Изобретение относится к промышленности строительных материалов, а именно к производству строительных теплоизоляционных изделий из минеральной ваты.
Целью изобретения является повышение качества матов.
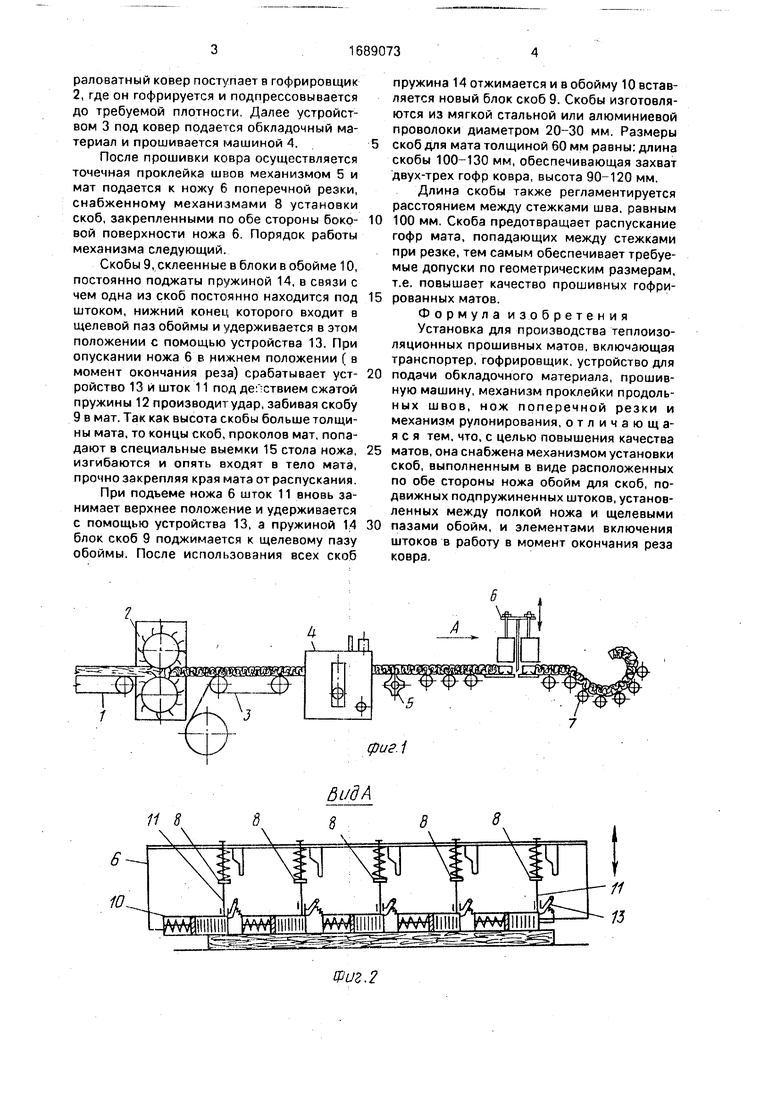
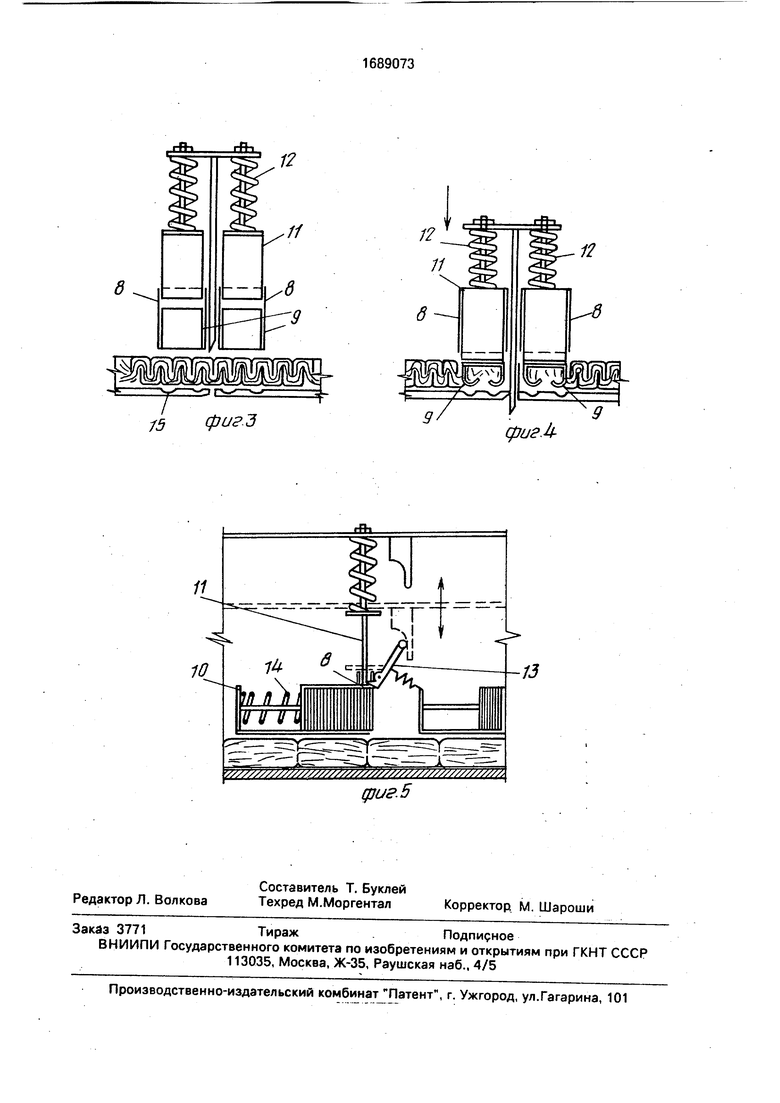
На фиг. 1 показана предлагаемая установка; на фиг. 2 - механизм для установки скоб (вид А на фиг. 1); на фиг. 3, 4, 5 порядок установки скоб.
