Изобретение относится к машиностроению, а именно к обработке резанием многозаходных канавок в отверстии пустотелой заготовки диаметром более 50 мм, в том числе с переменным шагом.
Известна режущая головка для обработки многозаходных канавок в отверстии заготовки (см. a.c. SU №107633, МПК B23G 5/02, опубл. 25.03.1958 г.). Режущая головка содержит корпус, в радиальных отверстиях которого установлены режущие элементы в виде концевых фасонных фрез, в корпусе выполнена полость, в которой установлена ведущая вал-шестерня с хвостовиком, а в радиальных отверстиях корпуса размещены ведомые вал-шестерни, на которых закреплены концевые фасонные фрезы.
Недостатками прототипа являются:
- применение устройства ограниченное, т.к. оно предназначено для нарезания трех-четырех заходных резьб прямоугольного или трапецеидального профиля большого диаметра в гайках фрикционных прессов, даже у прессов с малым усилием диаметр гайки больше 120 мм;
- устройство неподвижно в направлении оси ведущей вал-шестерни относительно неподвижных элементов станка;
- корпус устройства с фрезами не может вращаться вокруг оси ведущей вал-шестерни, т.к. жестко связан с неподвижными элементами станка;
- передача вращения на ведущую вал-шестерню осуществляется посредством двух зубчатых колес, одно из которых установлено на шпинделе станка, другое - на ведущей вал-шестерне.
Предлагаемым изобретением решается задача повышения производительности и расширения технологических возможностей при обработке многозаходных канавок.
Предлагаемое изобретение направлено на достижение технического результата, заключающегося в повышении размерной стойкости режущих элементов в головке, уменьшении количества переналадок, связанных со сменой инструмента, и обеспечении возможности обработки канавок, в том числе глухих и с переменным углом подъема.
Для получения указанного технического результата в предлагаемой режущей головке для обработки многозаходных канавок в отверстии заготовки, содержащей корпус, в радиальных отверстиях которого установлены режущие элементы в виде концевых фасонных фрез, в корпусе выполнена полость, в которой установлена ведущая вал- шестерня с хвостовиком, а в радиальных отверстиях корпуса размещены ведомые вал-шестерни, на которых закреплены концевые фасонные фрезы, новым является то, что корпус выполнен с возможностью вращения совместно с концевыми фрезами вокруг ведущей вал-шестерни, хвостовик которой предназначен для соединения со шпинделем станка.
Выполнение корпуса с возможностью вращения совместно с концевыми фрезами вокруг ведущей вал-шестерни, хвостовик которой предназначен для соединения со шпинделем станка, позволяет:
- расширить применение, т.к. устройство может быть использовано при обработке многозаходных канавок любого профиля в отверстиях пустотелых деталей диаметром от 50 мм, в том числе с числом заходов более четырех;
- устройство может перемещаться в направлении оси ведущей вал-шестерни совместно со шпинделем станка сверлильно-расточной группы относительно неподвижных элементов станка;
- корпус устройства совместно с фрезами может совершать вращательное движение вокруг оси ведущей вал-шестерни;
- передача вращения на ведущую вал-шестерню осуществляется посредством хвостовика ведущей вал-шестерни, установленного непосредственно в шпинделе станка.
Технические решения с признаками, отличающими заявляемое решение от прототипа, не известны и явным образом из уровня техники не следуют. Это позволяет считать, что заявленное техническое решение является новым и обладает изобретательским уровнем.
