г э
Фиг. 1
Изобретение относится к области изготовления резиновых технических изделий и предназначено для изготовления бесконечных клиновых ремней.
Цель изобретения - повышение качества и облегчение выгрузки ремней.
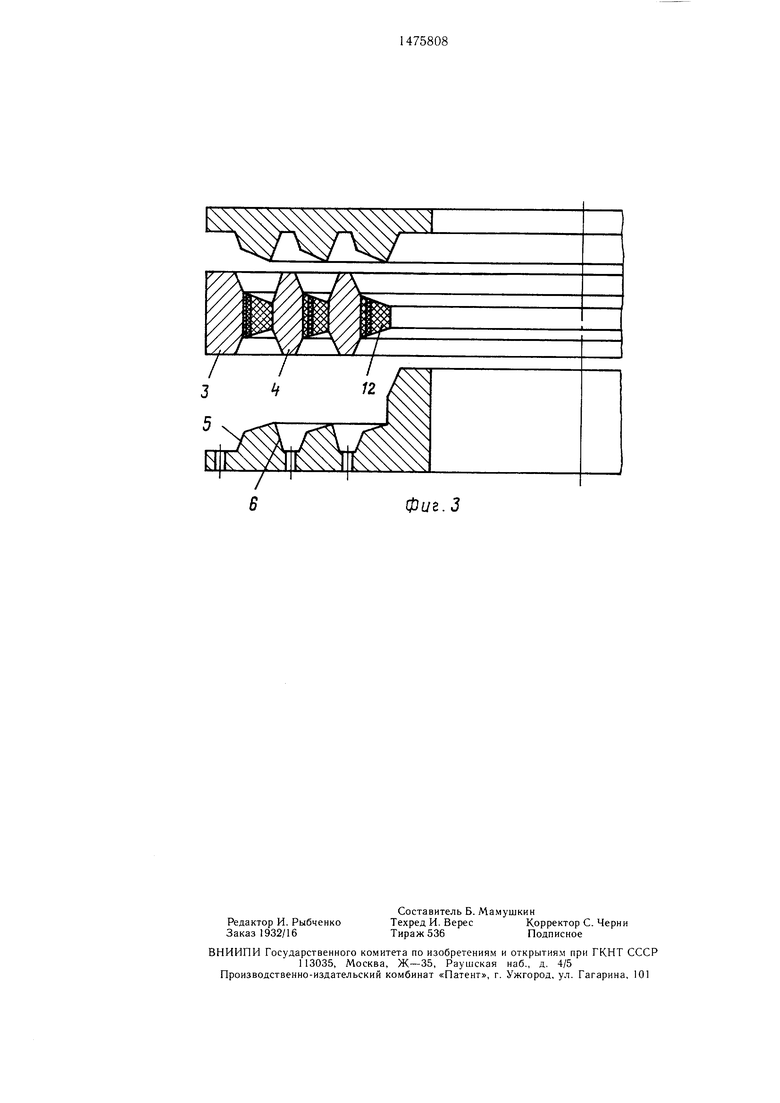
На фиг. 1 изображена форма, в закрытом состоянии; на фиг. 2 - то же, с открытой верхней плитой; на фиг. 3 - то же, с открытыми верхней и нижними плитами.
форму закрывают. Формы собирают в стопки и устанавливают в устройство для прессования и вулканизации (не показано).
В процессе прессования верхняя плита 1 вдавливает слой 11 сжатия в направлении заготовок 10, в результате чего происходит полное формование ремней 12.
После вулканизации форму раскрывают поднимают верхнюю плиту 1 и опускают нижнюю плиту 2. Кольцевые вкладыши 3 и
Форма содержит верхнюю 1 и нижнюю 2 Ю 4с готовыми ремнями 12 поступают на уст- плиты и концентрично расположенные в нихройство выталкивания готовых ремней. Дакольцевые вкладыши 3 и 4, оформляющие верхнюю и нижнюю поверхности ремня. В верхней 1 и нижней 2 плитах имеются кольцевые пазы 5-8 с наклонными боковыми .- ремней при выгрузке, стенками.
Пазы плит 1 и 2 имеют в сечении форму трапеции, у которой углы наклона поверхности различны из-за разности размеров
лее цикл повторяется.
Конструкция формы предотвращает нарушение поверхности и размеров готовых
Формула изобретения
верхней и нижней поверхностей ремня. Коль1. Форма для изготовления бесконечных клиновых ремней, содержащая верхнюю и
цевые вкладыши 3 и 4 выполнены на тор-20 нижнюю плиты и концентрично расположен- цах с коническими выступами, соответству-ные кольцевые вкладыши, оформляющие ющими пазам верхней 1 и нижней 2 плит.верхние и нижние поверхности ремня, отли- В основаниях кольцевых пазов нижнейчающаяся тем, что, с целью повышения ка- плиты 2 имеются отверстия 9 для заходачества ремней, в верхней и нижней плитах пальцев устройства перезарядки формы (не25 выполнены кольцевые пазы с наклонными показано).боковыми стенками, а кольцевые вкладыши Форма работает следующим образом.выполнены с коническими выступами на тор- В пазы 5 и 6 устанавливают кольцевыецах для взаимодействия с кольцевыми па- вкладыши 3 и 4. В образующуюся полостьзами.
