Изобретение относится к производству строительных материалов, а именно к устройствам для перекладки свежеотформованных строительных изделий с формовочной машины на конвейер твердения.
Цель изобретения - снижение брака при перекладке изделий за счет обеспечения одновременного опирания двух поверхностей изделия.
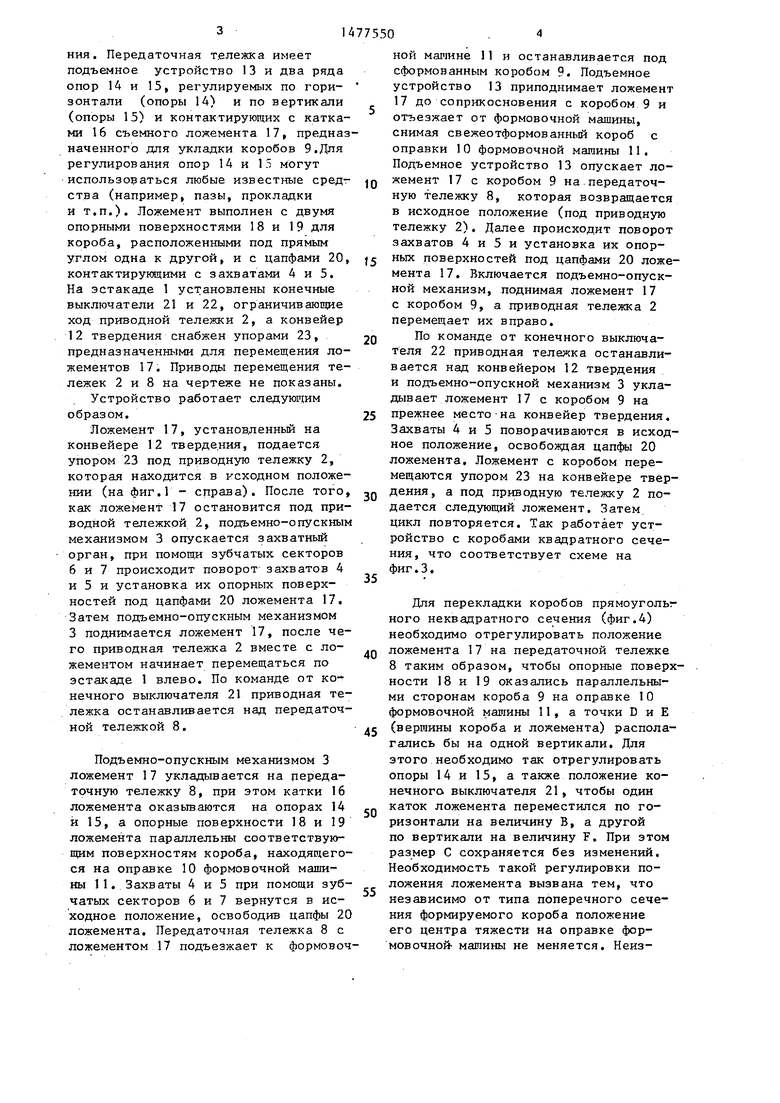
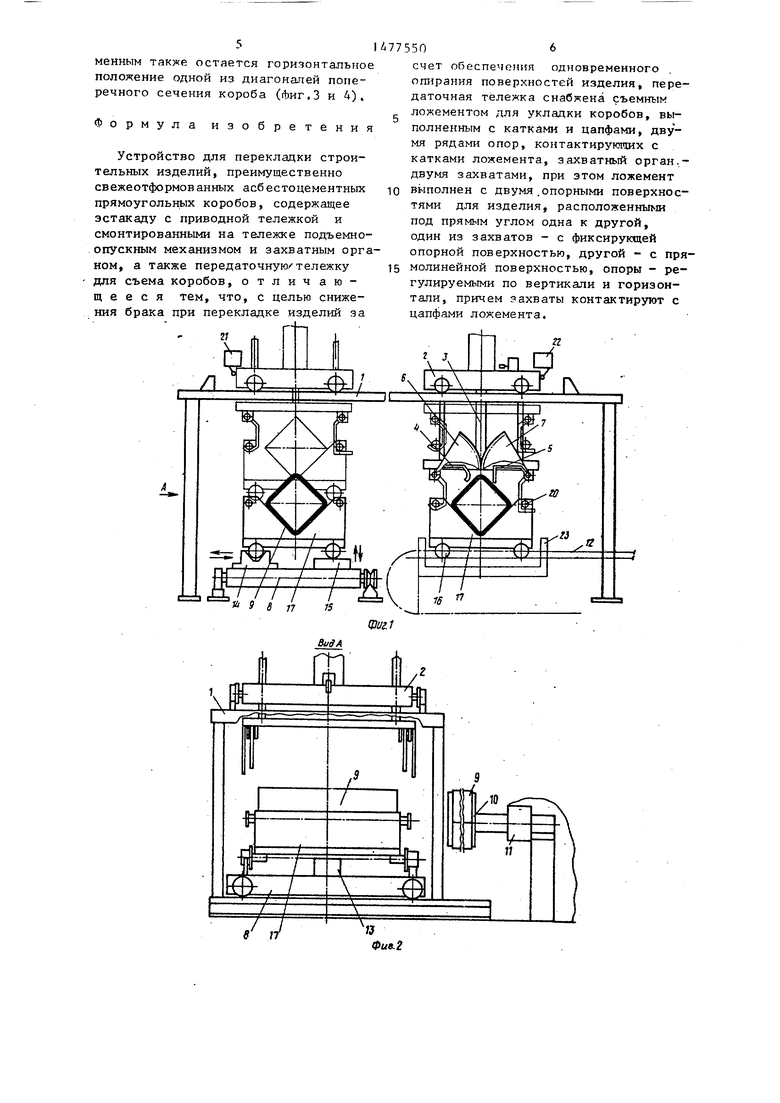
На фиг.1 изображено устройство, общий вид; на фиг.2 - вид А на фиг.1; на фиг.З - ложемент с коробом квадг- ратного сечения; на фиг.4 - то же, с коробом прямоугольного неквадратного сечения; на фиг.5 - начало опускания ложемента с коробом неквадратного сечения; на фиг.6 - окончание укладки ложемента с коробом неквадратного сечения.
Устройство для перекладки строительных изделий, преимущественно свежеотформованных асбестоцементных прямоугольных коробов, содержит эстакаду 1 с приводной тележкой 2, на которой смонтирован подъемно-опускной механизм 3 с захватным органом, имеющим захват 4 с фиксирующей опорной поверхностью и захват 5 с прямолинейной опорной поверхностью. Захваты закреплены на подъемно-опускном механизме шарнирно и соединены друг с другом посредством зубчатых секторов 6 и 7, имеющих привод поворота (не показан).
Под эстакадой 1 находится передаточная тележка 8 для съема свежеотформованных коробов 9 с оправки 10 формовочной машины 11 и передачи этих коробов на конвейер 12 твердеЈъ 4
sj
СП СЛ
ния. Передаточная тележка имеет подъемное устройство 13 и два ряда опор 14 и 15, регулируемых по гори- зонтали (опоры 14) и по вертикали (опоры 15) и контактирующих с катками 16 съемного ложемента 17, предназначенного для укладки коробов 9.Для регулирования опор 14 и 15 могут использоваться любые известные средства (например, пазы, прокладки и т.п.). Ложемент выполнен с двумя опорными поверхностями 18 и 19 для короба, расположенными под прямым углом одна к другой, и с цапфами 20, контактирующими с захватами 4 и 5. На эстакаде 1 установлены конечные выключатели 21 и 22, ограничивающие ход приводной тележки 2, а конвейер 12 твердения снабжен упорами 23, предназначенными для перемещения ложементов 17. Приводы перемещения тележек 2 и 8 на чертеже не показаны.
