Известны устройства для одновременной сварки параллельных соединений в горизонтальном положении на вертикальной плоскости, включающие формирующ,ие и зажимные валки, очистительный щеточный механизм, две сварочные головки, бункер для флюса с флюсоудерживающими экранами и рольганг. Однако на таких устройствах сварка стыковых щвов затруднена.
В описываемом устройстве для создания возможности сварки стыковых швов сварочные головки расположены в горизонтальном положении одна против другой. Для установки коробчатых заготовок в положенне, удобное для сварки, в устройстве применены зажимные перекрещивающиеся валки, выиолнеиные позоротлыми.
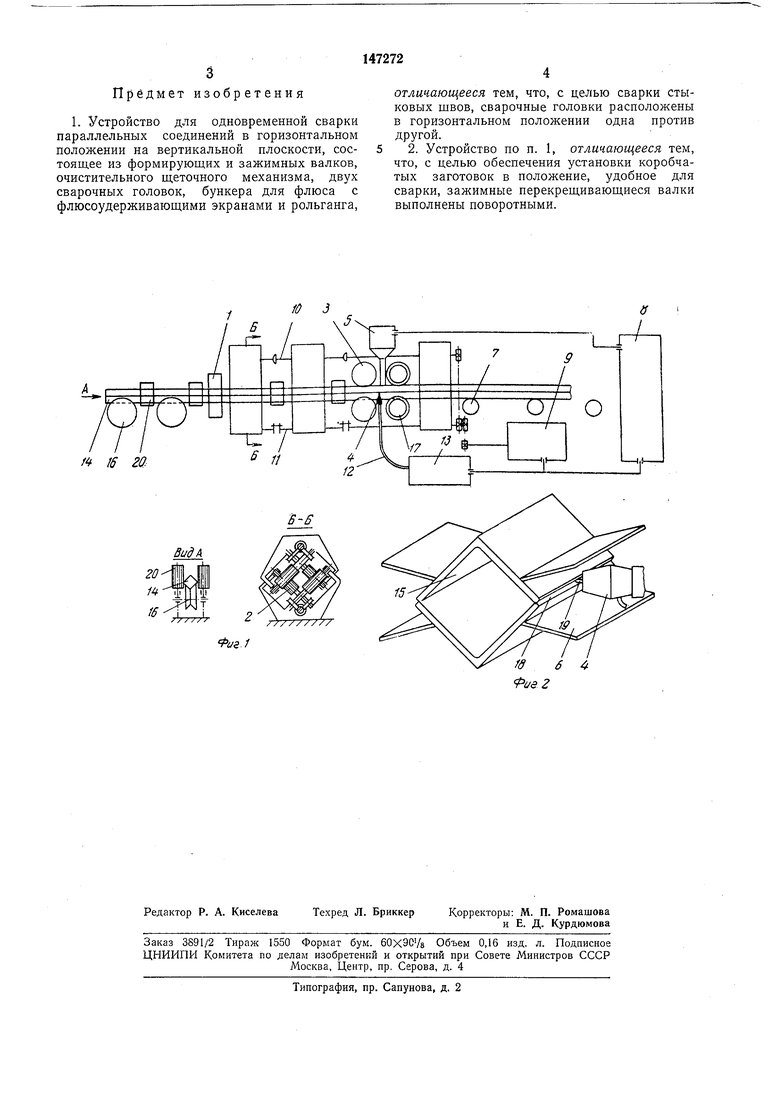
На фиг. 1 изображена схема устройства; на фиг. 2 - схема расположения заготовок при сварке.
Устройство для одновременной сварки параллельных соединений состоит из очистительного щеточного механизма /, зажимных перекрещивающихся валков 2, формующих валков 3, двух сварочных головок 4, расположенных в горизонтальном положении друг против друга, бункера 5 для флюса, флюсоудержнвающих экранов 6, отводного рольганга 7 и приводного электродвигателя, расположенного в аппаратном шкафу S, передающего вращение валкам 2 через редуктор 9 и валы 10 и // и осуществляющего подачу сварочной проволоки по шлангу 12 посредством редуктора 13.
Свариваемое изделие М, например брус, состоящий из двух уголков 15, устанавливается на поддерживающие ролики 16, очищается механизмом / и валками 2 подается к месту сварки в формующие валки 3 и токоподводящис ролики 17. Головки 4 установлены таким образом, что их положение на свариваемом 18 может соответствующим образом меняться, может также меняться вылет электродов 19 и угол их наклона. Корректировка полол ;ения изделия 14 в той его части, которая остается еще не сваренной, пронзводится выравнивающими роликами 20, благодаря чему отиадает необходимость в прихватывании уголков 15 перед сваркой и устраняются возможные перекосы.
Описываемое устройство позволяет авто матизировать процесс сварки брусьев и труб из проката и штампованных заготовок, упростить технологический процесс, повысить производительность, улучшить качество сварных соединений и устранить термические деформации готовых изделий, благодаря чему отпадает необходимость в последующей рихтовке.