между нижней плитой 2 и кольцевыми вкла-2. Форма по п. 1, отличающаяся тем,
дышами 3 и 4 укладывают часть заготовки30 что, с целью облегчения выгрузки изделий,
10, состоящую из слоя растяжения и силово-в основаниях кольцевых пазов нижней плиго слоя, и заготовку слоя 11 сжатия. Затемты выполнены сквозные отверстия.
форму закрывают. Формы собирают в стопки и устанавливают в устройство для прессования и вулканизации (не показано).
В процессе прессования верхняя плита 1 вдавливает слой 11 сжатия в направлении заготовок 10, в результате чего происходит полное формование ремней 12.
После вулканизации форму раскрывают поднимают верхнюю плиту 1 и опускают нижнюю плиту 2. Кольцевые вкладыши 3 и
4с готовыми ремнями 12 поступают на уст- ройство выталкивания готовых ремней. Даремней при выгрузке,
лее цикл повторяется.
Конструкция формы предотвращает нарушение поверхности и размеров готовых
Формула изобретения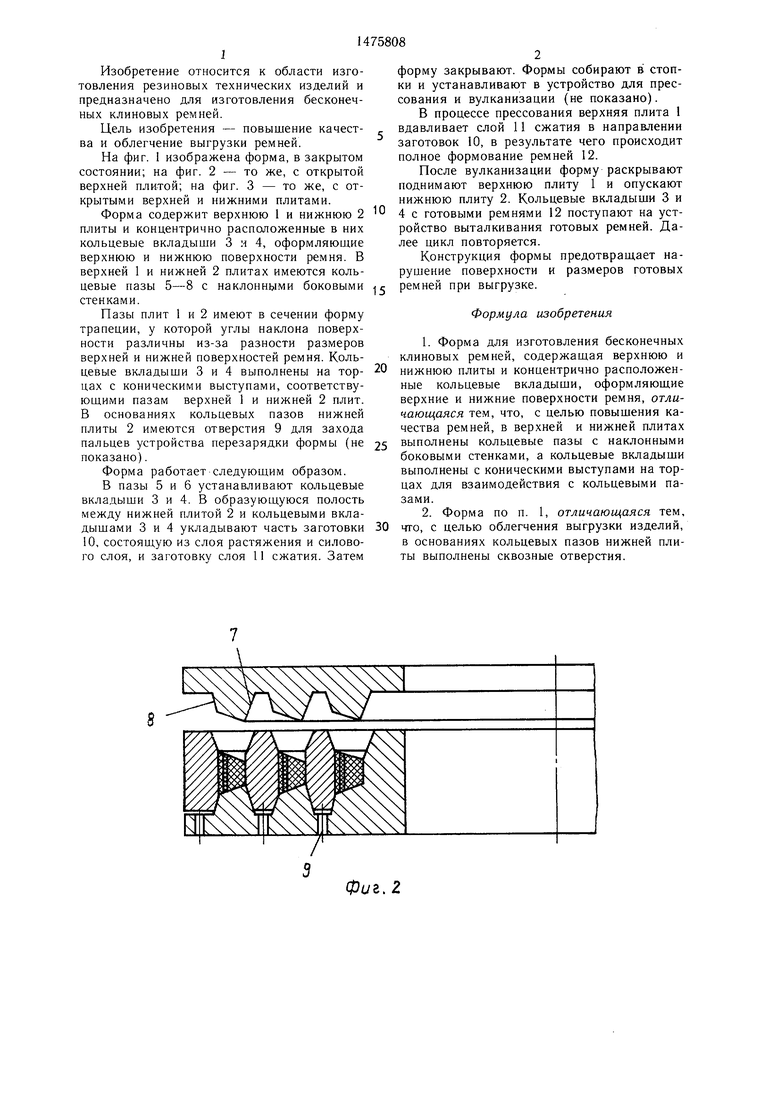
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для натяжения заготовок к прессу для вулканизации бесконечных ремней | 1978 |
|
SU939286A1 |
| Устройство для соединения концов резинотехнических изделий | 1990 |
|
SU1761544A1 |
| Установка для изготовления формовых резиновых изделий | 1986 |
|
SU1705102A1 |
| Пресс-форма для изготовления резиновых уплотнительных манжет | 1983 |
|
SU1111871A1 |
| Пресс-форма для изготовления резиновых уплотнительных манжет | 1980 |
|
SU897560A1 |
| Устройство для изготовления резиновых полых изделий | 1988 |
