приспособления 16 и 17. За мостиком 6 расположены один или два дЪзируюш;их приспособления 18 (не показано одно дозирующее приспособление) . На ленте подакщего конвейра 2 уложены прямоугольные пластины 19 вплотную друг к другу длинными сторонами и вплотную к ориентирующей направляющей 7 короткими :55 сторонами. На ленте ориентирующего конвейра 3 расположены пластины 20,
на),
В некоторых случаях на качество собираемого прибора влияет промежутка времени At, за который происходит нанесение слоя данного вещества по всему периметру основания прибора. Так,при нанесении шликера стеклоде мента по периметру основания индикатора стремятся сократить время at для того, чтобы паста шликера не успела затвердеть (хотя бы на части периметра пластины) до совмещения ее с верней крьш1кой индикатора. Выполнение этого условия обеспечивает качество герметичного шва между основанием и верхней крьш1кой индикатора после завершения процесса их спекания, Для уменьашния указанного промежутка времени ut дозирующие приспособления 16 и 17, расположенные до . ориентирующего конвейера 3, и дозирующие приспособления 18, расположенные после ориентирующего конвейера, должны находиться на минимальном расстоянии друг от друга. Поэтому дозирующие приспособления 16 и 17 располагаются над плоским мостиком 5, а дозирующие приспособления 18 - над мостиком 6. Во время нанесения слоя вещества
на которые.вдоль коротких сторон нанесен слой 21 вещества. Перед нанесетяжести пл-астины находится на мостиках 5 или 6. По этой причине длина мостика 5 должна не менее величины 1/2 h - половины длины короткой пластины, а длина мостика 6 не менее 1/2 1 - половины размера- длинной стороны пластины,
На подающем конвейере 2 прямоугольные пластины ориентированы своей короткой стороной, величина которой равна h, параллельно гладкой ориенти рукщей направляющей 7. Попадая на ориентирующий конвейер, пластина нанием слоя вещества вдоль длинных сторон пластина 19 занимает положение 22. На ленте стыкующего конвейера расположены пластины 23, на которые уже нанесен слой вещества вдоль всех сторон, в том числе слой 24 вещества нанесенный вдоль длинных сторон пластины. Конвейеры 2-4 кинематически связаны между собой редукторами 25, 26. В корпусе разгрузочного мостика 5 и стыкующего мостика 6 (фиг.З) выполнены прорези 27 для отвода излишков красящего вещества в предназна--
ченную для этого емкость (не показаченную для этого емкость (не показа -
на),
В некоторых случаях на качество собираемого прибора влияет промежутка времени At, за который происходит нанесение слоя данного вещества по всему периметру основания прибора. Так,при нанесении шликера стеклоде мента по периметру основания индикатора стремятся сократить время at для того, чтобы паста шликера не успела затвердеть (хотя бы на части периметра пластины) до совмещения ее с верней крьш1кой индикатора. Выполнение этого условия обеспечивает качество герметичного шва между основанием и верхней крьш1кой индикатора после завершения процесса их спекания, Для уменьашния указанного промежутка времени ut дозирующие приспособления 16 и 17, расположенные до . ориентирующего конвейера 3, и дозирующие приспособления 18, расположенны после ориентирующего конвейера, должны находиться на минимальном расстоянии друг от друга. Поэтому дозирующи приспособления 16 и 17 располагаются над плоским мостиком 5, а дозирующие приспособления 18 - над мостиком 6. Во время нанесения слоя вещества
