СО Од
v Изобретение относится к металлу гии, в частности к устройствам для уплотнения футеровки сталеразливоч ных ковшей. Известно устройство для изготов ления наливной футеровки сталеразливочных ковшей, включающее вращающийся, стенд, на котором располага ется ковш с шаблоном. Наливная футеровка равномерно распределяется по всему сечению между ковшом и ша лоном. В процессе вращения стенда ковшом осуществляется одновременно уплотнение за счет центробежной силы C lОднако данное устройство характеризуетбя недостаточной уплотняемостью футеровки, низкой ее стойкостью, и низкой производительность труда. Наиболее близким к предлагаемому по технической сущности и дости гаемому результату является устройство -для изготовления наливной футеровки сталеразливочных ковшей, содержащее пустотелый шаблон, приспособление, фиксирующее шаблон относительно ковша и вибратор, укрепленный в полости шаблона по его оси С2 1Недостатком известного устройства является то, что энергия вибратора передается, не только шаблону и огнеупорной массе, но и связанному с ним с помощью фиксирующего приспособления ковшу, что сказывается на качестве изготавливаемой футеров ки. Цель изобретения - повышение плотности огнеупорной массы и стойкости футеровки ковша, а также исключение осевого смещения шаблона. гГоставленная цель достигается тем, что в устройстве для изготовления наливйой футеровки ковшей/ содержащем пустотельШ шаблон, приспособление, фиксирующее шаблон отно сительно ковша, и вибратор, укрепленный в полости шаблона по его оси, снабжен крышкой, жестко связанной с ним через амортизаторы, и подпружиненными грузами, установлен ными на крышке и днище шаблона под углом к оси шаблона, при этом фиксирующее, приспособление выполнено в виде захватов, шарнирно закреплен ных на крышке.. в крышке может быть выполненограничительный кольцевой паз. Подлружиненные грузы могут бнть ус-гг&новлены под углом 45° к оси шаблона . На фиг. 1 изображено устройство для уплотнения наливной футеровки сталеразливочных ковшей, вертикальный разрез,на фиг. 2 - разрез А-А на фиг. 1. Устройство для изготовления наливной футеровки ковшей включает шаблон 1 в виде полого усеченного конуса с днищем, закрываемого крышкой 2, которая с помощью упругой системы 3, выполненной, например, в виде резинового кольца, опирается на шаблон 1. Осевое смещение предупреждает наличие ограничительного кольцевого паза 4., Шаблон с крышкой жестко соединен болтами 5 и для удобства транспортировки мягкой сцепкой в виде троса или цепи 6. Внутри, по центру тяжести шабло на на металлической крестовине 7 монтируется мотор-вибратор 8. На кркпцке 2 предусмотрено шарнирное закрепляющее приспособление 9 со стопорным винтом 10 и амортизатором 11. На крышке и днище шаблона укрепляются рессоры 12 с грузами 13. Грузы 13 располагаются под углом 45° к вертикальной оси шаблона (или вибратора). Увеличение или уменьшение угла наклона приводит к снижению вертикальной составляющей виброколебаний и, соответ дтвенно, к сниже.нию эффективности уплотнения массы. Рессоры с грузами могут быть, развернуты друг относительно друга произвольно под любым углом, качество уплотнения от разворота рессор с грузами относительно вертикальной оси не изменяется. Устройство работает следующим образом. Шаблон 1 с вибратором 8 и крышкой 2 закрепленной болтами 5 устанавливают внутри ковша 14. С помощью шарнирных закрепляющих приспособлений 9, крышка 2, скрепленная с шаблоном 1, крепится к ребру жест .кости 14 аммортизаторы 11, стабилизируя положение шаблона, 1. Затем производится заполнение пространства между ковшом и шаблоном наливной огнеупорной массой 15. После заполнения пространства включается инерционный мотор-вибратор и шаблон под действием вибрации, создаваемой вращением дебалансов, производит уплотнение футеровки, совершая круговые колебания в горизонтальной плоскости. Под влиянием этих колебаний возбуждаются реактивные массы 13, установленные на рессорах 12. Реакция рессор 12 передается шаблону 1 и сообщает ему вертикальные колебания. Под влиянием горизонтальных-круговых и вертикальных прямолинейных колебаний шаблона происходит уплотнение футеровочной массы как на стенках, так и на днище. При этом ковш остается практически неподвижным. Предлагаемое устройство приемлемо для уплотнения наливной футеровки как крупных Kosmeif, так и небольших по объему.
Как показывает производственная проверка по сравнению с изготовлением наливной футеровки ковшей без виброуплотнения, плотность наливной футеровки в результате использования предлагаемого устройства повышается с 1,62 до 1,72 г/см.
