12 9 8 10 в f 15
о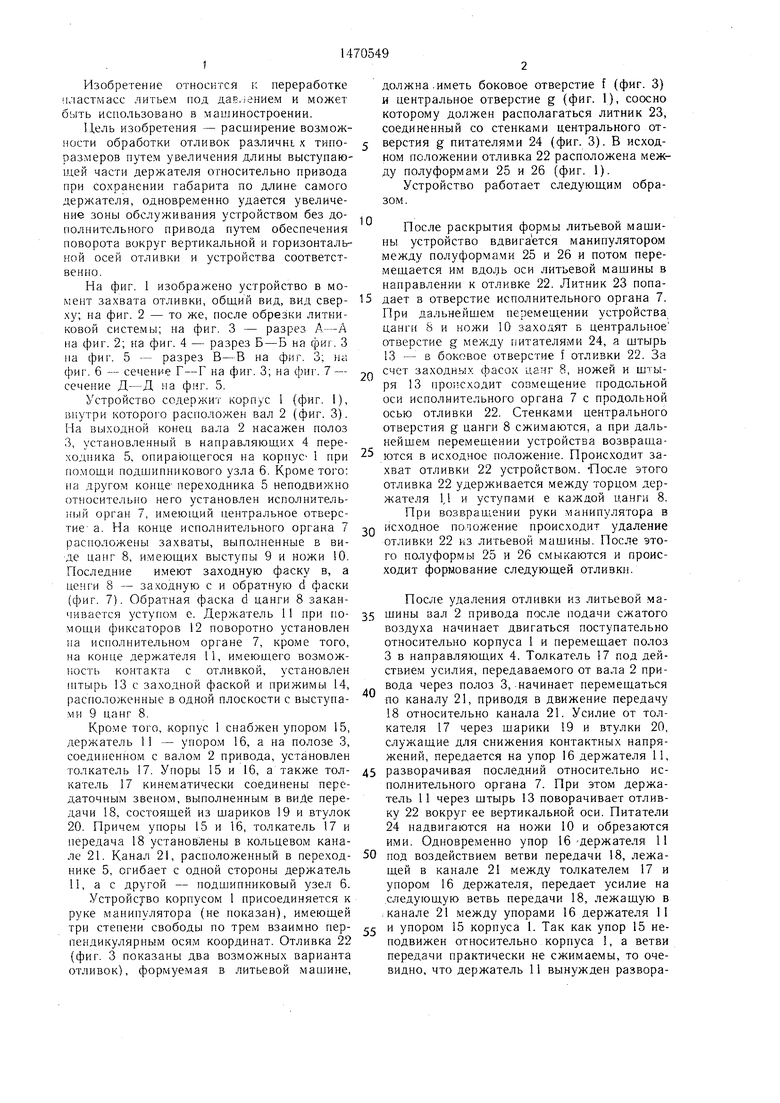
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для удаления отливки из литьевой машины | 1985 |
|
SU1329990A1 |
| Установка для литья пластмассовыхиздЕлий C АРМАТуРОй | 1978 |
|
SU806438A1 |
| МЕДИЦИНСКАЯ РОБОТИЗИРОВАННАЯ СИСТЕМА | 2007 |
|
RU2412799C2 |
| Штамп для многоместной обработки заготовок | 1986 |
|
SU1480962A1 |
| Автоматизированная линия для получения отливок | 1982 |
|
SU1154802A1 |
| ЛИНИЯ ДЛЯ ЛИТЬЯ ПОД НИЗКИМ ДАВЛЕНИЕМ, УСТАНОВКА ДЛЯ ЛИТЬЯ ПОД НИЗКИМ ДАВЛЕНИЕМ И МАНИПУЛЯТОР ДЛЯ ПЕРЕМЕЩЕНИЯ ОТЛИВОК | 2001 |
|
RU2205090C2 |
| Манипулятор | 1983 |
|
SU1115898A1 |
| РОБОТИЗИРОВАННАЯ ХИРУРГИЧЕСКАЯ СИСТЕМА ДЛЯ ВЫПОЛНЕНИЯ МИНИМАЛЬНЫХ ИНВАЗИВНЫХ ВМЕШАТЕЛЬСТВ | 2007 |
|
RU2412800C2 |
| Транспортно-технологический ротор | 1987 |
|
SU1498565A1 |
| МЕХАНИЗМ ДЛЯ ПРЕОБРАЗОВАНИЯ ВРАЩАТЕЛЬНОГО ДВИЖЕНИЯ В ПРЕРЫВИСТОЕ ВРАЩАТЕЛЬНОЕ И ВОЗВРАТНО-ПОСТУПАТЕЛЬНОЕ | 1999 |
|
RU2180946C2 |