устойодвоерасположение прямоугольной пластины достигается, если центр
тяжести пл-астины находится на мостиках 5 или 6. По этой причине длина мостика 5 должна не менее величины 1/2 h - половины длины короткой пластины, а длина мостика 6 не менее 1/2 1 - половины размера- длинной стороны пластины,
На подающем конвейере 2 прямоугольные пластины ориентированы своей короткой стороной, величина которой равна h, параллельно гладкой ориенти- рукщей направляющей 7. Попадая на ориентирующий конвейер, пластина начинает90. При
постепенно разворачиваться на
этом развороте две соседни пластины не должны соприкасаться. Подобный контакт исключается, если при перемещении пластины на подающем конвейере 2 на величину h ориентиру- гаций конвейер 3 обеспечивает перемещение пластины не менее чем на длину диагонали пластины . Отсюда следует, что ленты подающего конвейера 2 и ориентирующего конвейера 3 кинематически соединены между собой редуктором, который при перемещении ленты подающего конвейера на величину h обеспечивает перемещение ленты ориентирующего конвейера на
/ 7
величину больше У Ь. +1,
На подающем конвейере 2 прямоугольные пластины укладывают непрерывно друг за другом. Для обеспечения непрерывности потока этих пластин на отводящем конвейере 4 необходимо,
10
15
20
ны вперед, а его ориентирукщая напр вляющая 8 отталкивает другой конец пластины так, что в результате она разворачивается. Завершается этот разворот при помощи упругой рихтующей направляющей 14, которая слегка прижимает пластину 20 к ориентирующей направляющей 8 длинной стороной и тем самым придает пластине 22 новое точно ориентированное положение Попадая на стыкующий мостик 6, пла тина затормаживается и монотонно уменьшает свою скорость до скорости Vj ленты отводящего конвейера 4, Пр этом пластина болыпей частью площад опирается на ленту отводящего конвейера 4 и захватывается этим конве ером. Выполнение условия монотоннос изменения скорости пластины при пер ходе с ориентирующего конвейера 3 н Отводящий 4 обеспечивает отсутствие соударений пластин между собой. Для этого длину стыкующего мостика делз
чтобы перемещению подающего конвейе- 25 ют больше половины длинной стороны
ны вперед, а его ориентирукщая направляющая 8 отталкивает другой конец пластины так, что в результате она разворачивается. Завершается этот разворот при помощи упругой рихтующей направляющей 14, которая слегка прижимает пластину 20 к ориентирующей направляющей 8 длинной стороной и тем самым придает пластине 22 новое точно ориентированное положение. Попадая на стыкующий мостик 6, пластина затормаживается и монотонно уменьшает свою скорость до скорости Vj ленты отводящего конвейера 4, При этом пластина болыпей частью площади опирается на ленту отводящего конвейера 4 и захватывается этим конвейером. Выполнение условия монотонности изменения скорости пластины при переходе с ориентирующего конвейера 3 на Отводящий 4 обеспечивает отсутствие соударений пластин между собой. Для этого длину стыкующего мостика делз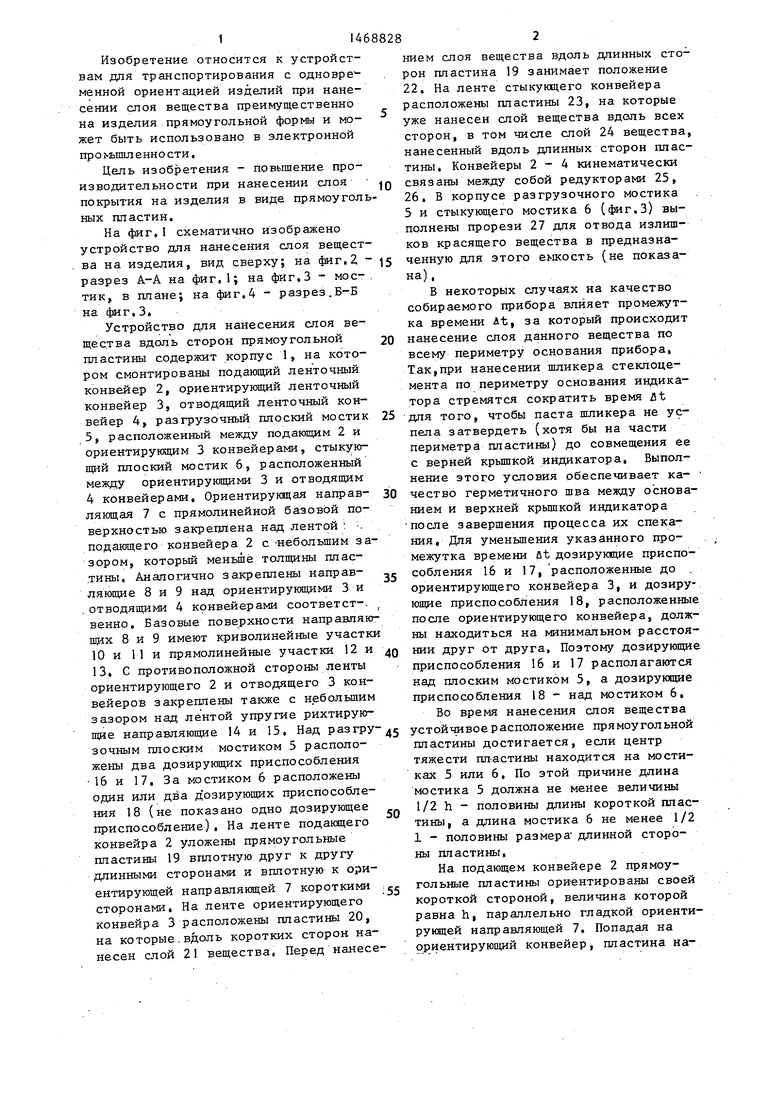

