1472360
Изобретение относится к упаковочной технике и может быть использовано при запечатывании упаковок из термоусадочной полимерной пленки. г
Цель изобретения - повышение качества запечатывания и надежности в ра- ,боте.
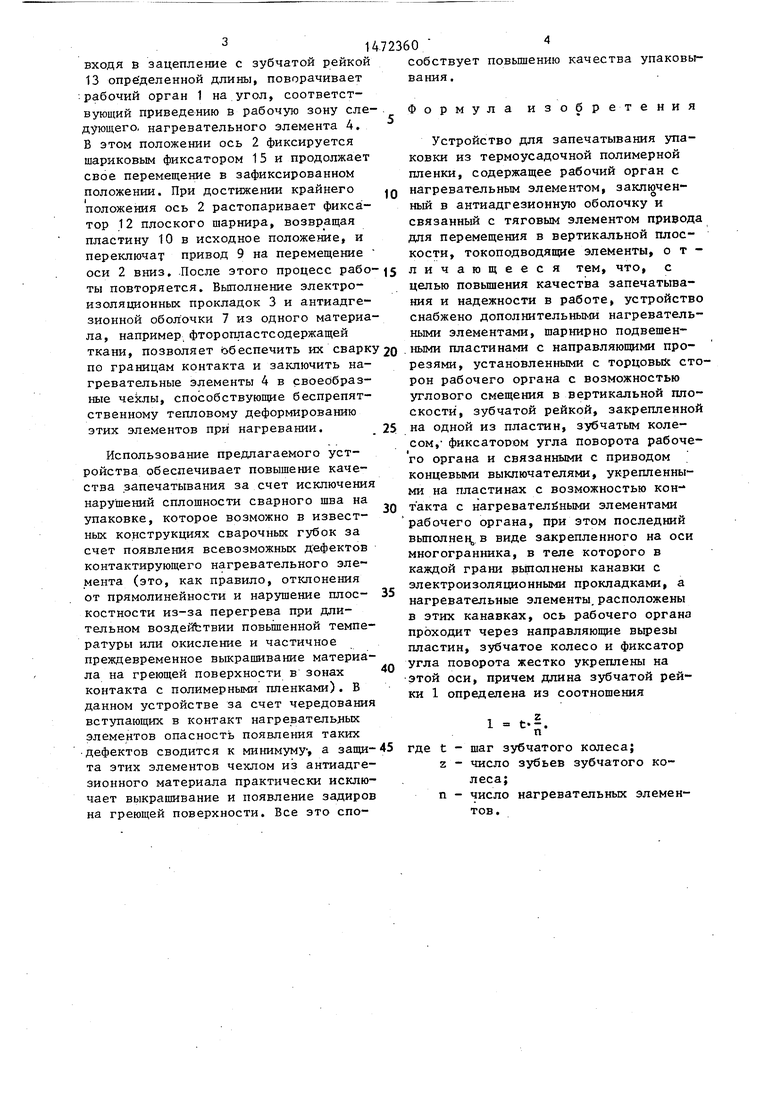
На фиг.1 представлено устройство, продопьньй разрез; на фиг.2 - то же, Ю вид слева без привода; на фиг.З - сечение А-А на фиг.1 (геометрия микровыключателя и топоподвода для запи- тывания нагревательных элементов); на фиг.4 - поперечное сечение рабоче- 15 го органа при установке, например, восьми нагревательных элементов (сечение Б-Б на фиг.1).
Устройство для запечатывания упаковки из термоусадочной пленки содер- 20 жит рабочий орган 1, выполненньй в виде закрепленного на оси 2 много- гранника, в теле которого в каждой грани выполнены канавки с электроизоляционными прокладками 3, в которых 25 расположены нагревательные элементы 4. Рабочий орган включает коллекторную часть 5 и рабочую часть 6, заключенную в антиадгезионную оболочку 7.Ось
2 рабочего органа 1 связана с тяговым 30 элементом 8 привода 9 для перемещения в вертикальной плоскости. Устройство снабжено пластинами 10 с направляющими треугольными прорезями 11, устаприводом 9 концевые микровы 18 с поверхностью в виде на плоскости. Ось 2 рабочего о проходит через направляющие 11 пластин 10. Термосклеива листов полимерной пленки, о вающей упаковку с определен пуском, производится на анти ной- подложке.