Изобретение относится к переработке пластмасс литьем под давлением. Цель - расширение возможности обработки отливок различных типоразмеров. Для этого в преходнике 5 выполнен канал 21, заполненный телами качения 19. Упор 16 установлен на держателе 11. Толкатель соединен с валом 2. Один из упоров 16 и толкатель связаны передаточным звеном из тел качения, причем упор, толкатель и передаточное звено расположены в канале 21. 1 з.п. ф-лы, 7 ил.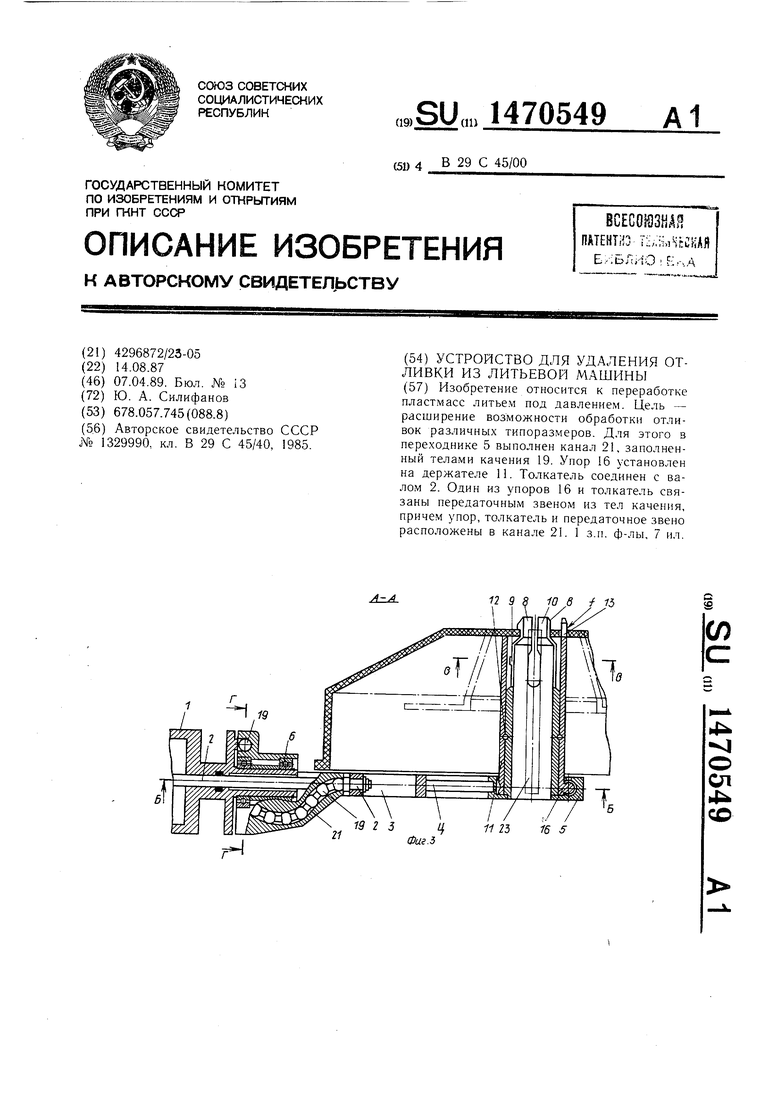
(Л
т
11 гъ 16 5
о
ел 4:
СО
Изобретение относится к переработке (i.iacTMacc литьем нод дав.гением и может быть использовано в машиностроении.
1Дель изобретения - расширение возможности обработки отливок paзличнL х типоразмеров путем увеличения длины выступающей части держателя относительно привода при сохранении габарита по длине самого держателя, одновременно удается увеличение зоны обслуживания устройством без дополнительного привода путем обеспечения поворота вокруг вертикальной и горизонтальной осей отливки и устройства соответственно.
