1
Изобретение относится к производству огнеупорных материалов и может быть использовано для изготовления изделий сложной, изогнутой формы, для вакуумных высокотемпературных уплотнителей в машиностроении, в черной и цветной металлургии, в химической промышленности.
Целью изобретения является фиксация формы деформированного изделия и повышение прочности.
Пример 1. Каучук СКН-40 (5 мае.ч.) и каучук Наирит-А (4 мае.ч.) загружают в зазор валков 1,2 мм и в течение 3 мин вводят и перемешивают 9 мас.ч0 плавленого корунда фракции 0-0,25 мм. Затем вводят 1 мае.ч. жидкого олигомера.СКН- 18-1 и оставшиеся 80 мае.ч. плавленого корунда. Перемешивание продолхают в течение 8 мин при зазоре между валками 7 мм. Получают заготовку листа, которую прокатывают в размер по толщине 0,5 ±0,1 мм на выпускных вальцах. Из листа нарезают эластичные ленты шириной 30 мм. Изделия имеют следующие.характеристики:
Плотность, г/см 3,2
Предел прочности
при растяжении,МПа1,8
Полученной лентой обворачивают с натяжением 1%, цилиндрическую поверхность трубы теплообменника с наружным диаметром 60 мм. Концы ленты закрепляют, затем проводят обработку изделия -излучением до поглощения дозы 750 кГр на установке РВ-1200, После облучения лента плотно облегает поверхность трубы и не нуждается
в закреплении. Облученная лента имеет следующие характеристики: Плотность, г/см 3,2 Предел прочности при растяжении, МПа3,2 Относительное удлинение при растяжении, %10 П р и м е р 2. Аналогично примеру 1 , только обработку изделия Jr излучением проводят до поглощения дозы 50 кГр. Обработанная таким образом лента имеет следующие характеристики:
Плотность, г/см 3,2 Предел прочности при растяжении, МПа 2,8 Относительное удлинение при
растяжении, %15
После облучения лента плотно облегает поверхность трубы и не нуждется в закреплении
П р и м е р 3. Бутилкаучук и плаленый магнезит в соотношении 1 : 1 загружают в резиносмеситель и перемешивают в течение 2 мин, затем добавляют жидкий олигомер БН-18-1 ДР и оставиийся плавленый магнезит и премешивают в течение 5 мин. Состав смеси, мас.%: магнезит плавленый 85 бутилкаучук 12; олигомер RH-18-1 ДР 3. Полученную смесь помещают в пресс-форму и прессуют под. давлением 200 МПа листовую фигурную прокладку толщиной 2,3 мм. Материал изделия имеет следующие характеристики:
Предел прочности при растяжении,МПа 0,8 Относительное удлинение при растяжении, %4
0
5
После прессования изделие имеет низкую прочность, что не позволяет извлечь его из пресс-формы без разрушения. После проведения обработки изделия -излучением до поглощения дозы 750 кГр материал изделия имеет следующие характеристики:
Предел прочности
при растяжении,МПа1 ,6
Относительное
удлинение при
растяжении,%2
Зто позволяет извлечь изделие из пресс-формы.
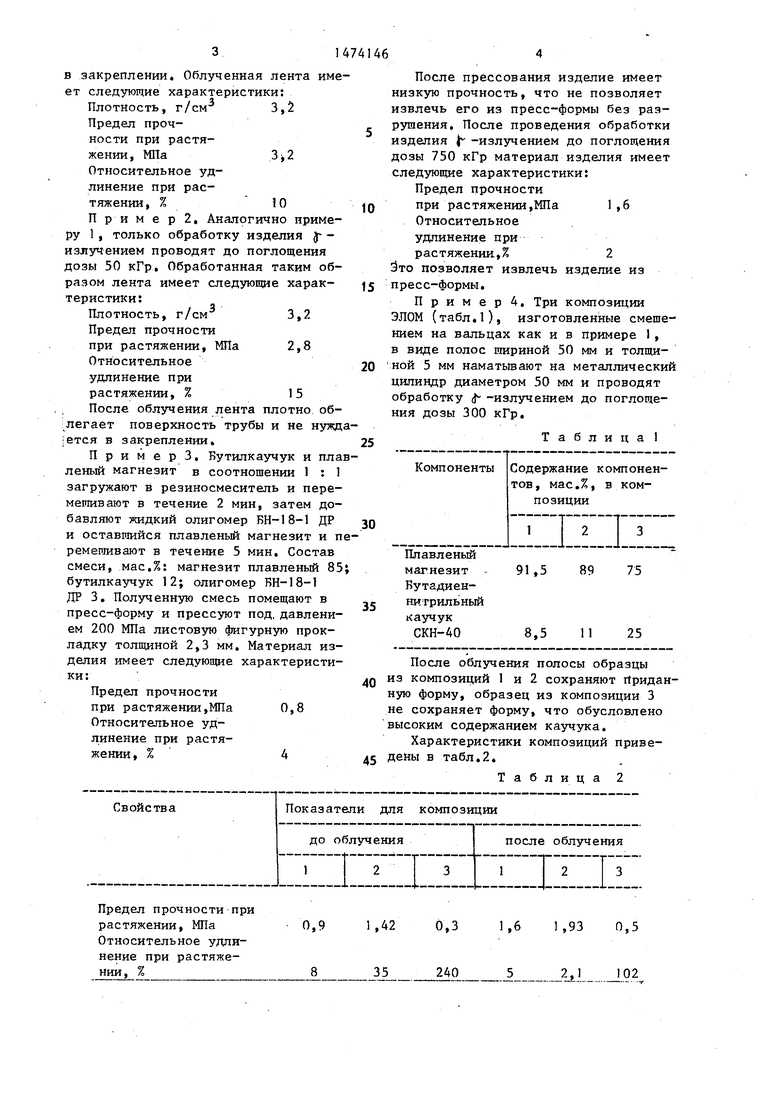
Пример 4. Три композиции ЭЛОМ (табл.1), изготовленные смешением на вальцах как и в примере 1, в виде полос шириной 50 мм и толщиной 5 мм наматывают на металлический цилиндр диаметром 50 мм и проводят обработку $- -излучением до поглощения дозы 300 кГр.