Устройство работает след разом. i
В крайнем верхнем положе взаимодействует с фиксаторо кого шарнира и направляющая 10 под действием собственно находится в состоянии устой равновесия. При включении п ось 2 начинает перемещаться не треугольной прорези 11, зубчатой рейки 13 вертикаль Рабочий орган 1 в это время рован таким образом, что од гревательных э лементов 4 на в вертикальной плоскости и к токоподводу 17. При опуск 2 в крайнее нижнее положени дится запитывание нагревате элементов 4 через коллектор
AV J-fii Jf V- ел. i-/CAt / ЧУ 4CiI JifjL drlC.
новленными С торцовых сторон -рабоче- 35 тины 10. В процессе нагрева
го органа 1 и подвешенными.с возможностью углового смещения в вертикальной плоскости на общем корпусе устройства (не показан) в плоском шарнире с фиксатором 12. На одной из 40 пластин 10 закреплена зубчатая рейка 13.
На оси 2 для поворота рабочего органа 1 в каждом рабочем цикле на строго определенный угол жестко ук- ,с регшены зубчатое колесо 14 и для фиксации этого угла фиксатор 15, например, шарикового типа. При этом длина зубчатой рейки 13 определена из со5. Электроизоляционные прок и изолятор 16 обеспечивают расходование электроэнергии на нагрев элементов 4, изол от корпуса рабочего органа
1-шя тепловой энергии в обла чей части 6 рабочего органа ходит сваривание полимерной и запечатывание упаковки чер адгезионную оболочку 7. Одн происходит температурная деф нагревательного элемента 4, полосы нихрома, которая, удл начинает давить на микровыю 18, взаимодействуя с его пов в виде наклонной плоскости. вая на наклонную плоскость, тельные элементы 4 отклоняют ляющую пластину 10, вращая е нившись на максимальный угол ветствующий окончанию наклон кости микровыключателя 18 и зубчатого колеса 14 с зубчат кой 13, направляющая пластин сируется шарниром 12. Одновр микровыключатель 18 включает 9 и через тяговый орган 8 ос тикально перемещается вверх. ком перемещении зубчатое кол
отношения
1- |.
где t - шаг зубчатого 50
колеса; z - число зубьев, п - число нагревательных элементов 4 в рабочем органе 1, что обеспечивает поворот последнего на необходймьш угол.
На пластинах 10 установлены через изолятор 16 и токоподвод 17 с возможностью, поочередного контакта с нагревательными элементами 4 связанные с
г
5
0 5
0
приводом 9 концевые микровыключатели 18 с поверхностью в виде наклонной плоскости. Ось 2 рабочего органа 1 проходит через направляющие прорези 11 пластин 10. Термосклеивание двух листов полимерной пленки, обандероливающей упаковку с определенным припуском, производится на антиадгезионной- подложке.
Устройство работает следующим образом. i
В крайнем верхнем положении ось 2 взаимодействует с фиксатором 12 плоского шарнира и направляющая пластина 10 под действием собственного веса находится в состоянии устойчивого равновесия. При включении привода 3 ось 2 начинает перемещаться по стороне треугольной прорези 11, лишенной зубчатой рейки 13 вертикально вниз. Рабочий орган 1 в это время ориентирован таким образом, что один из нагревательных э лементов 4 находится в вертикальной плоскости и обращен к токоподводу 17. При опускании оси 2 в крайнее нижнее положение производится запитывание нагревательных элементов 4 через коллекторную часть
AV J-fii Jf V- ел. i-/CAt / ЧУ 4CiI JifjL drlC.
5 тины 10. В процессе нагрева
0
с
0
5
5. Электроизоляционные прокладки 3 и изолятор 16 обеспечивают при этом расходование электроэнергии только на нагрев элементов 4, изолируя их от корпуса рабочего органа 1 и пласи выделе1-шя тепловой энергии в области рабо- чей части 6 рабочего органа 1 происходит сваривание полимерной пленки- и запечатывание упаковки через антиадгезионную оболочку 7. Одновременно происходит температурная деформация нагревательного элемента 4, например полосы нихрома, которая, удлиняясь, начинает давить на микровыю1ючатель 18, взаимодействуя с его поверхностью в виде наклонной плоскости. Надавливая на наклонную плоскость, нагревательные элементы 4 отклоняют направляющую пластину 10, вращая ее. Отклонившись на максимальный угол, соответствующий окончанию наклонной плоскости микровыключателя 18 и касанию зубчатого колеса 14 с зубчатой рейкой 13, направляющая пластина 10 фиксируется шарниром 12. Одновременно микровыключатель 18 включает привод 9 и через тяговый орган 8 ось 2 вертикально перемещается вверх. При таком перемещении зубчатое колесо 14,
входя в зацепление с зубчатой рейкой 13 определенной длины, поворачивает :рабочий орган 1 на угол, соответствующий приведению в рабочую зону следующего, нагревательного элемента 4, В этом положении ось 2 фиксируется шариковым фиксатором 15 и продолжает свое перемещение в зафиксированном положении. При достижении крайнего положения ось 2 растопаривает фиксатор 12 плоского шарнира, возвращая пластину 10 в исходное положение, и переключат привод 9 на перемещение
10
собствует повышению качества упаковы вания.