Установка содержит транспортер 1, гофрировщик 2 для гофрирования минера- ловатного ковра, устройство 3 для подачи обкладочного материала снизу минерэло- ватного ковра, прошивную машину 4. механизм 5 для проклейки продольных швов, гильотинный нож 6 поперечной резки и механизм 7 для рулонирования матов.
Гильотинный нож 6 поперечной резки снабжен механизмами 8 установки скоб 9, включающими закрепленные по обе стороны боковой поверхности ножа 6 обоймы 10 для скоб 9, подвижные штоки 11 с пружинами 12, верхние концы которых прикреплены к полке ножа 6, а нижние концы входят в щелевой паз обоймы 10, и устройство 13 для включения штоков 11 в работу в момент окончания реза ковра.
Скобы 9 в обойме склеены в блоки и постоянно поджаты пружиной 14. В столе ножа 6 предусмотрены специальные выемки 15 для загибания концов скоб 9.
Установка работает следующим образом.
Из камеры волокноосаждения (не показана) тр; нспортером 1 непрерывный минеО 00 Ю
о N
со
раловатный ковер поступает в гофрировщик 2, где он гофрируется и подпрессовывается до требуемой плотности. Далее устройством 3 под ковер подается обкладочный материал и прошивается машиной 4.
После прошивки ковра осуществляется точечная проклейка швов механизмом 5 и мат подается к ножу 6 поперечной резки, снабженному механизмами 8 установки скоб, закрепленными по обе стороны боко- вой поверхности ножа 6. Порядок работы механизма следующий.
Скобы 9, склеенные в блоки в обойме 10, постоянно поджаты пружиной 14, в связи с чем одна из скоб постоянно находится под штоком, нижний конец которого входит в щелевой паз обоймы и удерживается в этом положении с помощью устройства 13. При опускании ножа 6 в нижнем положении ( в момент окончания реза) срабатывает уст- ройство 13 и шток 11 под действием сжатой пружины 12 производит удар, забивая скобу 9 в мат. Так как высота скобы больше толщины мата, то концы скоб, проколов мат, попадают в специальные выемки 15 стола ножа, изгибаются и опять входят в тело мата, прочно закрепляя края мата от распускания.
При подъеме ножа 6 шток 11 вновь занимает верхнее положение и удерживается с помощью устройства 13, а пружиной 14 блок скоб 9 поджимается к щелевому пазу обоймы. После использования всех скоб
пружина 14 отжимается и в обойму 10 вставляется новый блок скоб 9. Скобы изготовляются из мягкой стальной или алюминиевой проволоки диаметром 20-30 мм. Размеры скоб для мата толщиной 60 мм равны: длина скобы 100-130 мм, обеспечивающая захват двух-трех гофр ковра, высота 90-120 мм.
Длина скобы также регламентируется расстоянием между стежками шва, равным 100 мм. Скоба предотвращает распускание гофр мата, попадающих между стежками при резке, тем самым обеспечивает требуемые допуски по геометрическим размерам, т.е. повышает качество прошивных гофрированных матов.
