1
Изобретение относится к машиностроению, легкой-бытовой промышленности, к пайке, в частности к устройству для сборки и пайки проводов со штекерами вилки шнуров электробритв.
Целью изобретения является повышение качества и производительности пайки проводов со штекерами вилки электробритвы.
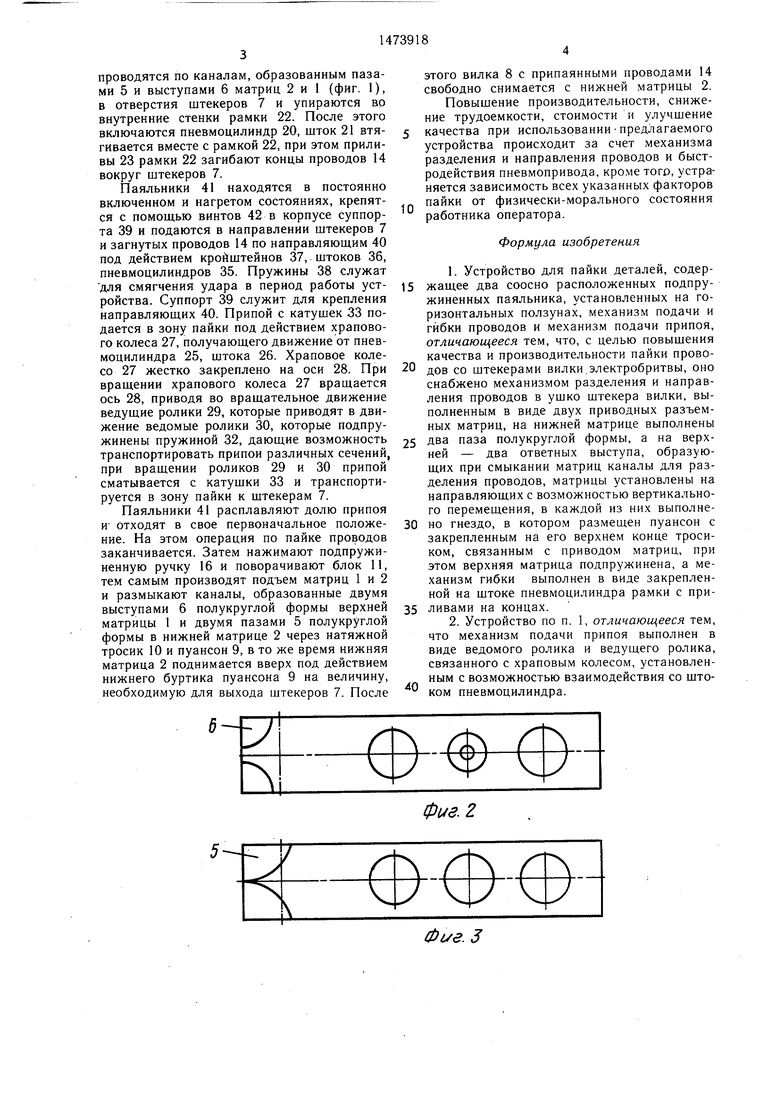
На фиг. 1 показана принципиальная схема механизма для разделения и направления проводов; на фиг. 2 и 3 - верхняя и нижняя матрицы соответственно; на фиг. 4 - принципиально-кинематическая схема предлагаемого устройства.
Устройство (фиг. 1) состоит из механизма разделения и направления проводов, включающего две разъемные матрицы верхнюю 1 и нижнюю 2 ( фиг. 1-3), при этом матрицы смонтированы на двух направляющих 3 с возможностью вертикального перемещения, верхняя матрица 1 подпружинена пружиной 4, кроме того, в нижней матрице 2 выполнены два паза 5 полукруглой формы, а в верхней 1 - два выступа 6 полукруглой формы, которыми образованы при смыкании матриц 1 и 2 два канала, причем отверстия последних совпадают с отверстиями в штекерах 7 вилок 8, механизм также снабжен пуансоном 9, расположенным в гнездах нижней 2 и верхней 1 матриц, в верхней части пуансона 9 закреплен тросик 10, соединенный с блоком 11, зубчатым колесом 12, смонтированным на неподвижной оси 13, что обеспечивает возможность разделения проводов 14 шнура 15 и введение его в вилку 8, а это позволяет повысить качество паяния за счет постоянною взаимодействия механизма На оси 13 установлен зубчатый сектор для фиксирования положения подъема и разведения матриц 1 и 2. Блок 11 имеет ручку 16, которая шарнирно (17) связана с рычажком 18, подпружиненным пружиной 19 и находящимся в зацеплении с зубчатым сектором.