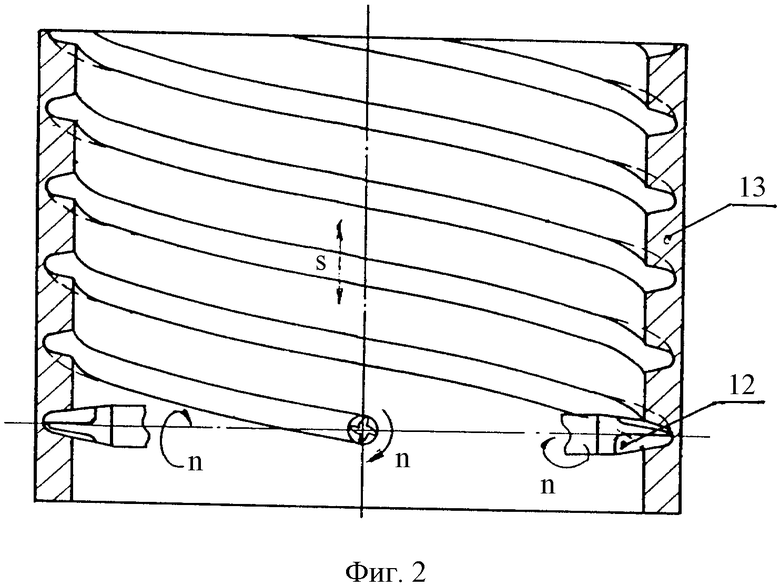
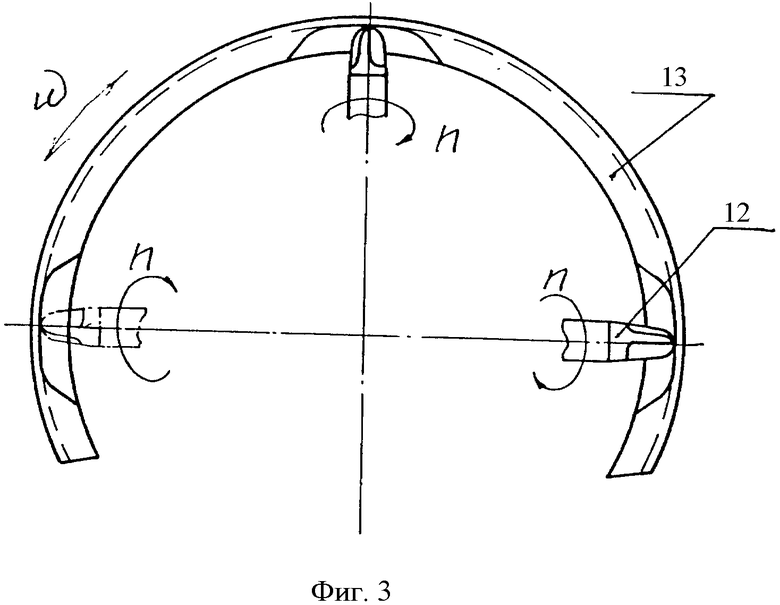
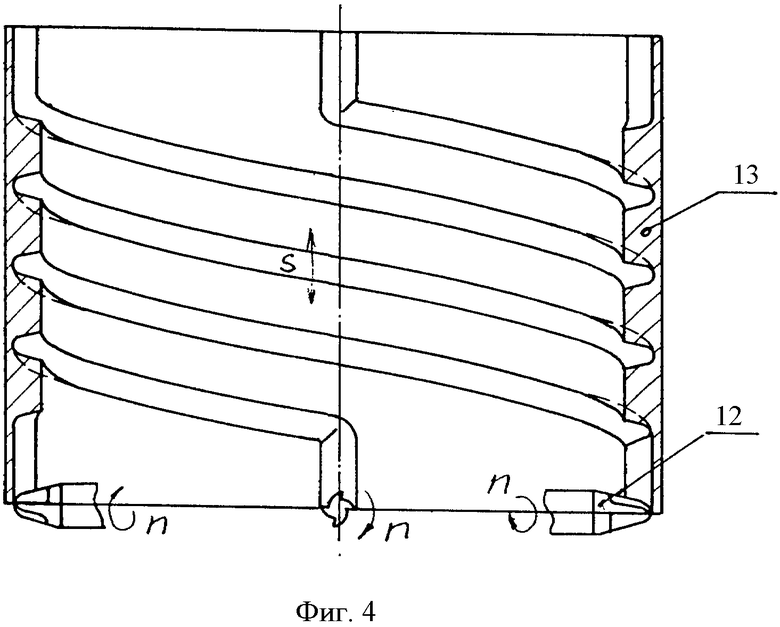
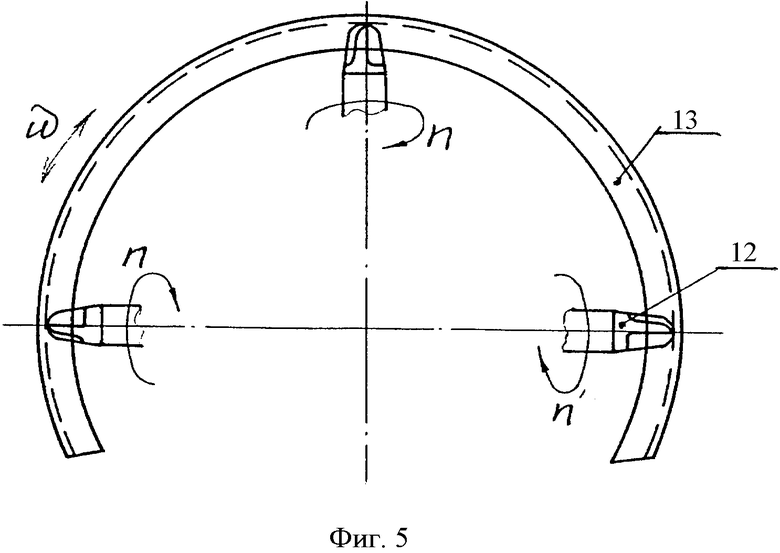
Сущность изобретения поясняется чертежами, где на фит.1 изображена режущая головка для обработки четырехзаходных канавок в отверстии заготовки; на фиг.2 - схема обработки четырехзаходных канавок в отверстии заготовки; на фиг.3 - схема та же, вид сверху; на фиг.4 - схема обработки четырехзаходных канавок с переменным углом подъема в отверстии заготовки; на фиг.5 -схема та же, вид сверху.
