1
Изобретение относится к обработке ме таллов давлением, в частности к штампам для гибки П-образных деталей.
Цель изобретения - повышение долговечности штампа и качества изделия за счет повышения стойкости пуансона и обеспечения всестороннего обжатия заготовки.
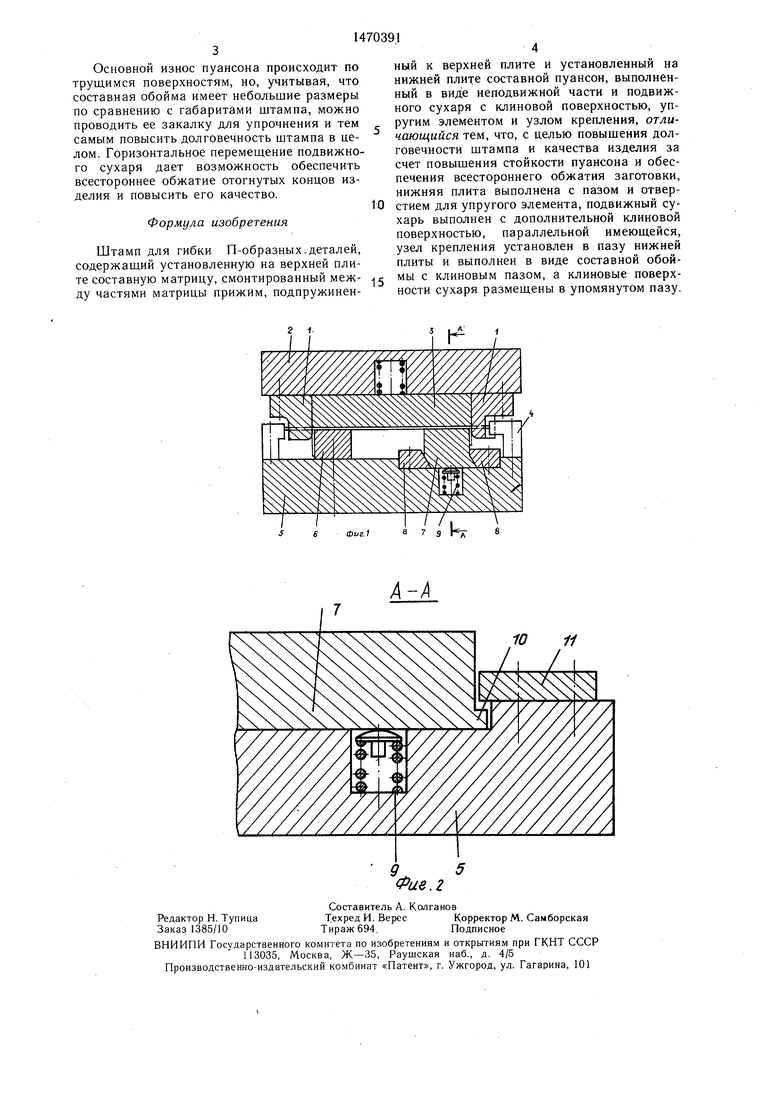
На фиг. I представлен штамп, разрез; на фиг. 2 - разрез А-А на фиг. 1.
Штамп состоит из составной матрицы 1, установленной на верхней плите 2, подпружиненного прижима 3, размешенного между частями матрицы 1, двух упоров 4 для загб- товки, составного пуансона на нижней плите 5, выполненного в виде неподвижной части 6 и подвижного сухаря 7 с двумя клиновыми поверхностями.
Подвижный сухарь 7 установлен в клиновом пазу составной обоймы 8 узла креплё-, ния, размещенного в пазу на нижней плите 5. В нижней плите имеется отверстие для
размещения упругого элемента 9. Подвижный сухарь 7 имеет в нижней части выступ 10, а на нижней плите смонтирован ограничитель 11 хода подвижного сухаря.
Штамп работает следующим образом.