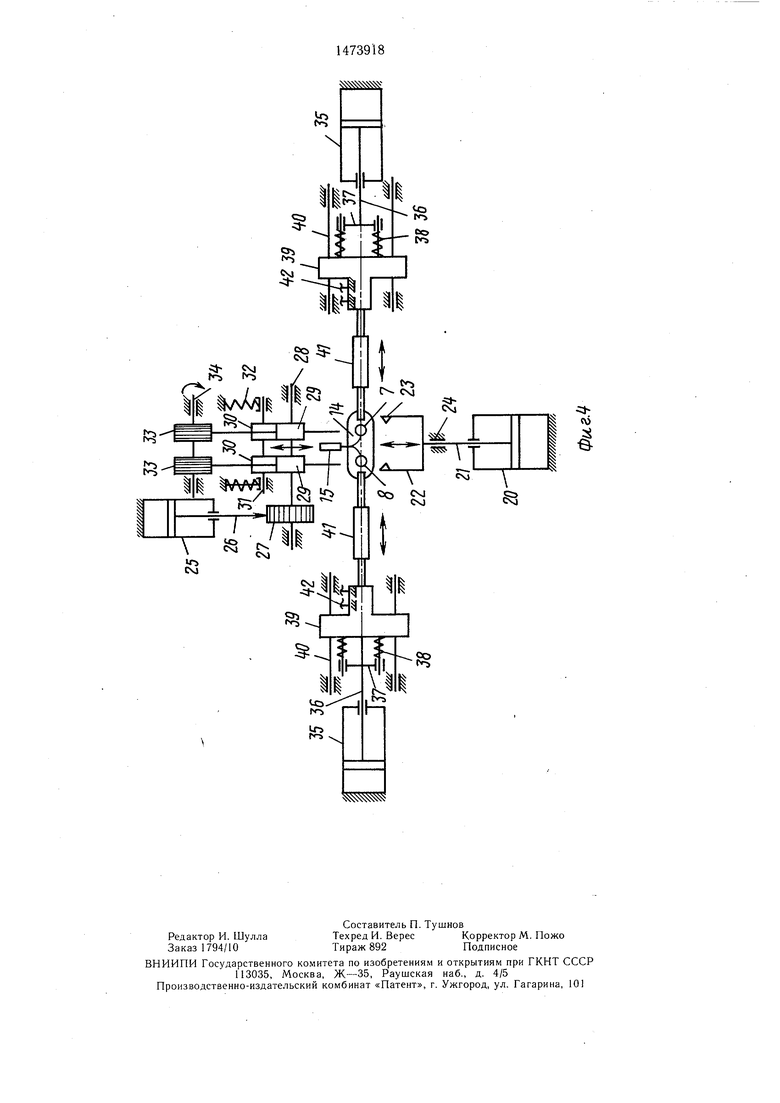
Механизм гибки концов проводов включает пневмоцилиндр 20 (фиг 4) со штоком 21
0
5
0
5
0
5
0
на конце которого закреплена рамка 22 с приливами 23, рамка 22 имеет возможность возвратно-поступательного движения по направляющим 24.
Механизм подачи припоя состоит из пневмоцилиндра 25 со штоком 26 с возможностью воздействия на храповое колесо 27, жестко закрепленное на оси 28, на последнем жестко закреплены два ведущие ролика 29 с возможностью передачи движения двум ведомым роликам 30, установленным на оси 31.
Ось 31 с ведомыми роликами 30 подпружинена пружиной 32, что дает возможность изменять межцентровое расстояние между осями 28 и 31 и подавать припой разных диаметров в зоны пайки. Кроме того, он снабжен катушками 33 с припоем, установленными на оси 34 с возможностью свободного вращения вокруг своей оси.
Механизм подачи паяльников включает два пневмоцилиндра 35 со штоками 36, на конце которых закреплены кронштейны 37, на кронштейнах 37 надеты две пружины 38 для демпфирования суппортов 39, которые установлены с возможностью перемещения по направляющим 40. На суппорте смонтирован паяльник 41, который закреплен винтом 42.
Приводы механизмов подачи припоя, паяльников, механизма гибки проводов, механизма для разделения и направления проводов в ушко штекера вилки электробритвы соединены с известными устройствами программного управления для обеспечения заданной цикличности срабатывания указанных механизмов с реле выдержки времени (не показано).
Устройство работает следующим образом.
