Изобретение относится к обработке металлов давлением методом экструдирования и может быть использовано для производства труб.
Известен способ экструдирования труб путем распрессовки заготовки в цилиндрическом контейнере, прошивки ее иглой и выдавливания в кольцевое отверстие, образованное иглой и каналом матрицы (1).
Однако в известном способе распрессовку заготовки осуществляют осевым усилием. Это приводит к тому, что заготовка, которая имеет диаметр 5-10 мм меньше диаметра полости контейнера, начинает деформироваться и заполнять свободное пространство полости при значительном усилии распрессовки, часть металла заготовки при этом выдавливается в канал матрицы в виде пробки и уходят в отход, уменьшая выход годного.
Целью изобретения является повышение выхода годного при экструдировании труб.
Цель достигается тем, что распрессовку заготовки осуществляют радиальным обжатием, при .этом используют заготовку с диаметром больше диаметра контейнера. Радиальное обжатие обеспечивает полное запОлнение рабочей полости контейнера металлом, исключает при этом выдавливание металла в очко матрицы в виде пробки.
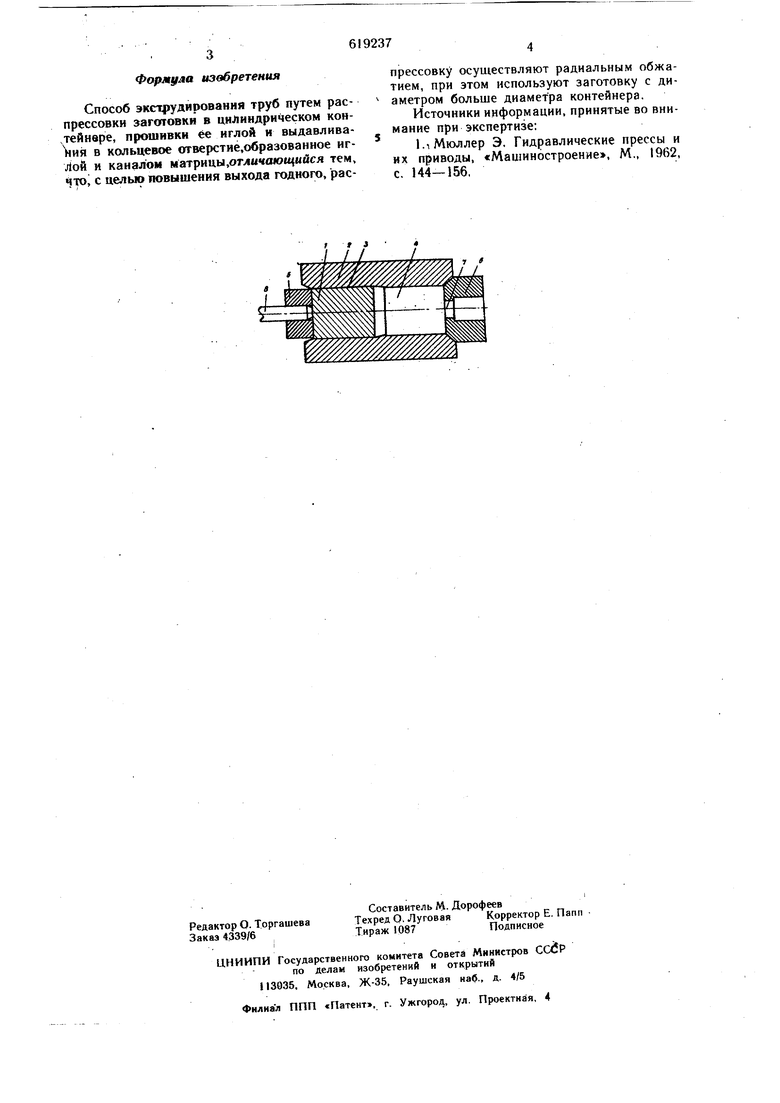
Способ показан на чертеже, .где изображено положение прессового инструмента и заготовки перед началом распрессовки.
Экструднрввание труб осуществляют следующим образом. Заготовку I помещают в ступенчатый контейнер 2, заходная ступень 3 которого имеет диаметр полости больший диаметра заготовки 1, а рабочая стуnetib 4 - меньший. Подачей прессшайбы 5 проталкивают заготовку I из заходиой ступени 3 в рабочую ступень 4 контейнера 2 и останавливают ее не дохоДя до матрицы 6. При этом происходит распрессовка заготовки 1 и полное заполнение ею полости рабочей ступени 3 за счет радиального обжатия без выдавливания излишков металла в канал 7 матрицы б в виде пробки. Затем распрессованную заготовку 1 промывают иглой 8 и осуществляют выдавливание трубы в кольцевое отверстие, образованное иглой б и каналом 7 матрицы 6.
Использование изобретения позволит увеличить выход годного при экструдироваиии 5 труб на 2-5%.
Формула изобретения
Способ экструдирования труб путем распрессовки заготовки в цилиндрическом кондейнвре, прошивки ее иглой и выдавлива ия в кольцевое отверстиё,образованное игЛой и каналом tiarpHUtt отличающийся тем. Что с целью повышения выхода годного, распрессовку осуществляют радиальным обжатием, при этом используют заготовку с диаметром больше диаметра контейнера.
Источники информации, принятые во внимание при экспертизе;
1.1 Мюллер Э. Гидравлические прессы и их приводы, «Машиностроение, М., 1962, с. 144-156,
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРЯМОГО ПРЕССОВАНИЯ ТРУБОПРОФИЛЬНОГО ИЗДЕЛИЯ | 2002 |
|
RU2238161C2 |
| СПОСОБ ПРЕССОВОЙ ПРОШИВКИ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2119396C1 |
| Способ управления работой прессового инструмента при экструдировании полых слитков | 1976 |
|
SU615975A1 |
| Способ прессования полых изделий на горизонтальных прессах | 1985 |
|
SU1477499A1 |
| Способ прессования труб | 2018 |
|
RU2693708C1 |
| Устройство для прессования прецизионных труб и способ прессования прецизионных труб с его использованием | 2015 |
|
RU2608110C1 |
| СПОСОБ ПРЕССОВАНИЯ ТРУБ БОЛЬШОГО ДИАМЕТРА | 1998 |
|
RU2146177C1 |
| СПОСОБ ПРЕССОВАНИЯ ПОЛОЙ ТРУБНОЙ ЗАГОТОВКИ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2108882C1 |
| Инструмент для многоканального экструдирования сплошных профилей | 1978 |
|
SU657885A1 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ТРУБ СО СВАРКОЙ | 2007 |
|
RU2340418C1 |
7