Формула изобретения Установка для производства теплоизоляционных прошивных матов, включающая транспортер, гофрировщик, устройство для подачи обкладочного материала, прошивную машину, механизм проклейки продольных швов, нож поперечной резки и механизм рулонирования, отличающаяся тем, что, с целью повышения качества матов, она снабжена механизмом установки скоб, выполненным в виде расположенных по обе стороны ножа обойм для скоб, подвижных подпружиненных штоков, установленных между полкой ножа и щелевыми пазами обойм, и элементами включения штоков в работу в момент окончания реза ковра.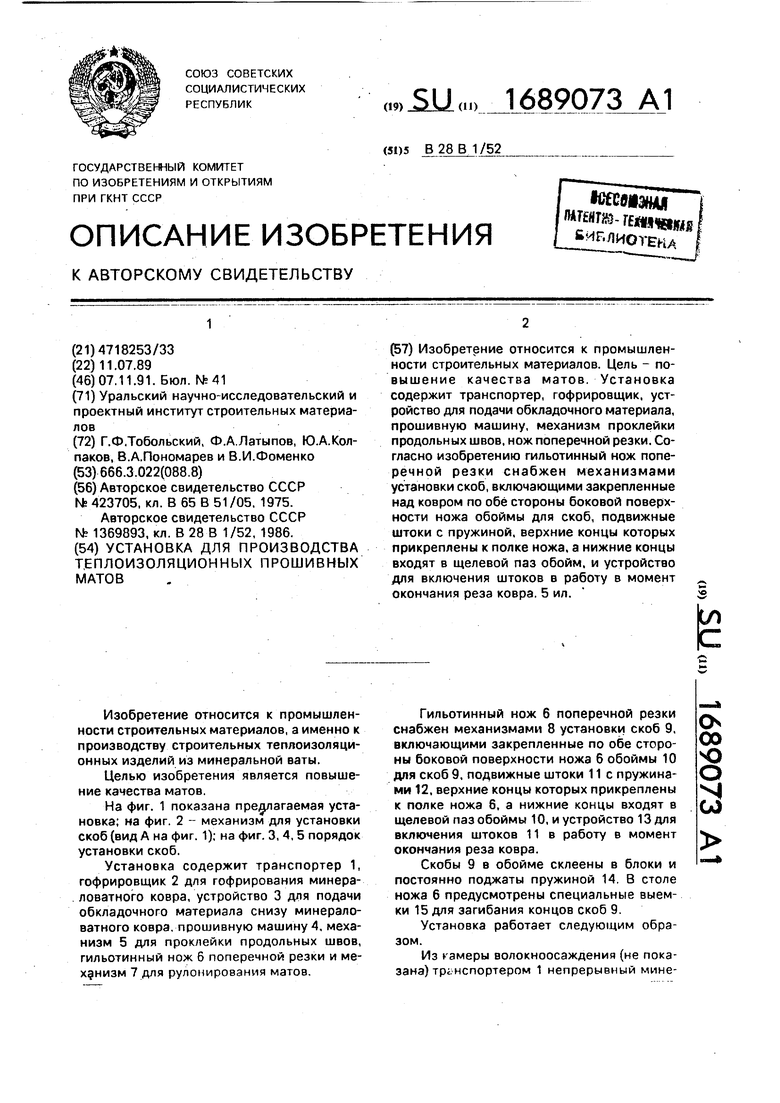
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для производства волокнистого прошивного мата | 1989 |
|
SU1728022A1 |
| Установка для производства теплоизоляционных матов | 1983 |
|
SU1145011A2 |
| Установка для производства тепло-изОляциОННыХ MATOB | 1979 |
|
SU802241A1 |
| МАШИНА ДЛЯ РУЛОНИРОВАНИЯ ГИБКОГО КОВРА, | 1968 |
|
SU207105A1 |
| Способ изготовления минераловатного мата | 1986 |
|
SU1373577A1 |
| Поточная линия для изготовленияВЕРТиКАльНОСлОиСТыХ ТЕплОизОляциОННыХиздЕлий | 1979 |
|
SU806658A1 |
| Способ изготовления субстрата для выращивания растений | 1989 |
|
SU1792593A1 |
| Способ изготовления теплоизоляционного волокнистого материала и установка для его осуществления | 1987 |
|
SU1470512A1 |
| Поточная линия для производства прошивных теплоизоляционных изделий | 1987 |
|
SU1461634A1 |
| Прошивной волокнистый теплоизоляционный материал с гофрированной структурой и способ его изготовления | 1985 |
|
SU1286416A1 |
Изобретение относится к промышленности строительных материалов. Цель - повышение качества матов. Установка содержит транспортер, гофрировщик, устройство для подачи обкладочного материала, прошивную машину, механизм проклейки продольных швов, нож поперечной резки. Согласно изобретению гильотинный нож поперечной резки снабжен механизмами установки скоб, включающими закрепленные над ковром по обе стороны боковой поверхности ножа обоймы для скоб, подвижные штоки с пружиной, верхние концы которых прикреплены к полке ножа, а нижние концы входят в щелевой паз обойм, и устройство для включения штоков в работу в момент окончания реза ковра. 5 ил. Ј
Hi
ш-хда яш-.глшв
1
видЛ
Фиг.
fTTT.
1 12
8
15 фагЗ
фиг Л
ери г. 5
| УСТРОЙСТВО ДЛЯ УПАКОВКИ ТОВАРОВ В СЕТЧАТЫЙ ЭЛАСТИЧНЫЙ МАТЕРИАЛ | 1972 |
|
SU423705A1 |
| кл | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Сплав для отливки колец для сальниковых набивок | 1922 |
|
SU1975A1 |
| Установка для производства теплоизоляционных прошивных минераловатных матов | 1986 |
|
SU1369893A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
