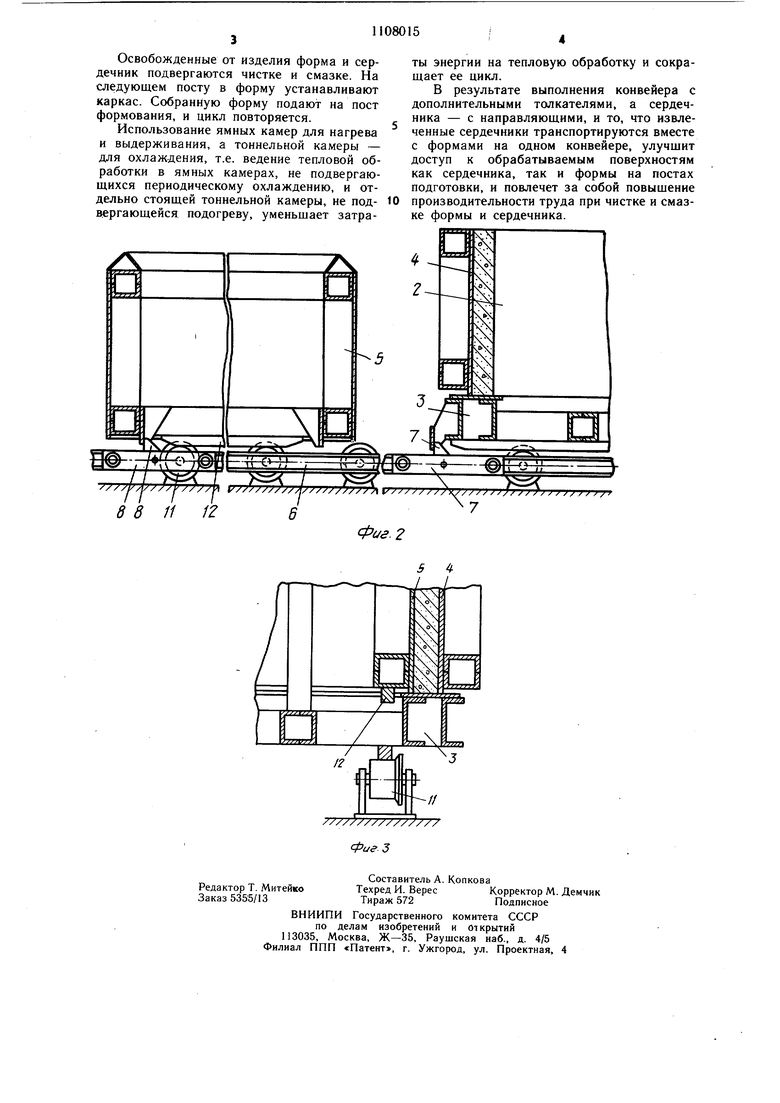
Изобретение относится к строительной индустрии и может быть использовано для изготовления объемных железобетонных изделий, в частности сборных силовых элеваторов. Известна конвейерная линия формования объемных элементов, содержащая направляющие закрепленные на основании, формы-вагонетки, установленные опорами качения на направляющие, привод перемещения форм-вагонеток, посты виброформования, распалубки и термообработки. Каждая форма-вагонетка состоит из плат формы, сердечника, закрепленного на этой платформе, подвижных наружных щитов и приспособлений для соединения их друг с другом и с платформой, а также приспособлеНИИ для соединения фор.м-вагонеток друг с другом и кронщтейнами, на которых закреплены коллекторы для подачи пара в сердечник 1. Недостатка.ми известной линии являются высокая трудоемкость по чистке и с.мазке сердечника и наружных щитов и продолжительный режим тепловой обработки. Наиболее близкой к предлагаемой яв ляется технологическая линия для изготовления элементов сборных силосов элеваторов, содержащая формы, каждая из которых состоит из поддона, на котором неподвижно крепится сердечник и бортов, конвейер с толкателями для перемещения форм по постам технологического потока, расположенное в технологической последовательности оборудование для предварительной подготовки форм, формования и камеры тепловой обработки. Однако из-за больших энергозатрат, затрат времени на подготовительные операции и на термообработку, линия имеет малую производительность. Цель изобретения - повышение производительности путем сокращения цикла термообработки, времени на подготовительные операции, а также энергозатрат. Поставленная цель достигается тем, что в технологической линии для изготовления объемных железобетонных изделий, содержащей формы с сердечником, установленные на конвейере с толкателями, распеложенное в технологической последовательнести оборудование для предварительной подгетевки ферм, формования и камеры тепловой обработки, конвейер снабжен дополнительными толкателями для перемещения сердечников, выполненных с направляющими, контактирующими с конвейером, камеры тепловей обработки выполнены из двух блоков, один из которых для охлаждения изделий - в виде тоннеля, являющегося частью конвейера, а другой для нагрева и выдержки изделий - в виде ямных камер. На фиг. 1 изображена линия, вид в плане; на фиг. 2 - ферма и сердечник, установленный на конвейере; на фиг. 3 - фраг.