Режущая головка содержит корпус 1 со ступенчатой внутренней полостью, в которой посредством подшипников 2, распорной втулки 3, запорного кольца 4 и крышки 5 установлена ведущая вал-шестерня 6. В стенке корпуса в плоскости, перпендикулярной оси его вращения, выполнены сквозные радиальные отверстия, в которых посредством подшипников 7, распорных втулок 8 и крышек 9 установлены ведомые вал-шестерни 10. Торец корпуса закрыт крышкой 11. Ведомые вал-шестерни 10 выполнены с отверстиями, в которых установлены концевые фасонные фрезы 12 с профилем рабочего участка, соответствующим профилю канавки на заготовке 13 в ее нормальном сечении. Ведущая вал-шестерня имеет хвостовик 14 для присоединения режущей головки к шпинделю станка и передачи вращения ведомым вал-шестерням 10. Ведущая 6 и ведомые 10 вал-шестерни имеют возможность только вращательного движения, при этом корпус 1 с ведомыми вал-шестернями 10 имеет возможность вращения вокруг ведущей вал-шестерни 6.
Устройство работает следующим образом.
Посредством хвостовика 14 режущая головка присоединяется к шпинделю станка (сверлильного, токарного, фрезерного) соосно отверстию обрабатываемой заготовки 13, которая закрепляется в приспособлении станка. Включается вращение шпинделя станка, при этом ведомые вал-шестерни 10 с фрезами 12 вращаются с частотой n, рассчитанной исходя из скорости резания, а ведущая вал-шестерня 6 вращается с частотой n1, с учетом передаточного отношения в зубчатом зацеплении. Режущую головку подводят к заготовке (или наоборот) и начинают обработку многозаходных канавок за один проход путем относительного перемещения зон резания по отверстию заготовки за счет сложения осевой (s) и круговой (ω) подач, обеспечивающих заданный угол подъема канавок. В зависимости от конструктивного решения круговая подача осуществляется за счет поворота заготовки 13 при неподвижном относительно оси вращения корпусе 1 головки с ведомыми вал-шестернями 10 и закрепленными в них фрезами 12 или за счет поворота корпуса 1 с ведомыми вал-шестернями 10 и закрепленными в них фрезами 12 при неподвижной заготовке 13.