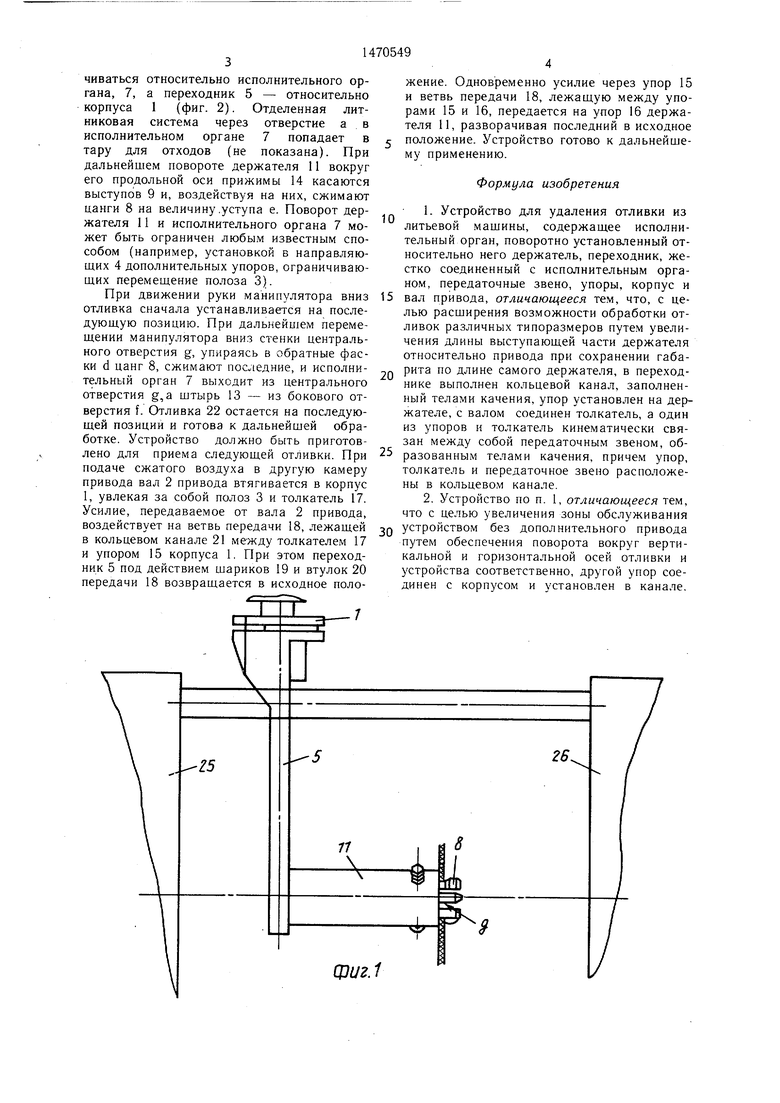
На фиг. 1 изображено устройство в момент захвата отливки, общий вид, вид сверху; на фиг. 2 - то же, после обрезки литниковой систе.мы; на фиг. 3 - разрез
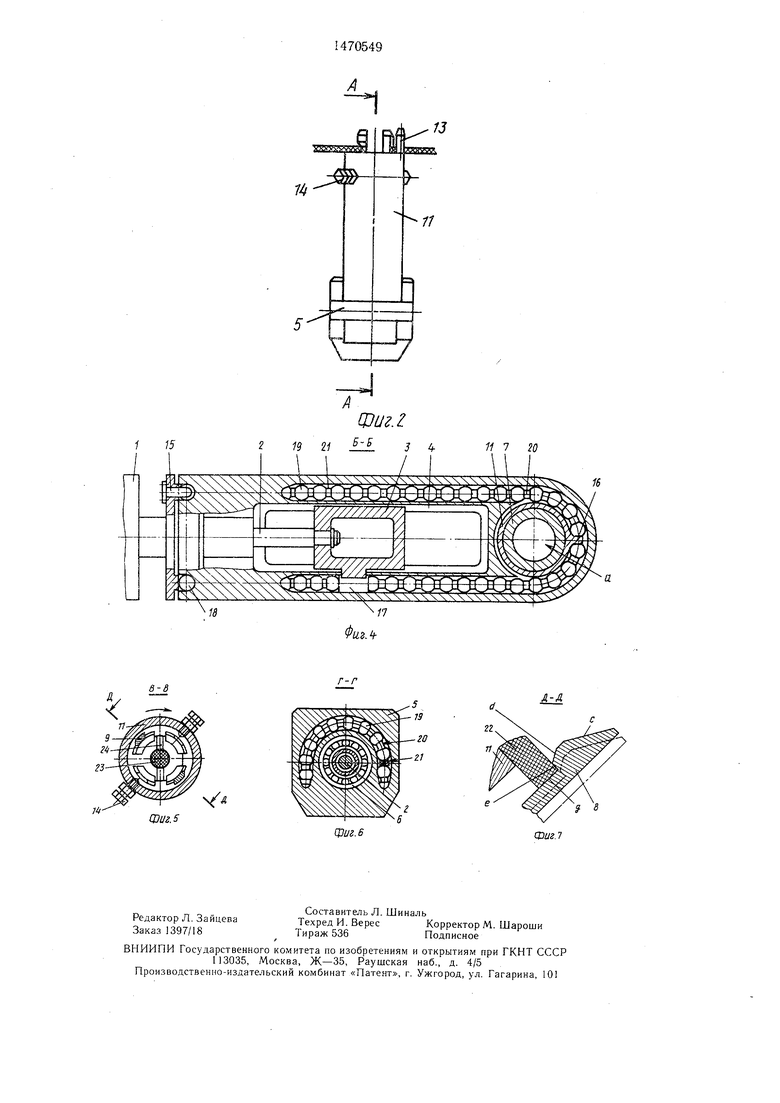
на фиг. 2; на фиг. 4 - разрез Б-Б на фиг. 3 на фиг. 5 - разрез В-В на фиг. 3; на фиг. б - сечение Г-Г на фиг. 3; на фиг. 7 - сечение Д-Д на фиг. 5.
Устройство содержит корпус 1 (фиг. 1), внутри которого расположен вал 2 (фиг. 3). На выходной конец вала 2 насажен полоз 3, установленный в направляющих 4 переходника 5, опирающегося на корпус- 1 при по.мощи подщипникового узла 6. Кроме того: на другом конце- переходника 5 неподвижно относительно него установлен исполнительный орган 7, имеющий центральное отверстие а. На конце исполнительного органа 7 расположены захваты, выполненные в виде цанг 8, имеющих выступы 9 и ножи 0. Последние имеют заходную фаску в, а ценги 8 - заходную с и обратную d фаски (фиг. 7). Обратная фаска d цанги 8 заканчивается уступом е. Держатель 11 при помощи фиксаторов 12 поворотно установлен на исполнительном органе 7, кроме того, на конце держателя 11, имеющего возможность контакта с отливкой, установлен 13 с заходной фаской и прижимы 14, расположенные в одной плоскости с выступами 9 цанг 8.
Кроме того, корпус 1 снабжен упором 15, держатель 11 - упором 16, а на полозе 3, соединенном с валом 2 привода, установлен толкатель 17. Упоры 15 и 16, а также толкатель 17 кинематически соединены передаточным звеном, выполненным в виДе передачи 18, состояп ей из щариков 19 и втулок 20. Причем упоры 15 и 16, толкатель 17 и передача 18 установлены в кольцевом канале 21. Канал 21, расположенный