Формула изобретения
Устройство для запечатывания упаковки из термоусадочной полимерной пленки, содержащее рабочий орган с нагревательным элементом, заключенный в антиадгезионную оболочку и связанный с тяговым элементом привода для перемещения в вертикальной плоскости, токоподводящие элементы, о т оси 2 вниз. .После этого процесс рабо- личающееся тем, что, с
ты повторяется. Вьшолнение электроизоляционных прокладок 3 и антиадгезионной оболочки 7 из одного материала, например фторопластсодержащей
целью повышения качества запечатывания и надежности в работе, устройств снабжено дополнительными нагреватель ными элементами, шарнирно подвешенткани, позволяет обеспечить их сварку 20 .ными пластинами с направляющими пропо границам контакта и заключить нагревательные элементы 4 в своеобразные чехлы, способствующие беспрепятственному тепловому деформированию этих элементов при нагревании.
25
резями, установленными с торцовых ст рон рабочего органа с возможностью углового смещения в вертикальной пло скости, зубчатой рейкой, закрепленной на одной из пластин, зубчатым колесом, фиксатором угла поворота рабоче- го органа и связанными с приводом концевыми выключателями, укрепленными на пластинах с возможностью контакта с нагревательными элементами рабочего органа, при этом последний выполнеь в виде закрепленного на оси многогранника, в теле которого в каждой грани вьшолнены канавки с электроизоляционными прокладками, а нагревательные элементы, расположены в этих канавках, ось рабочего органа проходит через направляющие вырезы пластин, зубчатое колесо и фиксатор угла поворота жестко укреплены на этой оси, причем длина зубчатой рейки 1 определена из соотношения
Использование предлагаемого устройства обеспечивает повышение качества запечатывания за счет исключения нарушений сплошности сварного шва на упаковке, которое возможно в известных конструкциях сварочных губок за счет появления всевозможных дефектов контактирующего нагревательного элемента (это, как правило, отклонения от прямолинейности и нарушение плоскостности из-за перегрева при длительном воздейЬтвии повьшенной температуры или окисление и частичное преждевременное выкрашивание материала на греющей поверхности в зонах контакта с полимерными пленками). В данном устройстве за счет чередования вступающих в контакт нагревательяых элементов опасность появления таких дефектов сводится к минимуму, а защита этих элементов чехлом из антиадгезионного материала практически исключает выкрашивание и появление задиров на греющей поверхности. Все это спо
72360
10
собствует повышению качества упаковывания.
Формула изобретения
Устройство для запечатывания упаковки из термоусадочной полимерной пленки, содержащее рабочий орган с нагревательным элементом, заключенный в антиадгезионную оболочку и связанный с тяговым элементом привода для перемещения в вертикальной плоскости, токоподводящие элементы, о т личающееся тем, что, с
целью повышения качества запечатывания и надежности в работе, устройство снабжено дополнительными нагревательными элементами, шарнирно подвешен.ными пластинами с направляющими про
резями, установленными с торцовых сторон рабочего органа с возможностью углового смещения в вертикальной плоскости, зубчатой рейкой, закрепленной на одной из пластин, зубчатым колесом, фиксатором угла поворота рабоче- го органа и связанными с приводом концевыми выключателями, укрепленными на пластинах с возможностью контакта с нагревательными элементами рабочего органа, при этом последний выполнеь в виде закрепленного на оси многогранника, в теле которого в каждой грани вьшолнены канавки с электроизоляционными прокладками, а нагревательные элементы, расположены в этих канавках, ось рабочего органа проходит через направляющие вырезы пластин, зубчатое колесо и фиксатор угла поворота жестко укреплены на этой оси, причем длина зубчатой рейки 1 определена из соотношения
1. t.|.