мент установленной на конвейере формы в сборе с сердечником. иния содержит пост формования 1, формы 2, каждая из которых состоит из поддона. 3, бортов 4 и сердечника 5. Формы 2 расположены на конвейере 6, который представляет собой неприводной рольганг с приводными толкателями 7 для перемещения форм. Конвейер 6 выполнен из двух последовательно расположенных участковс разным шагом толкания, первый из которых обозначен на фиг. 1 буквой а, второй буквой б. Конструктивной особенностью участка б конвейера яв.чяется то, что в отличие от участка а он выполнен с возможностью перемещения не только форм, но и извлеченных из них сердечников. Для этого конвейер снабжен дополнительными толкателя.ми 8, а сердечник - направляющими 12, взаимодействующими с ролико.м 11 конвейера, при этом щаг перемещения конвейера на участке б увеличен по сравнению с Участке а. Камера тепловой обработки линии выполнена в виде я.мных индукционных камер 9, предназначенных д.тя нагрева и тепловой выдержки изделий, и туннельной камеры 10, установленной на участке а конвейера. Линия имеет также вентиляционную установку подачи воздуха для охлаждения форм (не показана). Линия работает следующи.м образом. После изготовления изделий на посту формования 1 форму 2 с изделием мостовым краном переносят в одну из ямных камер 9 для прохождения тепловой обработки. Каждая из камер 9 предназначена для подъе.ма температуры изделия и изотермического прогрева, вследствие чего эти элементы нагреты до требуемой температуры и режим нагревания изделия и его тепловой выдержки проводится в оптимальных условиях 6-7 ч. После теплового прогрева формы с изделиями мостовы.м краном устанавливают на участок а конвейера для охлаждения, которое осуществляется в туннеле 10, где формы движутся вплотную друг к другу и охлаждаются встречным потоком воздуха 1 ч. После охлаждения формы подают на участок б конвейера, где производятся операции распалубки и подготовки форм. Подрыв сердечника 5 специальным механизмом, извлечение его из формы 2 краном, установка его направляющими 12 на конвейер перед формой 2 осуществляется на первом песту. Далее конвейером б ферму 2 с сердечником 5 перемещают на следующий пест, где берта формы раскрывают, изделие снимают крано.м и устанавливают на тележку для вывоза на склад готовой продукции.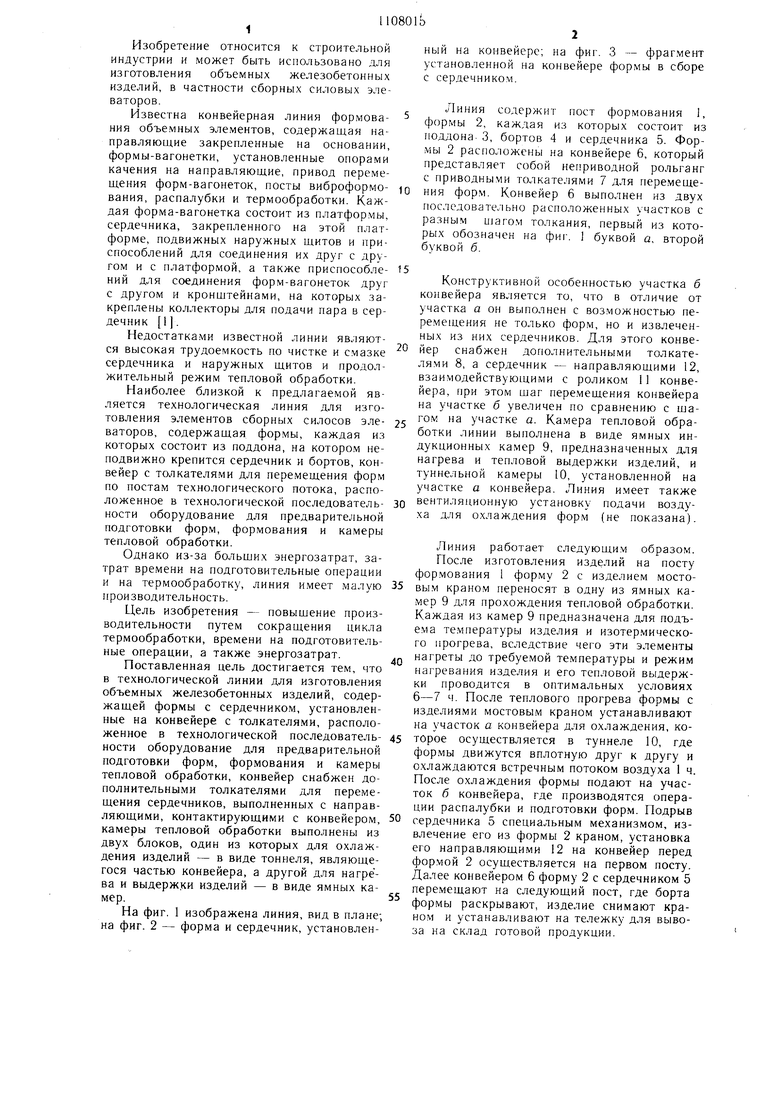