Устройство работает следующим образом.
Ложемент 17, установленный на конвейере 12 твердения, подается упором 23 под приводную тележку 2, которая находится в исходном положении (на фиг.1 - справа). После того, как ложемент 17 остановится под приводной тележкой 2, подъемно-опускным механизмом 3 опускается захватный орган, при помоши зубчатых секторов 6 и 7 происходит поворот захватов 4 и 5 и установка их опорных поверхностей под цапфами 20 ложемента 17. Затем подъемно-опускным механизмом 3 поднимается ложемент 17, после чего приводная тележка 2 вместе с ложементом начинает перемещаться по эстакаде 1 влево. По команде от конечного выключателя 21 приводная тележка останавливается над передаточной тележкой 8.
Подъемно-опускным механизмом 3 ложемент 17 укладывается на передаточную тележку 8, при этом катки 16 ложемента оказываются на опорах 14 и 15, а опорные поверхности 18 и 19 ложемента параллельны соответствующим поверхностям короба, находящегося на оправке 10 формовочной машины 1 1 . Захваты 4 и 5 при помощи зубчатых секторов 6 и 7 вернутся в исходное положение, освободив цапфы 20 ложемента. Передаточная тележка 8 с ложементом 17 подъезжает к формовоч0
5
0
5
0
5
0
5
0
5
ной машине 11 и останавливается под сформованным коробом 9. Подъемное устройство 13 приподнимает ложемент 17 до соприкосновения с коробом 9 и отъезжает от формовочной машины, снимая свежеотформованный короб с оправки 10 формовочной машины 11. Подъемное устройство 13 опускает ложемент 17 с коробом 9 на передаточную тележку 8, которая возвращается в исходное положение (под приводную тележку 2). Далее происходит поворот захватов 4 и 5 и установка их опорных поверхностей под цапфами 20 ложемента 17. Включается подъемно-опускной механизм, поднимая ложемент 17 с коробом 9, а приводная тележка 2 перемещает их вправо.