Заготовку укладывают в щтамп до упоров 4. При рабочем ходе верхней плиты 2 прижим 3 касается заготовки раньше матрицы 1 и прижимает ее к подвижному сухарю 7 и неподвижной части 6 пуансона. Подвижный сухарь 7 начинает перемешаться в клиновом пазу составной обоймы 8, преодолевая сопротивление упругого элемента 9. При дальнейшем ходе происходит гибка концов заготовки, а подвижный сухарь 7 занимает крайнее нижнее положение. При обратном ходе матрицы 1 упругий элемент 9 перемещает подвижный сухарь 7 по клиновому пазу составной обоймы 8, подвижный сухарь 7 отходит от внутренней поверхности изделия.
4
ч
ОС
ее
Основной износ пуансона происходит по трущимся поверхностям, но, учитывая, что составная обойма имеет небольшие размеры по сравнению с габаритами штампа, можно проводить ее закалку для упрочнения и тем самым повысить долговечность штампа в целом. Горизонтальное перемещение подвижного сухаря дает возможность обеспечить всестороннее обжатие отогнутых концов изделия и повысить его качество.
Формула изобретения
Штамп для гибки П-образных.деталей, содержащий установленную на верхней плиный к верхней плите и установленный на нижней плите составной пуансон, выполненный в виде неподвижной части и подвижного сухаря с клиновой поверхностью, упругим элементом и узлом крепления, отли чающийся тем, что, с целью повышения долговечности штампа и качества изделия за счет повышения стойкости пуансона и обеспечения всестороннего обжатия заготовки, нижняя плита выполнена с пазом и отвер10 стием для упругого элемента, подвижный сухарь выполнен с дополнительной клиновой поверхностью, параллельной имеющейся, узел крепления установлен в пазу нижней плиты и выполнен в виде составной обой jji.,j л а Ш,г1г1 yv,i ciiivyui/iv iiiiy iVj itj.ijx,..iii.fi.ii
те составную матрицу, смонтированный меж- г клиновым пазом, а клиновые поверх- ду частями матрицы прижим, подпружинен-ноСти сухаря размещены в упомянутом пазу.
ный к верхней плите и установленный на нижней плите составной пуансон, выполненный в виде неподвижной части и подвижного сухаря с клиновой поверхностью, упругим элементом и узлом крепления, отличающийся тем, что, с целью повышения долговечности штампа и качества изделия за счет повышения стойкости пуансона и обеспечения всестороннего обжатия заготовки, нижняя плита выполнена с пазом и отверстием для упругого элемента, подвижный сухарь выполнен с дополнительной клиновой поверхностью, параллельной имеющейся, узел крепления установлен в пазу нижней плиты и выполнен в виде составной обой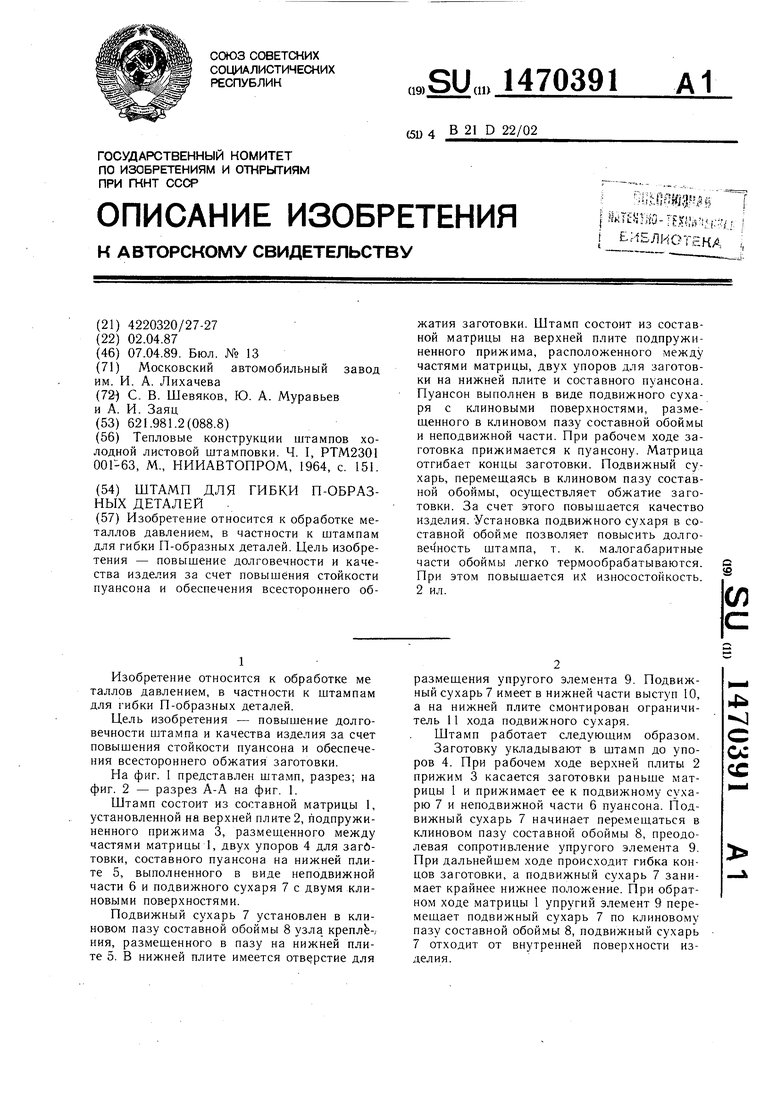
