(Л
С
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления резиновых зубчатых ремней | 1984 |
|
SU1481076A1 |
| Установка для изготовления кольцевых резинотехнических изделий | 1990 |
|
SU1813652A1 |
| Устройство для изготовления зубчатых лент | 1990 |
|
SU1789345A1 |
| СПОСОБ НЕПРЕРЫВНОЙ ВУЛКАНИЗАЦИИ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2077424C1 |
| Линия для сборки крупногабаритных резинотехнических изделий | 1977 |
|
SU738895A1 |
| Способ изготовления кольцевых резинотехнических изделий и устройство для его осуществления | 1987 |
|
SU1500504A1 |
| УСТРОЙСТВО И СПОСОБ ИЗГОТОВЛЕНИЯ БЕСКОНЕЧНЫХ УСИЛЕННЫХ РЕМНЕЙ | 2012 |
|
RU2573021C1 |
| Установка для изготовления бесконечных резинокордных лент | 1989 |
|
SU1728051A1 |
| Установка для соединения резиновых профилей | 1986 |
|
SU1442417A1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 1990 |
|
RU2031789C1 |
Использование: изготовление бесконечных армированных тросами резиновых изделий, например, лент, зубчатых ремней, соединением концов изделий с обеспечением необходимого натяжения тросовой арматуры, Сущность изобретения: устройство для соединения концов резинотехнических изделий снабжено расположенными по торцам верхней плиты 1 средствами для натяжения тросов соединяемых концов. Средства выполнены в виде установленных с возможностью поворота роликов 4 с продольными прорезями и поперечными кольцевыми канавками для укладки в них тросов 7, и подпружиненных колодок 9, смонтированных в выполненных в верхней плите 1 пазах 10, для взаимодействия с роликами 4. 2 ил.
Изобретение относится к технологической оснастке предприятий резинотехнической промышленности и может быть использовано для изготовления бесконечных армированных изделий типа лент, зубчатых ремней, путем соединения концов изделий конечной длины.
Известно устройство для изготовления резин технических изделий, содержащее формообразующие корпус и подвижный вкладыш, стойку с винтом для перемещения вкладыша и проставку в виде комплекта мерных пластин.
Такое устройство может использоваться для соединения концов зубчатых ремней и при этом позволяет обеспечить высокую
точность шага зубьев этих концов, однако с помощью этого устройства сложно создать необходимое усилие натяжения элементов несущего слоя ремня (армирующих тросов) при соединении концов, поэтому устройство обладает ограниченными технологическими возможностями.
Наиболее близким по технической сущности является устройство для соединения концов резинотехнических изделий, содержащее верхнюю и нижнюю формообразующие плиты с профилем поверхности, соответствующим профилю соединяемых концов изделий.
К недостаткам этого устройства относятся ограниченные технологические возVJ
ON СЛ
J.N
Јь
можности устройства из-за невозможности обеспечения соединения концов изделий с тросовой арматурой.
Целью изобретения является расширение технологических возможностей устройства за счет обеспечения возможности стыковки изделий с тросовой арматурой.
Указанная цель достигается тем, что устройство для соединения концов резинотехнических изделий, согласно изобретению, снабжено расположенными по торцам верхней плиты средствами для натяжения тросов соединяемых концов, выполненными в виде установленных с возможностью поворота роликов с продольными прорезями и поперечными кольцевыми канавками для укладки в них тросов, и подпружиненных колодок, смонтированных в выполненных в верхней плите пазах, для взаимодействия с роликами.