| название | год | авторы | номер документа |
|---|---|---|---|
| Технологическая линия для изготовления бетонных изделий | 1976 |
|
SU998117A1 |
| Технологическая линия для изготовления бетонных изделий | 1976 |
|
SU663588A1 |
| Технологическая линия для изготовления строительных изделий | 1980 |
|
SU882751A1 |
| Конвейерная линия для изготовления плоских строительных изделий | 1987 |
|
SU1537541A1 |
| Технологическая линия для изготовления строительных изделий | 1979 |
|
SU856804A1 |
| Технологическая линия для изготовления строительных изделий | 1979 |
|
SU897518A1 |
| Поточная линия для изготовления железобетонных изделий | 1976 |
|
SU701806A1 |
| Двухярусный стан для изготовления железобетонных изделий | 1976 |
|
SU602371A1 |
| ДВУХЪЯРУСНЫЙ СТАН для ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ НЗДЕЛИЙВСЕСОЮЗНАЯliAKHTBO^T^KliH'infAfБИБЛИОТЕКА | 1971 |
|
SU306002A1 |
| Полуконвейерная линия для изготовления железобетонных изделий | 1990 |
|
SU1765008A1 |
ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОБЪЕМНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ, содержащая формы с сердечником, установленные на конвейере с толкателями, расположенное в технологической гюследовательнрсти оборудование для предварительной подготовки форм, формования и камеры тепловой обработки, отличающаяся тем, что, с целью повышения производительности путем сокращения цикла термообработки и времени на подготовительные операции, а также энергозатрат, конвейер снабжен дополнительными толкателями для перемещения сердечников, выполненных с направляющими, контактирующими с конвейером, камеры тепловой обработки выполнены из двух блоков, один из которых для о.хлаждения изделий - в виде тоннеля, являющегося частью конвейера, а другой для нагрева и выдержки изделий - в виде ямных камер. (Л 00 о сд
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Конвейерная линия формования объемных элементов | 1980 |
|
SU937150A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Добровольский В | |||
| Д | |||
| и Конрингольд Е | |||
| А | |||
| Проектирование предприятий сборного железобетона | |||
| Киев, «Будивельник, 1978, с | |||
| Нефтяной конвертер | 1922 |
|
SU64A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