где t - шаг зубчатого колеса;
Z - число зубьев зубчатого колеса;
п - число нагревательньк элементов.
П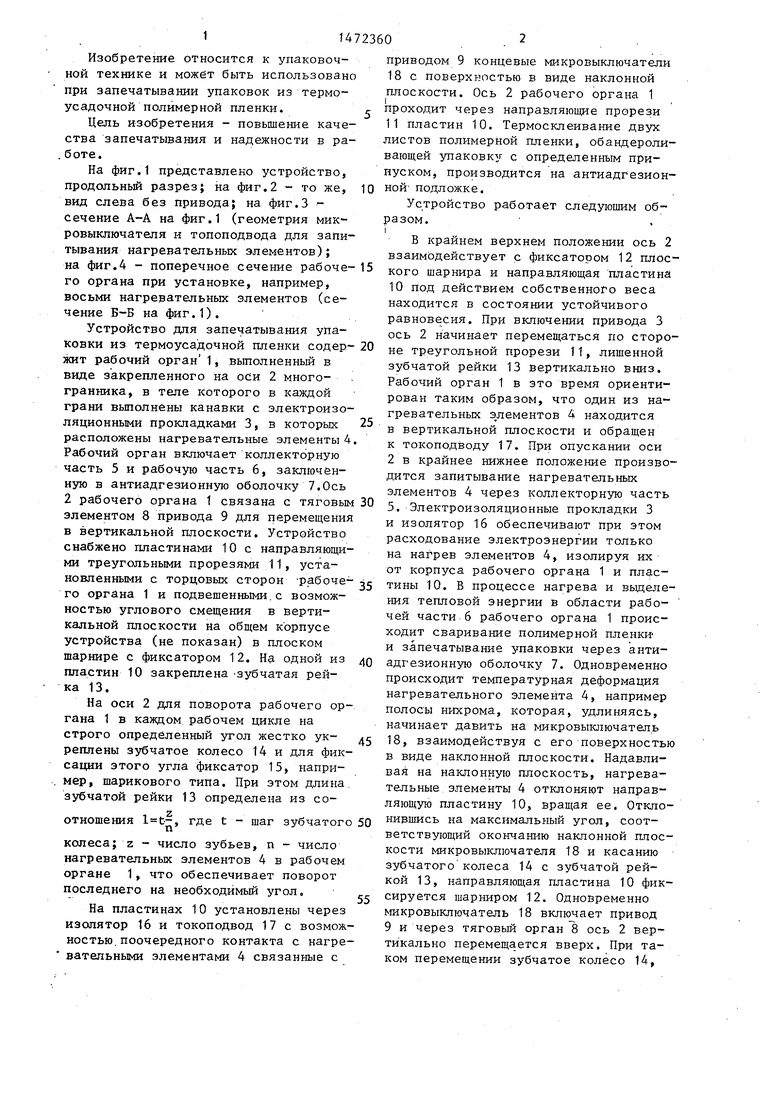
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ упаковывания пачек с сыпучим материалом и линия для его осуществления | 1984 |
|
SU1288117A1 |
| Устройство для упаковывания штучных изделий в полимерную пленку | 1986 |
|
SU1430310A1 |
| Термоусадочная печь | 1982 |
|
SU1076367A1 |
| Устройство для упаковывания группы туб в термоусадочную пленку | 1986 |
|
SU1382751A1 |
| Устройство для упаковывания изделий в пленку | 1986 |
|
SU1369990A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ УПАКОВКИ ГРУПП ПРЕДМЕТОВ, ОБЪЕДИНЕННЫХ В ЕДИНИЦЫ УПАКОВКИ | 2011 |
|
RU2547430C1 |
| Устройство для упаковывания изделий в термоусадочную пленку | 1987 |
|
SU1519957A1 |
| ТЕРМОТОННЕЛЬ ДЛЯ УПАКОВКИ ПРОДУКЦИИ В ТЕРМОУСАДОЧНУЮ ПЛЕНКУ И СПОСОБ УПАКОВКИ ПРОДУКЦИИ | 2011 |
|
RU2491214C1 |
| Термоусадочная печь | 1987 |
|
SU1574508A1 |
| Устройство для упаковки группы штучных предметов в пленку | 1984 |
|
SU1168470A1 |
Изобретение относится к упаковочной технике и может быть использовано при запечатывании упаковок из термоусадочной полимерной пленки. Целью изобретения является повышение качества запечатывания и надежности работы. Связанная с приводом 9 ось 2, на которой жестко закреплены рабочий орган 1, зубчатое колесо 14 и