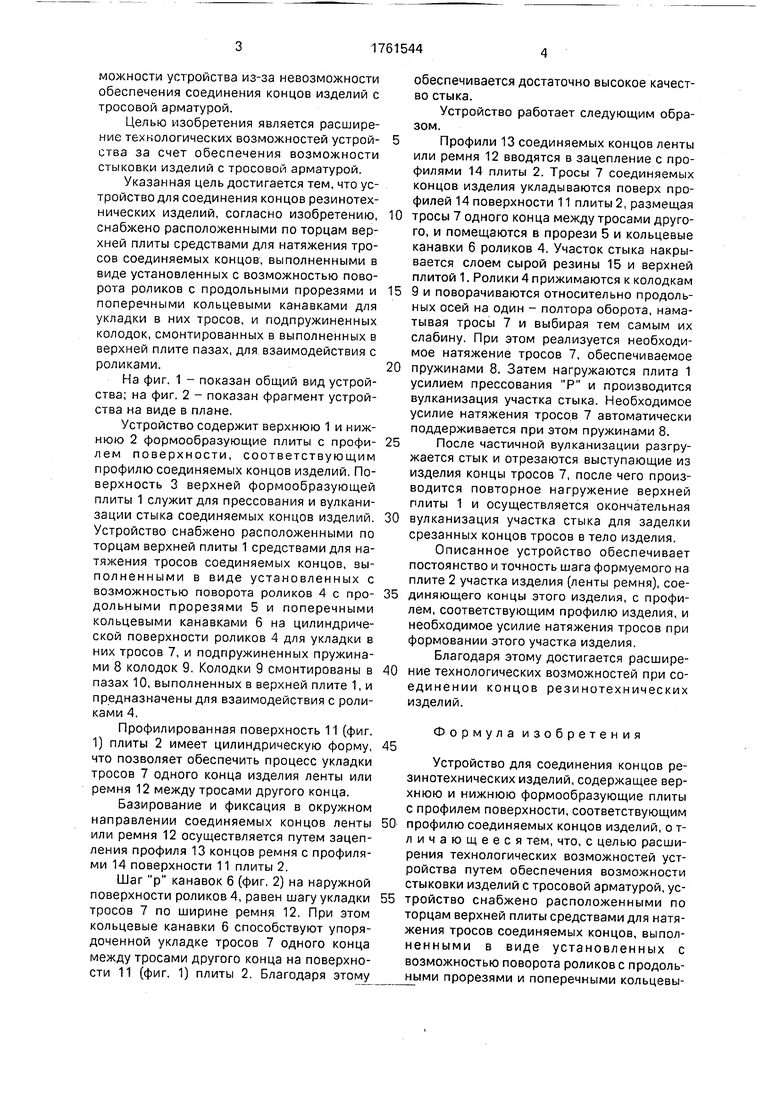
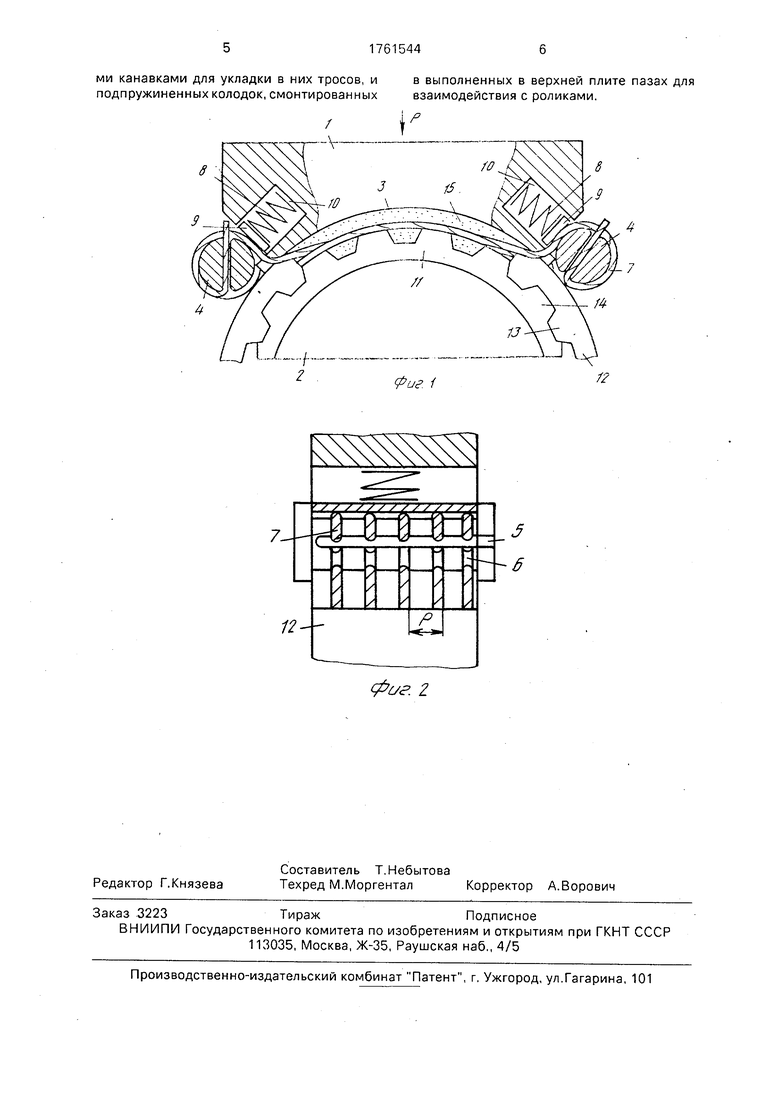
На фиг. 1 - показан общий вид устройства; на фиг. 2 - показан фрагмент устройства на виде в плане.
