Изобретение относится к изготовлению железобетонных изделий, например наружных стеновых Панелей.
Известна конвейерная установка для изготовления железобетонных изделий, включающая посты фор.мов,ки и термообрй ботки в пакетах, верхний и нижний рельсовые пути, вертикальный снижатель для опускания формвагонеток с верхнего рельсового пути на нижний, верхний и нижний толкатели для перемещения форм-вагонеток.
Недостатком известных установок является плохое качество изделий, низкая производительность и необходимость наличия больщих производственных .площадей.
Предлагаемая установка, с целью устранения отмеченных выше недостатков, вььполнена в виде вертикально замкнутой конструкции с установленными в конце формовочных постов несколькими устройствами для сборки форм-вагонеток в пакеты и термообработки изделий контактным способом, выполненными в виде гидроподъемников, обеспечивающих одновременное удержание форм-вагонеток в пакетах и их перемещение по нижнему и верхнему рельсовым путям, состоящим из отдельных звеньев, вертикально подвижных внутри гидроподъемников и неподвижных между ними.
ных операций при распалубке и обеспечения бесперебойной работы постов вертикальный снижатель совмещен с первым и .последним формовочным постом и выполнен П-образной
формь.
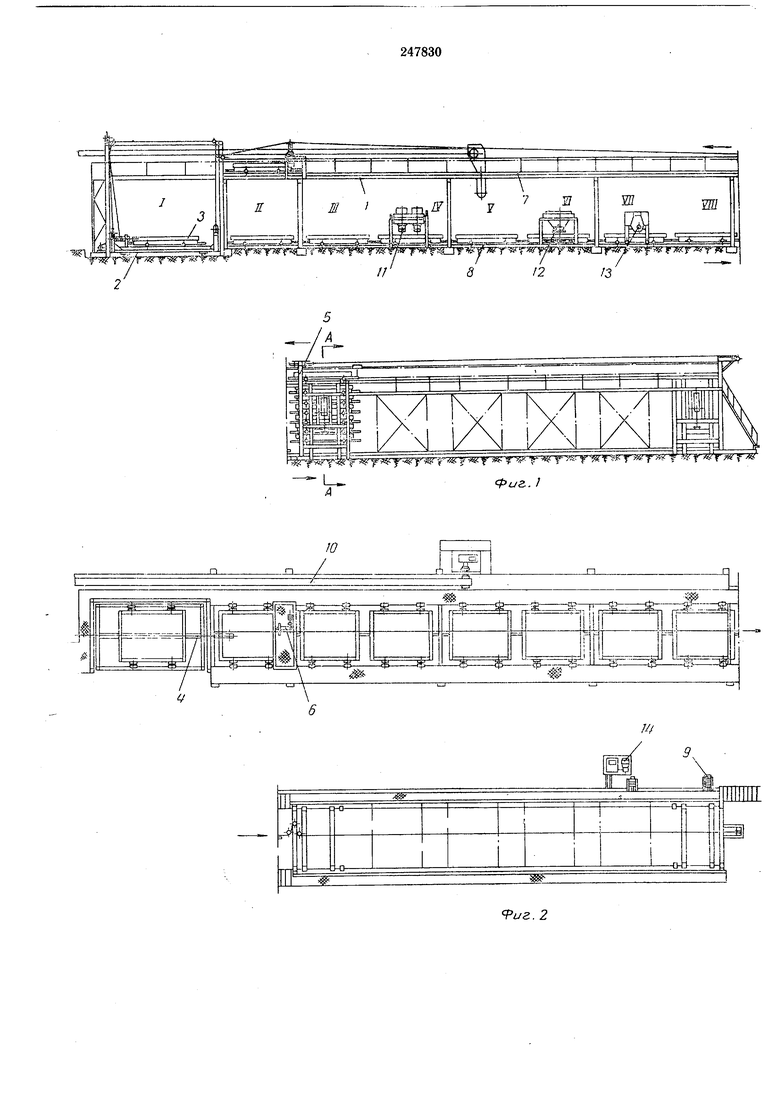
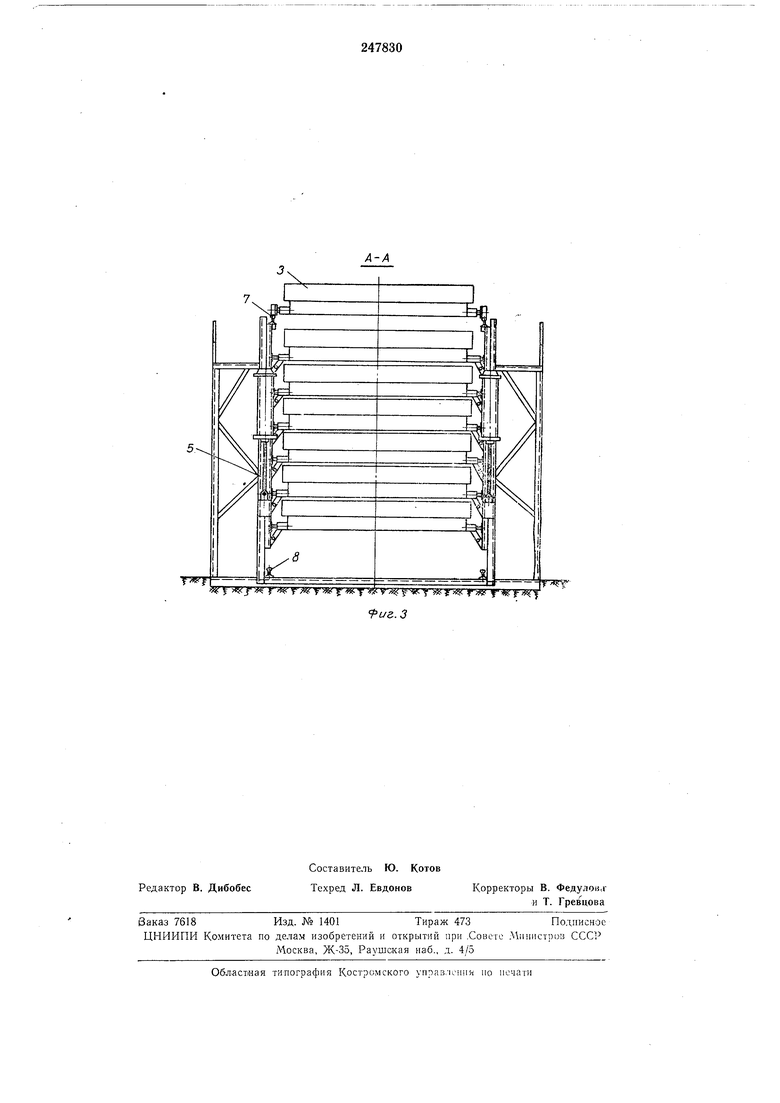
На фиг. 1 показана схема конвейерной установки, ВИД спереди; на фиг 2 - то же, в плане; на фиг. 3 - разрез по А-А на фиг. 1. На металлической раме 1 располол ен вертикальный снижатель 2 П-образной формы для опускания фор.м-вагонеток 3 с готовыми изделиями. При опущенной платформе вертикального снижателя последний является одновременно первым технологическим постом /
ра опалубки и чистки форм-вагонеток.
Нижний толкатель 4 служит для передзижения форм-вагонеток 3 с поста I на последующие технологические посты II-VHI. При этом каретка толкателя входит в зацепление
только с первой формой-ва-гонеткой на первом технологическом посту. При перемещении первой формы-вагонетки усилие толкателя на последующие формы передается с помощью буферов, закрепленных на форме, в