| название | год | авторы | номер документа |
|---|---|---|---|
| Пакеторазборная машина для штучных грузов | 1990 |
|
SU1761648A2 |
| Устройство для разделения потока банок на несколько потоков | 1989 |
|
SU1668251A1 |
| Пакеторазборное устройство | 1988 |
|
SU1684197A1 |
| Устройство для упаковки стержнеобразных изделий | 1974 |
|
SU524737A1 |
| Устройство для ферментации чая | 1991 |
|
SU1789174A1 |
| Установка для охлаждения творога | 1984 |
|
SU1291088A1 |
| Устройство для ориентированной укладки палочек | 1980 |
|
SU933550A1 |
| Пакеторазборная машина для штучных грузов | 1985 |
|
SU1255533A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПРОИЗВОДСТВА ФРУКТОВЫХ ЧИПСОВ | 2010 |
|
RU2449544C1 |
| СПОСОБ ДОЗИРОВАННОЙ РАСФАСОВКИ СЫПУЧИХ МАТЕРИАЛОВ ПО ФОРМАМ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2005 |
|
RU2321466C2 |
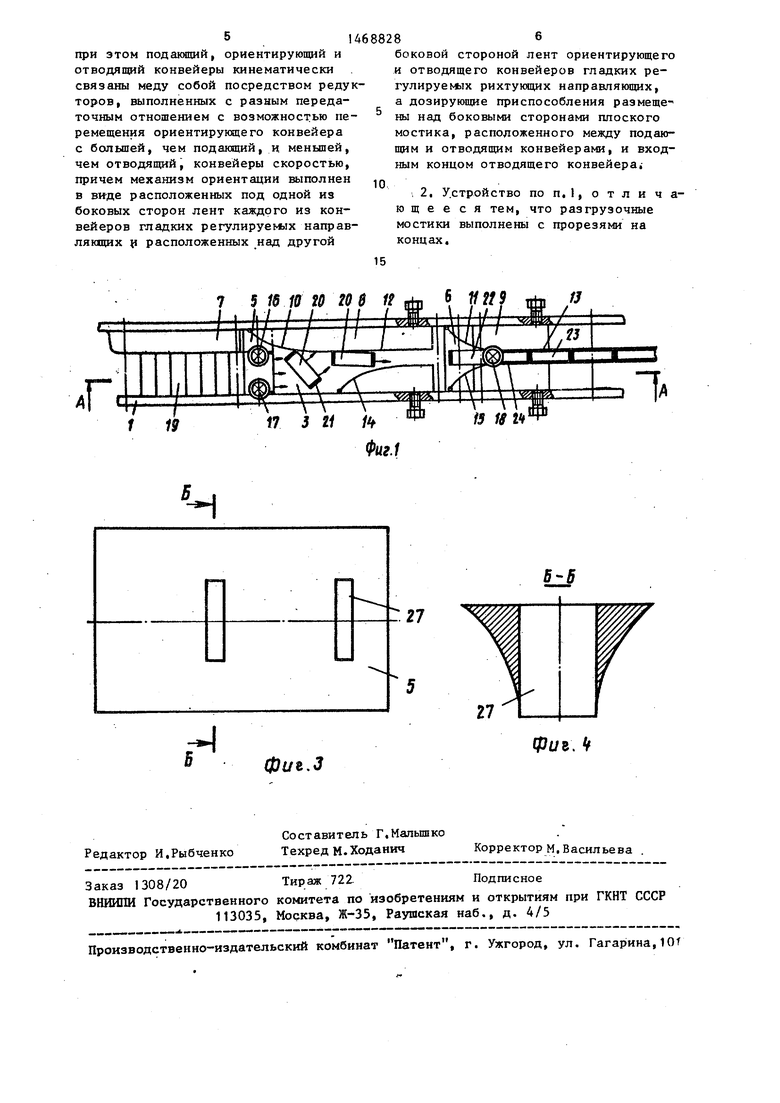
Изобретение относится к устройствам для транспортирования с одновременной ориентацией изделий при нанесении слоя вещества на изделия и м.б. использовано в электронной пром-сти. ,Цель - повышение производительности при нанесении слоя покрытия на изделия в виде прямоугольных пластин. Для этого на корпусе 1 устройства смонтированы последовательно по одной оси подающий 2, ориентирующий 3 и отводящий 4 ленточные конвейеры (к). Между К 2 и 3 расположен разгрузочный плоский мостик (м) 5, а меукду К 3 и 4 расположен плоский стыкующий м 6, Причем М 5 и 6 выполнен с прорезями на концех. При этом К 2 - 4 кинематически связаны между собой редукторами 25 и 26, выполненными с разными передающими отнощениями с возможностью перемещения К 3 с большей скоростью, чем К 2, и с меньшей скоростью, чем К 4. Над одной из боковых сторон лент каждого К расположены гладкие регули- руеьые направляющие (Н) 7-9. Над другой боковой стороной лент К 3 и А расположены гладкие peгyлиpye ыe рихтующие Н. Над боковыми сторонами М 5 расположены два дозирующих приспособления 16 и 17. За М 6 расположены одно или два дозируюшлх приспособления 18. На ленту К 2 укладывают пластины 19 вплотную одна к другой длинной стороной и короткой стороной к Н 7. При Попад.ании на М 5 на пластину 19 наносят слой вещества вдоль ее коротких сторон при помощи приспособлений 16 и 17. Затем эту пластину сталкивают с М 5 и она попадает на ленту К 3, имекщего большую скорость. При этом Н 8 отталкивает один конец пластины и она разворачивается, При помощи рихтирукщей Н пластина прижимается к Н 8 и получает новое ориентированное положение, 1 з,п, ф-лы, 4 ил. (Л а 00 00 ГС 00
ра на величину h соответственно перемещение отводящего конвейера 4 на величину 1, Для обеспечения непрерывности также необходимо, чтобы лента отводящего конвейера 4 была кинематически соединена с лентой подающего конвейера 2 редуктором, который при перемещении ленты подакщего конвейра 2 на величину h обеспечивает перемещение ленты отводящего конвейера 4 на величину L,