Устройство содержит верхнюю 1 и нижнюю 2 формообразующие плиты с профилем поверхности, соответствующим профилю соединяемых концов изделий. Поверхность 3 верхней формообразующей плиты 1 служит для прессования и вулканизации стыка соединяемых концов изделий. Устройство снабжено расположенными по торцам верхней плиты 1 средствами для натяжения тросов соединяемых концов, выполненными в виде установленных с возможностью поворота роликов 4 с продольными прорезями 5 и поперечными кольцевыми канавками 6 на цилиндрической поверхности роликов 4 для укладки в них тросов 7, и подпружиненных пружинами 8 колодок 9. Колодки 9 смонтированы в пазах 10, выполненных в верхней плите 1, и предназначены для взаимодействия с роликами 4.
Профилированная поверхность 11 (фиг. 1) плиты 2 имеет цилиндрическую форму, что позволяет обеспечить процесс укладки тросов 7 одного конца изделия ленты или ремня 12 между тросами другого конца.
Базирование и фиксация в окружном направлении соединяемых концов ленты или ремня 12 осуществляется путем зацепления профиля 13 концов ремня с профилями 14 поверхности 11 плиты 2.
Шаг р канавок 6 (фиг. 2) на наружной поверхности роликов 4, равен шагу укладки тросов 7 по ширине ремня 12. При этом кольцевые канавки 6 способствуют упорядоченной укладке тросов 7 одного конца между тросами другого конца на поверхности 11 (фиг. 1) плиты 2. Благодаря этому
обеспечивается достаточно высокое качество стыка.
Устройство работает следующим образом.
Профили 13 соединяемых концов ленты
или ремня 12 вводятся в зацепление с профилями 14 плиты 2. Тросы 7 соединяемых концов изделия укладываются поверх профилей 14 поверхности 11 плиты 2, размещая
тросы 7 одного конца между тросами другого, и помещаются в прорези 5 и кольцевые канавки 6 роликов 4. Участок стыка накрывается слоем сырой резины 15 и верхней плитой 1. Ролики 4 прижимаются к колодкам
9 и поворачиваются относительно продольных осей на один - полтора оборота, наматывая тросы 7 и выбирая тем самым их слабину. При этом реализуется необходимое натяжение тросов 7, обеспечиваемое
пружинами 8. Затем нагружаются плита 1 усилием прессования Р и производится вулканизация участка стыка. Необходимое усилие натяжения тросов 7 автоматически поддерживается при этом пружинами 8.
После частичной вулканизации разгружается стык и отрезаются выступающие из изделия концы тросов 7, после чего производится повторное нагружение верхней плиты 1 и осуществляется окончательная
вулканизация участка стыка для заделки срезанных концов тросов в тело изделия.
Описанное устройство обеспечивает постоянство и точность шага формуемого на плите 2 участка изделия (ленты ремня), соединяющего концы этого изделия, с профилем, соответствующим профилю изделия, и необходимое усилие натяжения тросов при формовании этого участка изделия.
Благодаря этому достигается расширение технологических возможностей при соединении концов резинотехнических изделий.
45
Формула изобретения
Устройство для соединения концов резинотехнических изделий, содержащее верхнюю и нижнюю формообразующие плиты с профилем поверхности, соответствующим
0 профилю соединяемых концов изделий, о т- личающееся тем, что, с целью расширения технологических возможностей устройства путем обеспечения возможности стыковки изделий с тросовой арматурой, ус5 тройство снабжено расположенными по торцам верхней плиты средствами для натяжения тросов соединяемых концов, выполненными в виде установленных с возможностью поворота роликов с продольными прорезями и поперечными кольцевыв
7Фиг 1
3 6
фиг. 2
| Пресс-форма для стыковки вулканизованных резиновых шнуров | 1976 |
|
SU626972A1 |
| Солесос | 1922 |
|
SU29A1 |