результате чего происходит перемещение их со строго определенным шагом и точная остановка на подъемных участках рельсового пути ступенчатых пакетировок. пакеты для последующей термообработки изделий, а ТНКже для выталкивалия форм с изделиями после термообработки па верхний рельсовый путь. Количество ступеней .пакетировщиков обусловливается производственной необходи.мостыо и высотой цеховых помещений. Верхний толкатель 6 перемещает формы-вагонетки с готовыми изделиями по верхнему рельсовому пути от постов термообработки на нлат-форму вертикального сннжателя. Верхний 7 и нижний 8 рельсовые пути связывают все технологические лосты, ступенчатые пакетировщик. И вертикальный снижатель. Механизм автоматического ладключення пара 9, выпол.невный из подпружиненных патрубков с уплотняющими прокладками, приводится в действие с помощью пневмоцили.ндров. Установка работает следующим образом. На постах I-VIII производятся все технологические операций. Бетон в формы-вагонетки подается ленточным транспортером 10 через бетоноукладчики 11 и 12. Затирочная м-ашина 13 затирает ловерхности изделий. Для непрерывной работы установки в первую очередь собирают пакет в последнем пакетировщике 5, затем в предпоследнем п так далее до первого, т. е. до тех пор, пока не закончится термообработка верхнего изделия в последнем пакете. В стуненчатых пакетировщиках фор мы-вагонетки устанавливаются на разобщенные по высоте ступени - фиксаторы. Так как вертикальные стойки пакетгфовщиков Емеют одинаковую базу с рельсовым путем, колеса форм-в агонеток перекатываются по ним при подъеме форм со сту-пенн .на ступень, обеспечивая точную центровку последних в пакете до вертикали, благодаря чему исключается возможность смещения форм цо отнощению к патрубкам механизма автоматического подключения пара 9. После термообработки форма-Вагонетка с изделием выталкивается на верхний рельсовый путь 7. Ступенчатые пакетировщики приводятся в действие от насосной станции 14. Освободившееся место в пакетировщике занимает следующ.ая форма-вагонетка. По верхнему рельсовому пути фор мы-вагонетки с готовыми изделиями подаются верхним толкателем 6 на платформу вертикального снижателя 2. Затем платформу отпускают в нижнее положение, на первый технологический пост, где происходит сочленение рельсового пути платформы н нижнего рельсового пути. С помощью мостового крана вынимают изделия из формы-вагонетки и передают его на отделочный конвейер. Пустая форма-вагонетка после чистки и смазки перемещается нижним толкателем 4 на следующий технологический пост. После этого «аретка толкателя возвращается в исходное положение, а платформа вертикального снижателя поднимается в верхнее положение для приема очередной формы-вагонетки. Предмет изобретения 1.