в переходнике 5, огибает с одной стороны держатель 11, ас другой - подщипниковый узел 6. Устройство корпусом 1 присоединяется к руке манипулятора (не показан), имеющей три степени свободы по трем взаимно перпендикулярным осям координат. Отливка 22 (фиг. 3 показаны два возможных варианта отливок), формуемая в литьевой мащине.
0
0
должна.иметь боковое отверстие f (фиг. 3) и центральное отверстие g (фиг. 1), соосно которому должен располагаться литник 23, соединенный со стенками центрального от- верстия g питателями 24 (фиг. 3). В исходном положении отливка 22 расположена между полуформами 25 и 26 (фиг. 1).
Устройство работает следующим образом.
После раскрытия формы литьевой мащи- ны устройство вдвигается манипулятором между полуформами 25 и 26 и потом перемещается им вдоль оси литьевой мащины в направлении к отливке 22. Литник 23 попадает в отверстие исполнительного органа 7. При дальнейшем перемещении устройства цанги 8 и ножи 10 заходят в центральное отверстие g между питателями 24, а щтырь 13 - в боковое отверстие f отливки 22. За счет заходных фасок цанг 8, ножей и щты- ря 3 происходит совмещение продольной оси исполнительного органа 7 с продольной осью отливки 22. Стенками центрального отверстия g цанги 8 сжимаются, а при даль- нейщем перемещении устройства возвраща5 ются в исходное положение. Происходит захват отливки 22 устройством. -После этого отливка 22 удерживается между торцом держателя 1,1 и уступами е каждой цанги 8. При возвращении руки манипулятора в
Q исходное положение происходит удаление отливки 22 из литьевой машины. После этого полуформы 25 и 26 смыкаются и происходит форыование следующей отливки.