По команде от конечного выключателя 22 приводная тележка останавливается над конвейером 12 твердения и подъемно-опускной механизм 3 укладывает ложемент 17 с коробом 9 на прежнее место на конвейер твердения. Захваты 4 и 5 поворачиваются в исходное положение, освобождая цапфы 20 ложемента. Ложемент с коробом перемещаются упором 23 на конвейере твердения, а под приводную тележку 2 подается следующий ложемент. Затем цикл повторяется. Так работает устройство с коробами квадратного сечения, что соответствует схеме на фиг.3.
Для перекладки коробов прямоуголы ного неквадратного сечения (фиг.4) необходимо отрегулировать положение ложемента 17 на передаточной тележке 8 таким образом, чтобы опорные поверхности 18 и 19 оказались параллельными сторонам короба 9 на оправке 10 формовочной машины 11, а точки D и Е (вершины короба и ложемента) располагались бы на одной вертикали. Для этого необходимо так отрегулировать опоры 14 и 15, а также положение конечного выключателя 21, чтобы один каток ложемента переместился по горизонтали на величину В, а другой по вертикали на величину F. При этом размер С сохраняется без изменений. Необходимость такой регулировки положения ложемента вызвана тем, что независимо от типа поперечного сечения формируемого короба положение его центра тяжести на оправке формовочной- машины не меняется. Неиз51
менным также остается горизонтальное положение одной из диагонапей поперечного сечения короба (фиг.З и 4).
Формула изобретения
Устройство для перекладки строительных изделий, преимущественно свежеотформованных асбестоцементных прямоугольных коробов, содержащее эстакаду с приводной тележкой и смонтированными на тележке подъемно- опускным механизмом и захватным органом, а также передаточную/тележку для съема коробов,отличающее с я тем, что, с целью снижения брака при перекладке изделий за
2Г
Jll / 9 8 Т7
775506
счет обеспечения одновременного опирания поверхностей изделия, передаточная тележка снабжена съемным ложементом для укладки коробов, выполненным с катками и цапфами, двумя рядами опор, контактирующих с катками ложемента, захватный орган.- двумя захватами, при этом ложемент 10 выполнен с двумя.опорными поверхностями для изделия, расположенными под прямым углом одна к другой, один из захватов - с фиксирующей опорной поверхностью, другой - с пря- 15 молинейной поверхностью, опоры - регулируемыми по вертикали и горизонтали, причем захваты контактируют с цапфами ложемента.
П
| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегат прерывно-поточного производства строительных изделий | 1980 |
|
SU998118A1 |
| Устройство для приема и транспортирования штабелей асбестоцементных изделий | 1986 |
|
SU1351790A1 |
| Технологическая линия для изготовления объемных элементов | 1978 |
|
SU772856A1 |
| Устройство для замены роликоопор на конвейере | 1983 |
|
SU1084205A1 |
| Конвейерная линия для изготовления строительных изделий | 1980 |
|
SU897517A1 |
| Конвейерная линия для изготовления железобетонных изделий | 1981 |
|
SU961964A1 |
| Кантователь | 1986 |
|
SU1407991A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМИРОВАННОГО СТРОИТЕЛЬНОГО МАТЕРИАЛА И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННОГО СТРОИТЕЛЬНОГО МАТЕРИАЛА | 1994 |
|
RU2100190C1 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2011 |
|
RU2490120C1 |
| Технологическая линия для изготовления строительных изделий | 1980 |
|
SU903113A1 |
Изобретение относится к производству строительных материалов, а именно к устройствам для перекладки свежеотформованных строительных изделий с формовочной машины на конвейер твердения. Изобретение позволяет снизить брак при перекладке изделий за счет обеспечения одновременного опирания двух поверхностей изделия благодаря тому, что передаточная тележка снабжена съемным ложементом для укладки коробов, выполненным с катками и цапфами, и двумя опорными поверхностями для изделия, расположенными под прямым углом одна к другой, причем захваты контактируют с цапфами ложемента. 6 ил.
Bug A
I Ш I.
Фи.2
Фие.5
Фиг, 6
| Технологическая линия для изготов-лЕНия СТРОиТЕльНыХ издЕлий | 1979 |
|
SU814744A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