Вилка 8 представляет собой пластмассовый корпус с отверстием для шнура 15, внутри корпуса крепятся два штекера 7 с отверстиями для вдевания проводов 14. Вилка 8 крепится вертикально с помощью приспособления (не показано). Шнур 15 подается в матрицу 2, затем два провода 14 шнура 15
проводятся по каналам, образованным пазами 5 и выступами б матриц 2 и 1 (фиг. 1), в отверстия штекеров 7 и упираются во внутренние стенки рамки 22. После этого включаются пневмоцилиндр 20, шток 21 втягивается вместе с рамкой 22, при этом приливы 23 рамки 22 загибают концы проводов 14 вокруг штекеров 7.
Паяльники 41 находятся в постоянно включенном и нагретом состояниях, крепятся с помощью винтов 42 в корпусе суппорта 39 и подаются в направлении штекеров 7 и загнутых проводов 14 по направляющим 40 под действием кройштейнов 37, штоков 36, пневмоцилиндров 35. Пружины 38 служат для смягчения удара в период работы устройства. Суппорт 39 служит для крепления направляющих 40. Припой с катушек 33 подается в зону пайки под действием храпового колеса 27, получающего движение от пнев- моцилиндра 25, штока 26. Храповое колесо 27 жестко закреплено на оси 28. При вращении храпового колеса 27 вращается ось 28, приводя во вращательное движение ведущие ролики 29, которые приводят в движение ведомые ролики 30, которые подпружинены пружиной 32, дающие возможность транспортировать припои различных сечений, при вращении роликов 29 и 30 припой сматывается с катушки 33 и транспортируется в зону пайки к штекерам 7.
Паяльники 41 расплавляют долю припоя и- отходят в свое первоначальное положение. На этом операция по пайке проводов заканчивается. Затем нажимают подпружиненную ручку 16 и поворачивают блок 11, тем самым производят подъем матриц 1 и 2 и размыкают каналы, образованные двумя выступами 6 полукруглой формы верхней матрицы 1 и двумя пазами 5 полукруглой формы в нижней матрице 2 через натяжной тросик 10 и пуансон 9, в то же время нижняя матрица 2 поднимается вверх под действием нижнего буртика пуансона 9 на величину, необходимую для выхода штекеров 7. После
этого вилка 8 с припаянными проводами 14 свободно снимается с нижней матрицы 2. Повышение производительности, снижение трудоемкости, стоимости и улучшение
качества при использовании-предлагаемого устройства происходит за счет механизма разделения и направления проводов и быстродействия пневмопривода, кроме того, устраняется зависимость всех указанных факторов
пайки от физически-морального состояния работника оператора.
Формула изобретения
1.Устройство для пайки деталей, содер- 5 жащее два соосно расположенных подпружиненных паяльника, установленных на горизонтальных ползунах, механизм подачи и гибки проводов и механизм подачи припоя, отличающееся тем, что, с целью повышения качества и производительности пайки прово0 дов со штекерами вилки электробритвы, оно снабжено механизмом разделения и направления проводов в ушко штекера вилки, выполненным в виде двух приводных разъемных матриц, на нижней матрице выполнены
5 два паза полукруглой формы, а на верхней - два ответных выступа, образующих при смыкании матриц каналы для разделения проводов, матрицы установлены на направляющих с возможностью вертикального перемещения, в каждой из них выполне0 но гнездо, в котором размещен пуансон с закрепленным на его верхнем конце тросиком, связанным с приводом матриц, при этом верхняя матрица подпружинена, а механизм гибки выполнен в виде закрепленной на штоке пневмоцилиндра рамки с при5 ливами на концах.