После удаления отливки из литьевой ма5 щины вал 2 привода после подачи сжатого воздуха начинает двигаться поступательно относительно корпуса 1 и перемещает полоз 3 в направляющих 4. Толкатель 17 под действием усилия, передаваемого от вала 2 привода через полоз 3,-начинает перемещаться по каналу 21, приводя в движение передачу 18 относительно канала 21. Усилие от толкателя 17 через шарики 19 и втулки 20, служащие для снижения контактных напряжений, передается на упор 16 держателя 11,
5 разворачивая последний относительно исполнительного органа 7. При этом держатель 11 через щтырь 13 поворачивает отливку 22 вокруг ее вертикальной оси. Питатели 24 надвигаются на ножи 10 и обрезаются ими. Одновременно упор 16-держателя 11
0 под воздействием ветви передачи 18, лежащей в канале 21 между толкателем 17 и упором 16 держателя, передает усилие на следующую ветвь передачи 18, лежащую в .канале 21 .между упорами 16 держателя 11
5 и упором 15 корпуса 1. Так как упор 15 неподвижен относительно корпуса 1, а ветви передачи практически не сжимаемы, то очевидно, что держатель 11 вынужден развора10
жение. Одновременно усилие через упор 15 и ветвь передачи 18, лежащую между упорами 15 и 16, передается на упор 16 держателя 11, разворачивая последний в исходное положение. Устройство готово к дальнейшему применению.
Формула изобретения
чиваться относительно исполнительного органа, 7, а переходник 5 - относительно корпуса 1 (фиг. 2). Отделенная литниковая система через отверстие а в исполнительном органе 7 попадает в тару для отходов (не показана). При дальнейшем повороте держателя 11 вокруг его продольной оси прижимы 14 касаются выступов 9 и, воздействуя на них, сжимают цанги 8 на величину .уступа е. Поворот держателя 11 и исполнительного органа 7 может быть ограничен любым известным способом (например, установкой в направляющих 4 дополнительных упоров, ограничивающих перемещение полоза 3).
При движении руки манипулятора вниз 15 вал привода, отличающееся те м, чтоУ с це- отливка сначала устанавливается на после-лью расширения возможности обработки отливок различных типоразмеров путем увеличения длины выступающей части держателя относительно привода при сохранении габа- 20 рита по длине самого держателя, в переходнике выполнен кольцевой канал, заполненный телами качения, упор установлен на держателе, с валом соединен толкатель, а один из упоров и толкатель кинематически связан между собой передаточным звеном, образованным телами качения, причем упор, толкатель и передаточное звено расположены в кольцевом канале.
воздействует на ветвь передачи 18, лежащей JQ устройством без дополнительного привода в кольцевом канале 21 между толкателем 17путем обеспечения поворота вокруг вертии упором 15 корпуса 1. При этом переходник 5 под действием шариков 19 и втулок 20
дующую позицию. При дальнейшем перемещении манипулятора вниз стенки центрального отверстия g, упираясь в обратные фаски d цанг 8, сжимают последние, и исполнительный орган 7 выходит из центрального отверстия g,a штырь 13 - из бокового отверстия f. Отливка 22 остается на последующей позиции и готова к дальнейшей обработке. Устройство должно быть приготовлено для приема следующей отливки. При 25 подаче сжатого воздуха в другую камеру привода вал 2 привода втягивается в корпус 1, увлекая за собой полоз 3 и толкатель 17. Усилие, передаваемое от вала 2 привода.
передачи 18 возвращается в исходное полокальнои и горизонтальной осей отливки и устройства соответственно, другой упор соединен с корпусом и установлен в канале.
жение. Одновременно усилие через упор 15 и ветвь передачи 18, лежащую между упорами 15 и 16, передается на упор 16 держателя 11, разворачивая последний в исходное положение. Устройство готово к дальнейшему применению.
Формула изобретения
вал привода, отличающееся те м, чтоУ с це- лью расширения возможности обработки откальнои и горизонтальной осей отливки и устройства соответственно, другой упор соединен с корпусом и установлен в канале.
lf fVKKJV №,
11}
5в-д
r-r
Ц)иг. 5
Фиг. I
Б-5
11 7 0
16
Л-Л
| Устройство для удаления отливки из литьевой машины | 1985 |
|
SU1329990A1 |
| Солесос | 1922 |
|
SU29A1 |