фиксатор 15 шарикового типа, перемещается по прорезям 11 пластин 10 от крайнего верхнего положения, где взаимодействует с фиксатором 12 плоского шарнира 13, до крайнего нижнего положения. Рабочий орган 1 в это время ориентирован таким образом, что один из нагревательных элементов 4 обращен к токоподводу 17. При опускании оси 2 в крайнее нижнее положение производится запитывание нагревательных элементов 4 через коллекторную часть 6. Происходит сваривание полимерной пленки и запечатывание упаковки через антиадгезионную оболочку 7. Нагревательный элемент 4, удлиняясь, воздействует на направляющую пластину 10, вращая ее. Ось 2 при этом перемещается вверх, а зубчатое колесо 14 взаимодействует с рейкой 13 определенной длины, рабочий орган 1 поворачивается на угол, соответствующий приведению в рабочую зону следующего нагревательного элемента 4. При достижении крайнего верхнего положения ось 2 расстопаривает фиксатор 12, возвращая пластину 10 в исходное положение, и переключает привод 9 на перемещение оси 2 с рабочим органом 1 вниз. После этого процесс повторяется. 4 ил.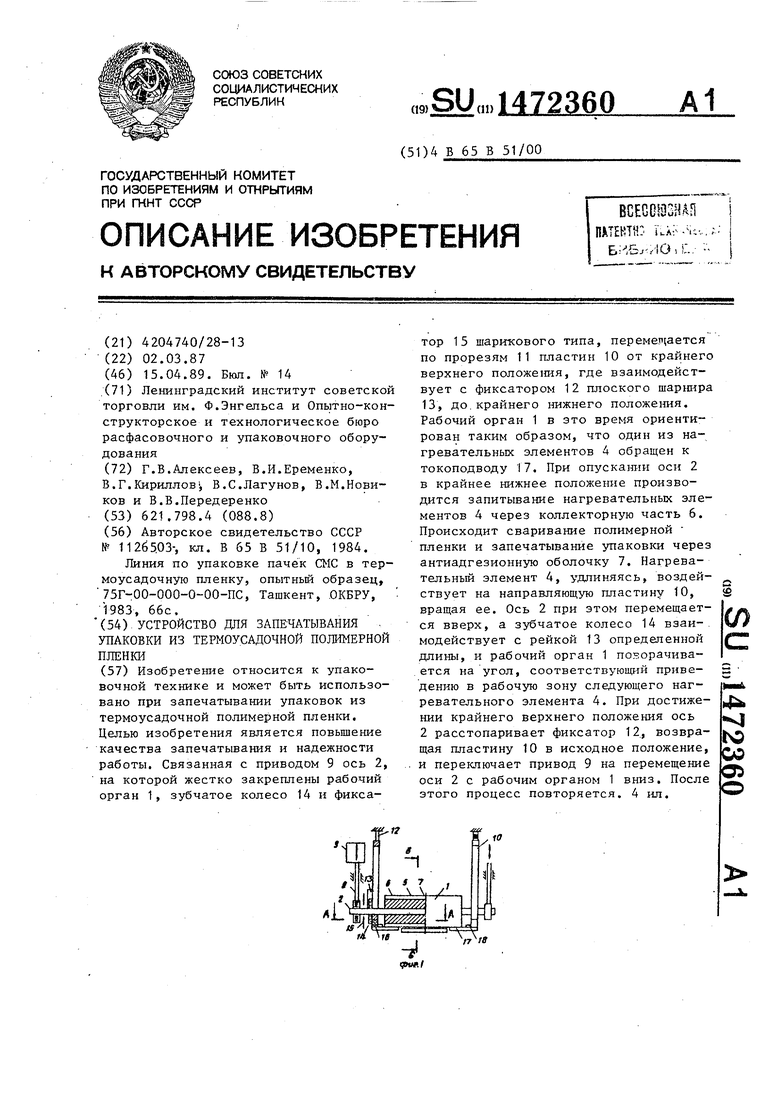
-А
IB
фигз
Фи.г
6-6
| Устройство для запечатывания упаковок | 1983 |
|
SU1126503A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Линия по упаковке пачек CMC в термоусадочную пленку, опытный образец, 75Г-00-000-0-00-ПС, Ташкент, .ОКБРУ, 1983, 66с. | |||