Предмет изобретения
1. Устройство для одновременной сварки параллельных соединений в горизонтальном положении на вертикальной нлоскости, состоящее из формирующих и зажимных валков, очистительного щеточного механизма, двух сварочных головок, бункера для флюса с флюсоудерживающими экранами и рольганга,
отличающееся тем, что, с целью сварки стыковых щвов, сварочные головки расположены в горизонтальном положении одна против другой.
2. Устройство по п. 1, отличающееся тем, что, с целью обеспечения установки коробчатых заготовок в положение, удобное для сварки, зажимные перекрещивающиеся валки выполнены поворотными.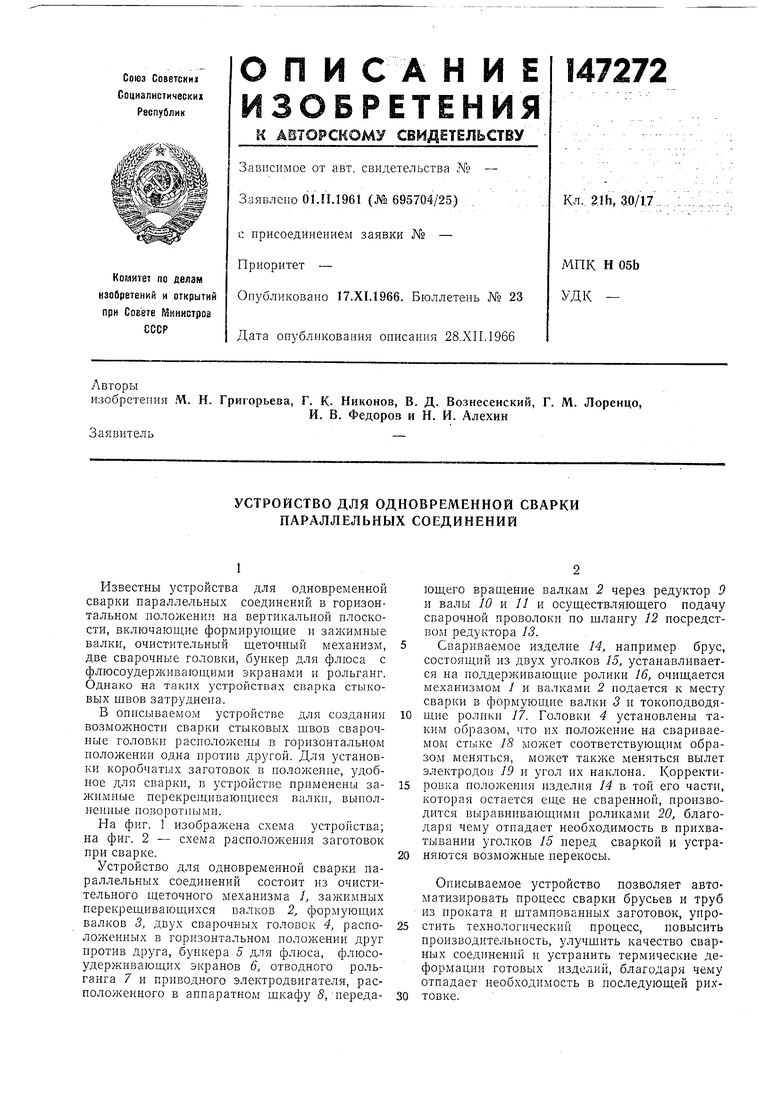
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОДУГОВОЙ АВТОМАТИЧЕСКОЙ СВАРКИ | 1962 |
|
SU147267A1 |
| Устройство для сборки и сварки длинномерных полых балок | 1987 |
|
SU1599175A1 |
| АВТОМАТИЗИРОВАННАЯ ПОТОЧНАЯ ЛИНИЯ | 1971 |
|
SU298453A1 |
| СТАНОК ДЛЯ СБОРКИ И СВАРКИ ПРЯМОЛИНЕЙНЫХ ТАВРОВЫХ БАЛОК | 1969 |
|
SU243755A1 |
| АВТОМАТИЧЕСКАЯ линия для свАрКи КОЛЁС | 1968 |
|
SU219721A1 |
| УСТАНОВКА ДЛЯ СВАРКИ КОЛЬЦЕВЫХ ШВОВ ^~ Пг^ r.:,'-'4^if)'^ij д еч;.,» V.-:-, V,.' -^ ..,..' v^t I-, /tt ^ш^тШ'1^:ту^т^,БИБЛИОТЕКА | 1971 |
|
SU305977A1 |
| Автомат для сварки тавровых соединений стержней | 1976 |
|
SU749596A1 |
| МАШИНА ДЛЯ МНОГОЭЛЕКТРОДНОЙ ТОЧЕЧНОЙ СВАРКИ КОРОБЧАТЫХ КОНСТРУКЦИЙ В ТРУДНОДОСТУПНЫХ МЕСТАХ | 1969 |
|
SU251111A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ СВАРНЫХ ПЛАВНИКОВЫХ ТРУБ ТОКАМИ ВБ1СОКОЙ ЧАСТОТЫ | 1969 |
|
SU251115A1 |
| УСТАНОВКА ДЛЯ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1971 |
|
SU291764A1 |