Конвейерная установка для изготовления железобетонных изделий, включающая посты формовки и термообработки в -пакетах, верхний и нижиий рельсовые пути, вертикальный снижатель для опускания форм-ваго,неток с верхнего рельсового пути на нижний, верхний и нижний толкатели для перемеще.ния фор вагонеток, отличающаяся тем, что, с целью повыщения производительности, сокращения производственных площадей и улучщения качества изделий, установка выпол.нена в виде вертикально замкнутой конструкции с установленными в конце формовочных постов несколькими устройствами для сборки формвагонеток в пакеты и термообработки изделий контактным спосо-бом, выволненнымн в гидроподъемников, обеспечивающих одновременное удержание форм-вагонеток -в пакетах и их перемещение но нижнему н верхнему рельсовылг путям, состоящим из отдельных звеньев, вертикально по.движных внутри гидроподъемников и неподвижных между ними. 2.Установка по п. 1, отличающаяся тем, что, с целью сокращения дополнительных операций при распалубке изделий и обеспечения бесперебойной работы постов, вертикальный свижатель совмещен с первым и последним формовочньгм постом и выполнен П-образной формы. 2 т т жг и812у у г - Г fpu&. 
| название | год | авторы | номер документа |
|---|---|---|---|
| Двухярусный поточно-конвейерная линия для изготовления железобетонных изделий | 1975 |
|
SU555016A1 |
| ДВУХЪЯРУСНЫЙ СТАН для ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ НЗДЕЛИЙВСЕСОЮЗНАЯliAKHTBO^T^KliH'infAfБИБЛИОТЕКА | 1971 |
|
SU306002A1 |
| Двухъярусная поточно-конвейерная линия для изготовления железобетонных изделий | 1975 |
|
SU685497A1 |
| Двухъярусная поточно-конвейерная линия для изготовления железобетонных изделий | 1973 |
|
SU476990A1 |
| Установка для изготовления железобетонных изделий | 1981 |
|
SU1020247A1 |
| Технологическая линия для изготовления бетонных изделий | 1976 |
|
SU998117A1 |
| Подъемник-снижатель | 1979 |
|
SU850388A1 |
| Технологическая линия для изготовления бетонных изделий | 1976 |
|
SU663588A1 |
| Технологическая линия для изготовления строительных изделий | 1978 |
|
SU903112A1 |
| Вертикально замкнутая кассетно-конвейерная линия | 1987 |
|
SU1497012A1 |
«Рг/г.г
г:
f «sy Sf т ж I f f ISrf- S(y
иг.З