стойкость футеровки сталераэливоч ных ковшей повышается в 1,2 раза, а время уплотнения наливной футеровки сокращается с 10-15 мин дй 4,0-5,0 мин. По сравнению с прото типом продолжительность уплотнения огнеупорной наливной футеровки до плотности 1,72 г/см составляет 4,0-5,0 мин, против 7,0-9,0 мин.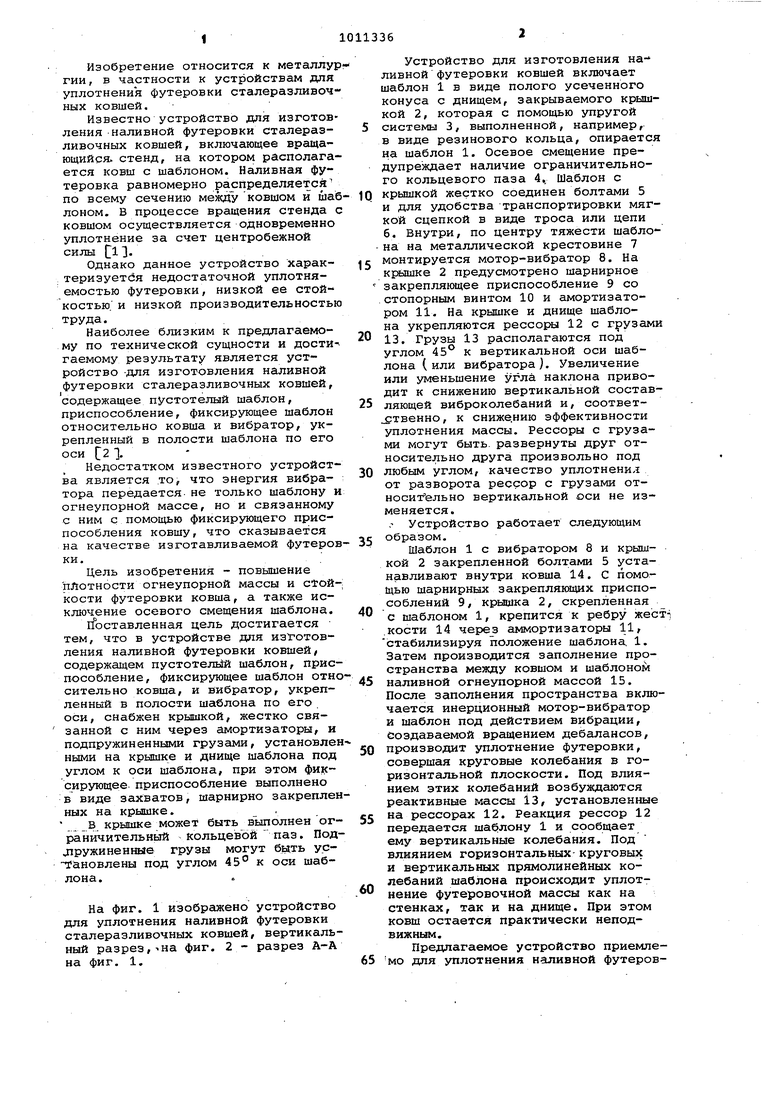
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления монолитной футеровки ковшей с конической надставкой | 1982 |
|
SU1156849A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕЛОБА ДЛЯ ТРАНСПОРТИРОВКИ ЖИДКОГО МЕТАЛЛА | 2003 |
|
RU2284243C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФУТЕРОВКИ КОВША, ОГНЕУПОРНАЯ МАССА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ И КОВШ ДЛЯ ПЕРЕВОЗКИ ЖИДКОГО МЕТАЛЛА | 1999 |
|
RU2147485C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ НАБИВНОЙ ФУТЕРОВКИ | 1991 |
|
RU2027545C1 |
| Устройство для изготовления футеровки | 1977 |
|
SU627917A1 |
| Устройство для изготовления наливной футеровки литейной формы | 1987 |
|
SU1470449A1 |
| Установка для набивки центровых | 1977 |
|
SU737126A1 |
| Способ футеровки металлургических емкостей | 1982 |
|
SU1072994A1 |
| Установка для ремонта футеровок металлургических емкостей | 1980 |
|
SU1056524A1 |
| Способ футеровки металлургических емкостей и устройство для его осуществления | 1980 |
|
SU975201A1 |
1. УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ НАЛИВНОЙ ФУТЕРОВКИ СТАЛЕРАЗЛИВОЧНЫХ КОВШЕЙ, содержащее пуатотелый шаблон, приспособление, фиксирующее шаблон относительно ковша, и вибратор, укрепленный в полости шаблона по его оси, отличающ е е с я тем, что, с целью повышения плотности огнеупорной массы и стойкости футеровки ковша, шаблон снабжен крышкой, жестко связанной с ним через амортизаторы, и подпружиненными грузами, устанрв енными под углом к оси шаблона на крышке и на -днище шаблона, при зтом фиксирующее приспособление выполнено в виде захватов, шарнирно закрепленных на крьшже. о 2.Устройство по п. 1,отличающееся тем, что, с целью исключения осевого смещения шаблона. в крышке выполнен ограничительный § кольцевой паз. 3,Устройство по пп... .1 и 2, отличаю тем,, что (Л подпружиненные грузы установлены под углом 45 к оси шаблона.
0
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Гамальский А.А | |||
| и др | |||
| Установка для монолитной футеровки сталеразливочных ковшей | |||
| Металлург, 1, 1977, с | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для футеровки металлургических емкостей | 1976 |
|
SU603498A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