Таблица 1
После облучения полосы образцы из композиций 1 и 2 сохраняют приданную форму, образец из композиции 3 не сохраняет форму, что обусловлено высоким содержанием каучука.
Характеристики композиций приве- дены в табл.2.
Таблица 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения эластичных огнеупорных изделий | 1986 |
|
SU1384561A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОГО ПОЛИТЕТРАФТОРЭТИЛЕНА | 2000 |
|
RU2207351C2 |
| Способ получения эластичных огнеупорных изделий | 1987 |
|
SU1571032A1 |
| Способ получения эластичныхбЕзОбжигОВыХ ОгНЕупОРНыХ издЕлий | 1979 |
|
SU817017A1 |
| МЕДИЦИНСКИЙ ИНСТРУМЕНТ, МЕДИЦИНСКИЙ МАТЕРИАЛ И СПОСОБ ПОЛУЧЕНИЯ МЕДИЦИНСКОГО ИНСТРУМЕНТА И МЕДИЦИНСКОГО МАТЕРИАЛА | 2009 |
|
RU2466744C2 |
| СПОСОБ РАДИАЦИОННО-ХИМИЧЕСКОГО МОДИФИЦИРОВАНИЯ ПОЛИТЕТРАФТОРЭТИЛЕНА И МАТЕРИАЛ НА ЕГО ОСНОВЕ | 2006 |
|
RU2304592C1 |
| СПОСОБ ПОЛУЧЕНИЯ БЛОЧНЫХ ИЗДЕЛИЙ ИЗ ПОЛИТЕТРАФТОРЭТИЛЕНА И КОМПОЗИТОВ НА ЕГО ОСНОВЕ | 2018 |
|
RU2734608C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕРМОУСАЖИВАЮЩИХСЯ МАТЕРИАЛОВ | 2009 |
|
RU2436814C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛАСТОМЕРНОГО РУЛОННОГО КРОВЕЛЬНОГО МАТЕРИАЛА | 1997 |
|
RU2139894C1 |
| Мастика для герметизации | 1988 |
|
SU1645275A1 |
Изобретение относится к области производства огнеупорных материалов и может быть использовано для изготовления огнеупорных изделий сложной формы, для вакуумных высокотемпературных уплотнений в металлургии, машиностроении, химической промышленности. Изобретение направлено на фиксацию формы деформированного изделия и повышение прочности. Цель достигается тем, что в способе формования эластичных огнеупорных изделий, включающем подготовку смеси и ее профилирование под давлением, дополнительно проводят обработку профилированного изделия γ - излучением до поглощения дозы 50-750 кГр. Способ позволяет повысить прочность изделий в 1,5-2 раза и зафиксировать форму изделий, при которой проводилось облучение. Изделие после обработки сохраняет эластичность. 2 табл.
Предел прочности при растяжении, МПа Относительное удлинение при растяжении, %
0,9 1,42 0,3 1,6 1,93 0,5
35
240 j 2J102
35
240 j 2J102
Все композиции после облучения увеличивают прочность в 1,3-1,8 раз
Формула изобретения
Способ формования эластичных огнеупорных изделий, включающий подготовку смеси и ее профилирование под давлением, отличающий- с я тем, что, с целью фиксации формы деформированного изделия и повышения прочности, после профилирования проводят обработку изделия f- - Излучением до поглощения дозы 50-750кГр,
| Способ получения эластичныхбЕзОбжигОВыХ ОгНЕупОРНыХ издЕлий | 1979 |
|
SU817017A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