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ РАЗДЕЛИТЕЛЬНЫХ ОПЕРАЦИЙ | 1992 |
|
RU2006320C1 |
| ШТАМП-АВТОМАТ ДЛЯ ФОРМОВКИ ВЫСТУПОВ В ТРУБЧАТОЙ ДЕТАЛИ | 2004 |
|
RU2262406C1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ГНУТЫХ ИЗДЕЛИЙ | 1998 |
|
RU2147961C1 |
| Штамп для холодной объемной штамповки | 1988 |
|
SU1579624A1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| ШТАМП-АВТОМАТ | 2003 |
|
RU2261153C2 |
| ШТАМП ДЛЯ ФОРМОВКИ ВЫСТУПОВ В ТРУБЧАТОЙ ДЕТАЛИ | 2000 |
|
RU2193940C2 |
| Совмещенный штамп | 1976 |
|
SU618163A1 |
| Способ изготовления цилиндрических деталей с профильными торцовыми поверхностями и штамп для его осуществления | 1981 |
|
SU997943A1 |
| Многопозиционный штамп для обработки штучных заготовок | 1980 |
|
SU940950A1 |
Изобретение относится к обработке металлов давлением, в частности, к штампам для гибки П-образных деталей. Цель изобретения - повышение долговечности и качества изделия за счет повышения стойкости пуансона и обеспечения всестороннего обжатия заготовки. Штамп состоит из составной матрицы на верхней плите подпружиненного прижима, расположенного между частями матрицы,двух упоров для заготовки на нижней плите и составного пуансона. Пуансон выполнен в виде подвижного сухаря с клиновыми поверхностями, размещенного в клиновом пазу составной обоймы и неподвижной части. При рабочем ходе заготовка прижимается к пуансону. Матрица отгибает концы заготовки. Подвижный сухарь, перемещаясь в клиновом пазу составной обоймы, осуществляет обжатие заготовки. За счет этого повышается качество изделия. Установка подвижного сухаря в составной обойме позволяет повысить долговечность штампа, т.к. малогабаритные части обоймы легко термообрабатываются. При этом повышается их износостойкость. 2 ил.
г 1
Фие.г
| Тепловые конструкции штампов холодной листовой штамповки | |||
| Ч | |||
| I, PTM230I 001-63, М., НИИАВТОПРОМ, 1964, с | |||
| Двухколейная подвесная дорога | 1919 |
|
SU151A1 |