|
SU1537550A1 |
| Способ изготовления кольцевых резинотехнических изделий и устройство для его осуществления | 1987 |
|
SU1500504A1 |
| Пресс-форма для изготовления кольцевых уплотнительных манжет с @ -образной рабочей кромкой | 1986 |
|
SU1551555A1 |
| Пресс-форма для покрышек пневматических шин | 1979 |
|
SU863395A1 |
| Устройство для изготовления кольцевых резинотехнических изделий | 1983 |
|
SU1118540A1 |
Изобретение относится к области изготовления резиновых технических изделий и предназначено для изготовления бесконечных клиновых ремней. Цель изобретения - повышение качества и облегчение их выгрузки. Для этого в верхней 1 и нижней 2 плитах выполнены кольцевые пазы с наклонными боковыми стенками. Кольцевые вкладыши 3 и 4 выполнены на торцах с коническими выступами для кольцевых пазов плит 1 и 2. В оснваниях кольцевых пазов нижней плиты 2 имеются отверстия 9 для захода пальцев устройства перезарядки формы. В пазы плит 1 и 2 устанавливаются кольцевые вкладыши 3 и 4. В процессе прессования происходит полное формование ремней. При раскрытии формы кольцевые ремни остаются на кольцевых вкладышах. 1 з.п. ф-лы. 3 ил.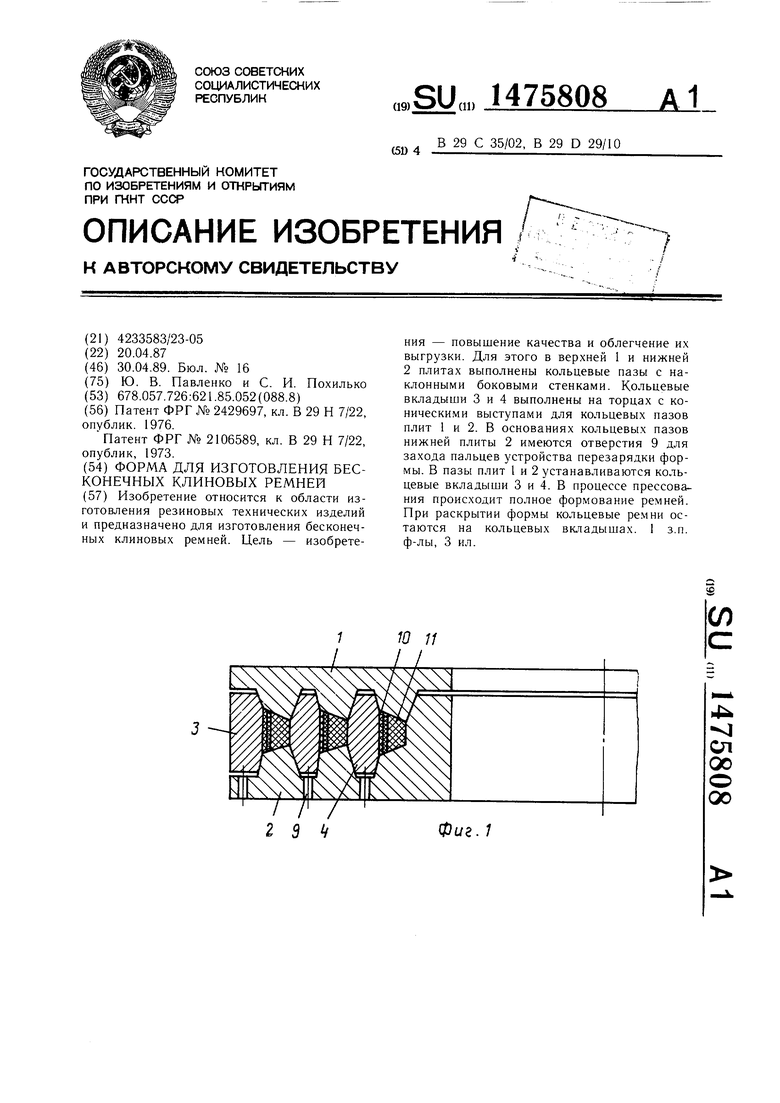
Фиг. 2
Фиг. 3
| СПОСОБ ПОЛУЧЕНИЯ ВАФЕЛЬ С КОФЕЙНЫМ ВКУСОМ И АРОМАТОМ (ВАРИАНТЫ) | 2010 |
|
RU2429697C1 |
| Солесос | 1922 |
|
SU29A1 |
| Планшайба для точной расточки лекал и выработок | 1922 |
|
SU1976A1 |
| БЛОК ОРОСИТЕЛЯ ГРАДИРНИ | 1996 |
|
RU2106589C1 |
| Солесос | 1922 |
|
SU29A1 |