Устройство работает следующим образом.
На ленту подающего конвейера 2 укладывают пластины 19 вплотную друг к другу длинной стороной и вплотную к ориентирукщей направляющей 7 короткой стороной. Зазор между пластиной, 19 и направляющей 7 мал и обеспечивает поступаетельное движение сплошного потока таких пластин на ленте подающего конвейера со скоростью V,, При попадании пластины на разгрузочный мостик 5 на нее наносят слой 21 заданного вещества вдоль коротких сторон при помощи дозирующих приспособлений 16 и 17, Пластина сталкивается ,с разгрузочного мостика 5 следуюпщмй за ней пластинами и попадает на ленту- ориентирующего конвейра 3. Ориентирующий конвейер 3, имея высокую скорость движения ленты V-j , открывает пластину 20 от основного потока, ускоряет движение одного конца пластипластины. При этом размер длинной стороны пластины 1 следует брать
5
0
5
0
5
ным величине л, где 1р - номинальный ее размер, й- допуск на этот размер, В этом случае на ленте отводящего конвейера 4 пластины двигаются с зазором между собой не больще Л. Расположение нанесенного слоя вещества вдоль сторон пластины может быть произведено с некоторым смещением от края, что зависит от регулировки расположения дозирующих приспособлений,.
.Формула изобретения
1, Устройство для нанесения слоя вещества на изделия, включакяцее транспортирующее приспособление с механизмом :ориентации изделий и дози- рукщее приспособление для нанесения слоя вещества на поверхность изделий, отличающееся тем, что, с целью повышения производительности при нанесении слоя покрытия на изделия в виде прямоугольных апастин, транспортирующее приспособление выполнено в виде последовательно установленных по одной оси подающего, ориентирукщего и отводящего ленточных конвейеров с расположенными между подающим и орйентирукщим, а также между ориентирующим и отводящим конвейерами соответственно разгрузочными и стыкующим плоскими мостиками.
при этом подающий, ориентирующий и отводящий конвейеры кинематически связаны меду собой посредством редукторов, выполненных с разным передаточным отношением с возможностью перемещения ориентирующего конвейера с болыпей, чем подающий, и меньшей, чем отводящий, конвейеры скоростью, причем механизм ориентации выполнен в виде расположенных под одной из боковых сторон лент каждого из конвейеров гладких регулируекых направляющих у расположенных над другой
Ч
.-I
фиг.З
боковой стороной лент ориентирующего и отводящего конвейеров гладких ре- гулируе№1х рихтующих направляющих, а дозирующие приспособления размеще ны над боковыми сторонами плоского мостика, расположенного между подающим и отводящим конвейерами, и входным концом отводящего конвейера,
, 2, Устройство по п,1, о т л и ч ю щ е е с я тем, что разгрузочные мостики выполнены с прорезями на концах.
а27
27
(pi/8. V
| Устройство для переориентации потока изделий | 1976 |
|
SU618327A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Машина для декорирования фарфорофаянсовых изделий отводкой | 1950 |
|
SU94138A1 |