После обработки все возвращается в исходное положение, при этом фрезы продолжают вращаться и возвращаются в исходное положение по канавкам. Обработанная заготовка извлекается из приспособления.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для фрезерования внутренней резьбы | 1985 |
|
SU1454590A1 |
| УНИВЕРСАЛЬНАЯ СИСТЕМА КРЕПЛЕНИЯ ИНСТРУМЕНТА ДЛЯ ЦЕНТРА МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2009 |
|
RU2521545C2 |
| УСТРОЙСТВО К ТОКАРНОМУ СТАНКУ ДЛЯ НАРЕЗАНИЯ ГЛОБОИДНЫХ ЧЕРВЯКОВ | 1996 |
|
RU2101139C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| СПОСОБ ВИХРЕВОГО НАРЕЗАНИЯ ВИНТОВЫХ КАНАВОК | 2003 |
|
RU2267384C2 |
| Станок для фасонной обработки труб | 1991 |
|
SU1780941A1 |
| Станок для заточки зубьев многолезвийного фасонного инструмента | 1976 |
|
SU737193A1 |
| Приспособление для навивки пружин к токарному станку | 1988 |
|
SU1639849A1 |
| Полуавтомат для фрезерования уреза подошвы для обуви | 1962 |
|
SU151948A1 |
| Зубозакругляющий станок | 1969 |
|
SU512873A1 |
Режущая головка для обработки многозаходных канавок в отверстии заготовки содержит корпус, в радиальных отверстиях которого установлены режущие элементы в виде концевых фасонных фрез, в корпусе выполнена полость, в которой установлена ведущая вал-шестерня с хвостовиком для передачи вращательного движения, а в радиальных отверстиях корпуса размещены ведомые вал-шестерни, на которых закреплены концевые фасонные фрезы, Для расширения технологических возможностей корпус выполнен с возможностью вращения совместно с концевыми фрезами вокруг ведущей вал-шестерни, хвостовик которой предназначен для соединения со шпинделем станка. 5 ил.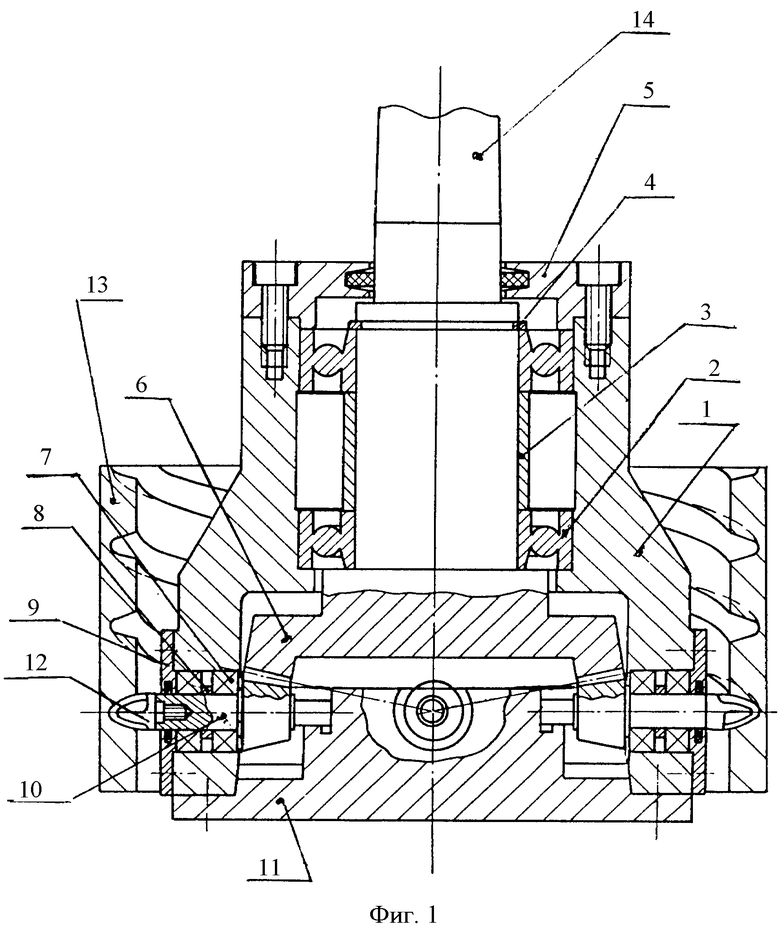
Режущая головка для обработки многозаходных канавок в отверстии заготовки, содержащая корпус, в радиальных отверстиях которого установлены режущие элементы в виде концевых фасонных фрез, в корпусе выполнена полость, в которой установлена ведущая вал-шестерня с хвостовиком для передачи вращательного движения, а в радиальных отверстиях корпуса размещены ведомые вал-шестерни, на которых закреплены концевые фасонные фрезы, отличающаяся тем, что корпус выполнен с возможностью вращения совместно с концевыми фрезами вокруг ведущей вал-шестерни, хвостовик которой предназначен для соединения со шпинделем станка.
| Фрезерная головка для нарезания внутренних резьб большого диаметра | 1956 |
|
SU107633A1 |
| УСТРОЙСТВО для НАРЕЗАНИЯ РЕЗЬБЬ! | 0 |
|
SU217924A1 |
| ФРЕЗЕРНАЯ ГОЛОВКА | 0 |
|
SU383544A1 |
| Станок для обработки винтовых канавок | 1977 |
|
SU650739A1 |
| US 3486413 А, 30.12.1969. | |||

