Предложенное изобретение относится к области сборки и сварки и предназначено для центрирования стыков труб при поворотной и неповоротной сварке в трассовых условиях строительства магистральных трубопроводов.
Известные внутренние центраторы для сборки стыков цилиндрических изделий имеют корпус, в котором размещены конусы-клинья, взаимодействующие с подпружиненными разжимными штоками.
Предлагаемое устройство отличается от известных тем, что поверхности конусов-клиньев выполнены в виде отдельных пазов с сохранением цельной конической поверхности между ними. Поверхности пазов, взаимодействующие с разжимными штоками, параллельны оси цилиндрических изделий, ноэтому штоки расходятся от центра строго концентрично, тем самым создавая наиболее благоприятные условия для нолучения качественного сварного соединения.
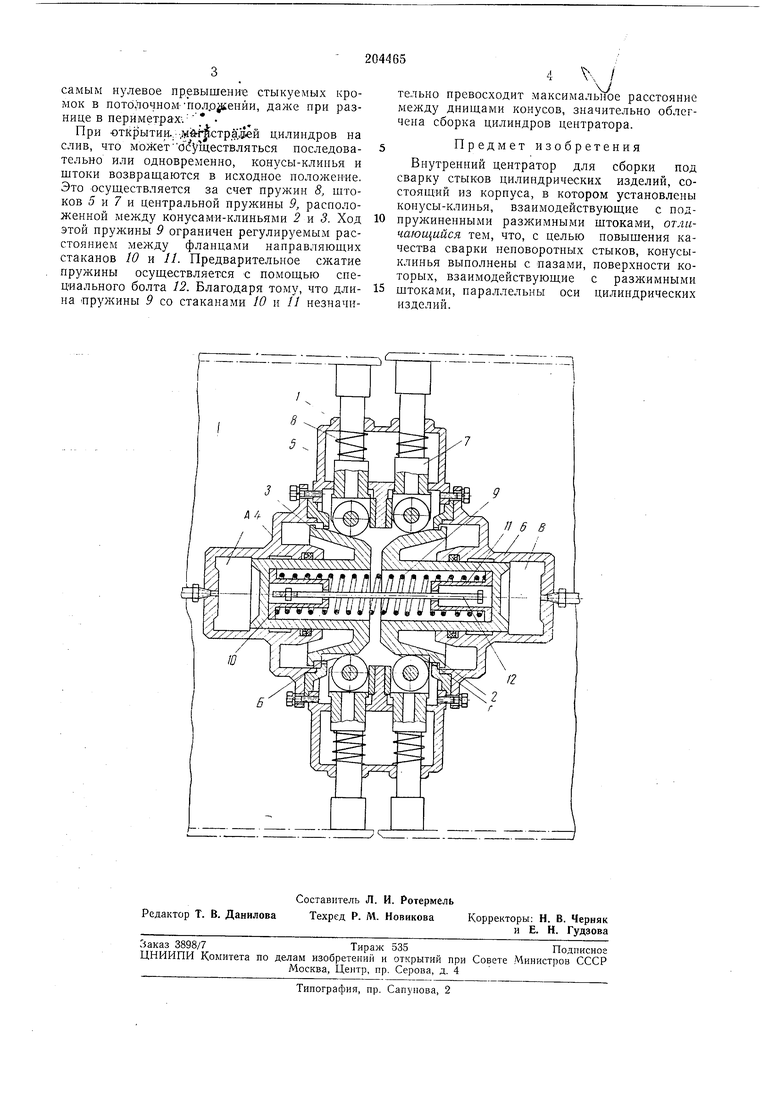
Па чертеже изображена конструктивная схема предлагаемого центратора.
Он содержит следующие основные элементы: корпус /, конусы-клинья 2 и 3, левый цилиндр 4, штоки 5, правый цилиндр 6, штоки 7, пружины 8, центральную пружину 9, направляющие стаканов 10 w. 11 и специальный болт 12.
осуществляют способами, применяемыми как при сборке обечаек, так и при сборке труб на строительстве трубонроводов.
Работа центратора осуществляется следующим образом.
Паходящиеся в корпусе 1 центрирующие ряды сжаты, а конусы-клинья 2 и 5 раздвинуты. Масло под давлением подается в полость А левого цилиндра 4, и конус-клин 3 начинает двигаться вправо. Под его действием все штоки 5 левого ряда концентрично расходятся от центра. Затем рычаги, находящиеся внизу, выходят на плоскость Б, параллельную движению конуса клина, и прекращают свое движение, в то время как верхние рычаги продолжают свое движение от центра. В своем дальнейшем движении они распирают торец трубы; последний как бы натягивается на рычаги и принимает соответствующую форму. Масло подается в полость В правого цилиндра 6. Правый конус-клин начинает двигаться влево. Штоки 7 раздвигаются. Пижние рычаги выходят на плоскость Г. Повторяются операции, аналогичные предыдущим, и торец трубы натягивается на штоки.
Благодаря тому, что нижние части обоих конусов-клиньев выполнены параллельными оси их движения и на одном уровне, то и штоки, упирающиеся в эти плоскости, располагаются на одном уровне, обеспечивая тем
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки цилиндрических конструкций | 1981 |
|
SU965686A1 |
| ВНУТРЕННИЙ ЦЕНТРАТОР | 1970 |
|
SU266975A1 |
| УСТРОЙСТВО для КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ТРУБ БОЛЬШОГО ДИАМЕТРА | 1966 |
|
SU182266A1 |
| ВНУТРЕННИЙ ЦЕНТРАТОР ДЛЯ СБОРКИ ТРУБ ПОД СВАРКУ | 1970 |
|
SU260779A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ПОВОРОТНЫХ СТЫКОВ ТРУБLL :'.и.и^ .•; ..i-^ r;v,:;iTi;3 -•>& 1;::;:-:^;[:с::;п р';5л:;о1^;:А | 1965 |
|
SU173358A1 |
| Внутренний центратор | 1968 |
|
SU273036A1 |
| УСТАНОВКА ДЛЯ ДВУХСТОРОННЕЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВВСЕСОЮЗНАЯПДШ1!НО-иш^ШСБНь.ПИОТПКА | 1971 |
|
SU306935A1 |
| Способ сборки под сварку труб в плети и устройство для его осуществления | 1979 |
|
SU867582A1 |
| Внутреннее формирующее устройство для сварки кольцевых швов | 1989 |
|
SU1660919A1 |
| Внутренний центратор для сварки поворотных стыков труб | 1961 |
|
SU147273A1 |