2.Устройство по п. 1, отличающееся тем, что механизм подачи припоя выполнен в виде ведомого ролика и ведущего ролика, связанного с храповым колесом, установленным с возможностью взаимодействия со што0
ком пневмоцилиндра.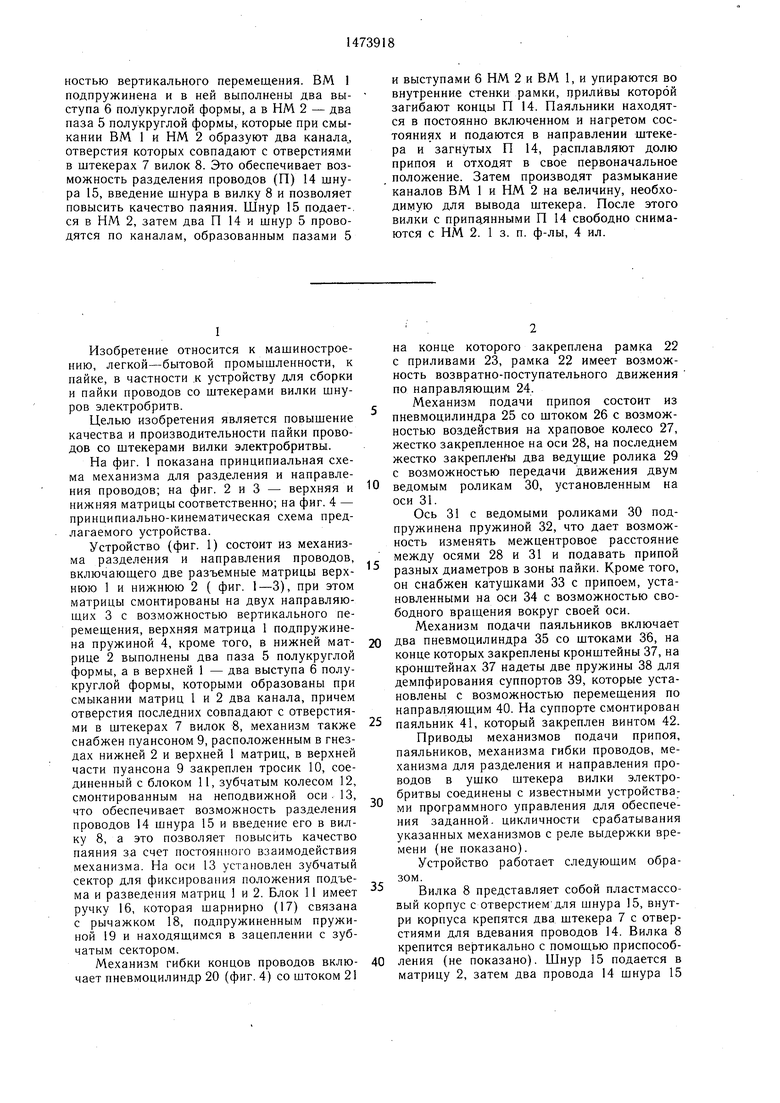
| название | год | авторы | номер документа |
|---|---|---|---|
| ПАЯЛЬНАЯ ГОЛОВКА АВТОМАТА ПАЙКИ ЭЛЕКТРОЭЛЕМЕНТОВ НА ПЕЧАТНЫЕ ПЛАТЫ | 2009 |
|
RU2426284C2 |
| Устройство для пайки радиоэлементов | 1990 |
|
SU1824266A1 |
| Устройство для изготовления и припайки выводов к секциям конденсаторов | 1980 |
|
SU943880A1 |
| Устройство для изготовления и припайки выводов к секциям конденсаторов | 1983 |
|
SU1164797A1 |
| Устройство для нанесения припоя напрессовкой | 1986 |
|
SU1388212A1 |
| ВСЕСОЮЗНАЯ ПДПКТНО-ТСХКЙЧЕСК^ЬИЬЛ^ЮТЕКАУСТАНОВКА для | 1971 |
|
SU314353A1 |
| Устройство для лужения плоских поверхностей | 1990 |
|
SU1815050A1 |
| Устройство для дозированной подачи припоя | 1991 |
|
SU1821304A1 |
| Устройство для подачи припоя на паяльник | 1976 |
|
SU599934A1 |
| Полуавтомат для сборки и пайки проводов с печатной платой | 1979 |
|
SU859068A1 |
Изобретение относится к пайке и может быть использовано в машиностроении, легкой - бытовой промышленности. Целью изобретения является повышение качества и производительности пайки. Устройство снабжено механизмом разделения и направления проводов, содержащим две разъемные матрицы(верхнюю (ВМ) 1 и нижнюю (НМ) 2). ВМ 1 и НМ 2 смонтированы с возможностью вертикального перемещения. ВМ 1 подпружинена и в ней выполнены два выступа 6 полукруглой формы, а в НМ 2 - два паза 5 полукруглой формы ,которые при смыкании ВМ 1 и НМ 2 образуют два канала, отверстия которых совпадают с отверстиями в штеккерах 7 вилок 8. это обеспечивает возможность разделения проводов (П) 14 шнура 15, введение шнура в вилку 8 и позволяет повысить качество паяния. Шнур 15 подается в НМ 2 , затем два П 14 и шнур 15 проводятся по каналам, образованным пазами 5 и выступами 6 НМ 2 и ВМ 1 и упираются во внутренние стенки рамки, приливы которой загибают концы П 14. Паяльники находятся в постоянно включенном и нагретом состояниях и подаются в направлении штекера и загнутых П 14, расплавляют долю припоя и отходят в свое первоначальное положение. Затем производят размыкание каналов ВМ 1 и НМ 2 на величину, необходимую для вывода штекера. После этого вилки с припаянными П 14 свободно снимаются с НМ 2. 1 З.П. Ф - ЛЫ, 4 ИЛ.
6
Фив. 2
Фие. 3
| Устройство для пайки | 1985 |
|
SU1303308A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
