Изобретение относится к переработке композиционных материалов методом намотки и может быть использовано в различных отраслях народного хозяйства при производстве криволинейных трубчатых изделий.
Целью изобретения является расширение технологических возможностей установки.
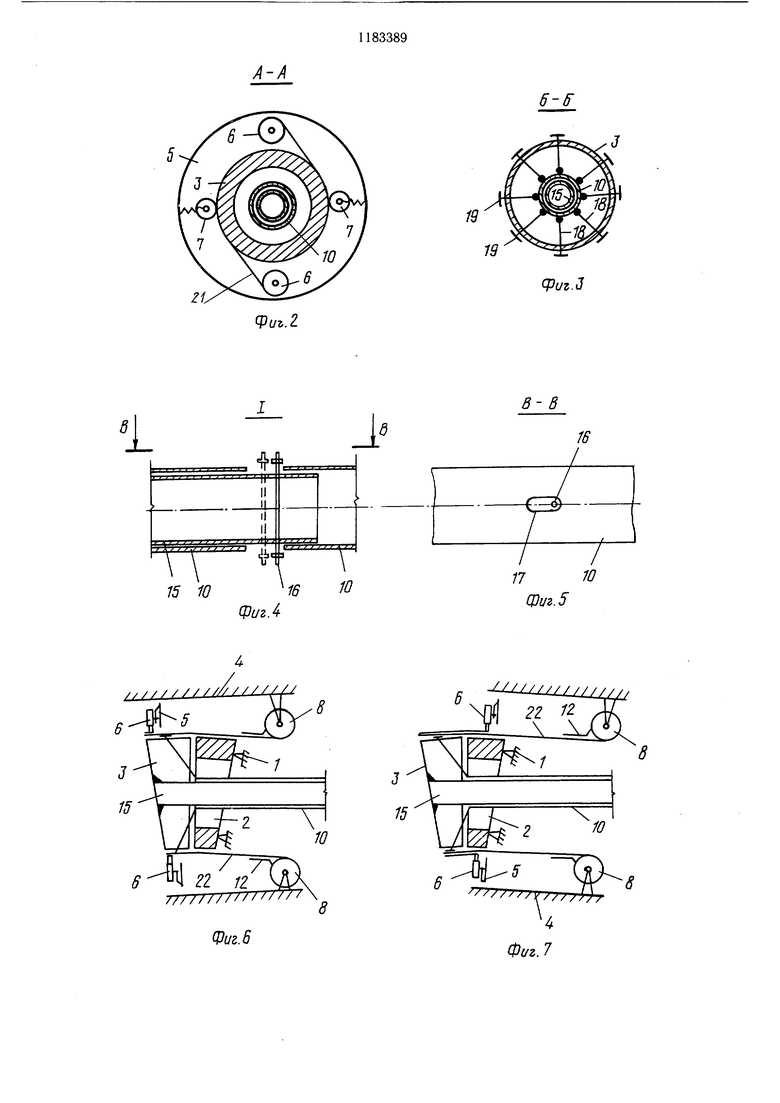
На фиг. 1 изображена установка, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - узел I на фиг. 1; на фиг. 5 - разрез В-В на фиг. 4; на фиг. 6 - положение укладчика в начале намотки трубы; на фиг. 7 - то же, при заключительном цикле намотки начального участка трубы; на фиг. 8 - цикл протяжки с поворотом участка трубы; на фиг. 9 - положение секций оправки после цикла протяжки с поворотом участка трубы.
Установка содержит станину 1, оправку в виде двух состыкованных секций: неподвижной 2 и подвижной 3, намоточный механизм, состоящий из корпуса 4, вращающегося от привода (не показан) кольца 5, установленных на кольце катущек 6 со стеклолентой окружного армирования, прикатывающих роликов 7, смонтированных на корпусе 4 катушек 8 со стеклолентой продольного армирования, колено-толкатель, состоящий из двух плеч 9 и 10, привод тянущего механизма 11, направляющие 12, полимеризационные камеры 13 и отрезное устройство 14. Плечо 10 колена-толкателя содержит телескопический наконечник 15, перемещение которого внутри плеча 10 ограничено щпилькой 16, закрепленной в наконечнике 15, и овальным отверстием 17 в плече 10. Выступающий конец наконечника 15 жестко соединен с подвижной секцией 3 оправки.
На конце плеча 10 шарнирно закреплены стержни 18, которые проходят в отверстия в подвижной секции 3 оправки. На выступающих из секции 3 концах стержней 18 закреплены упоры 19. Конец плеча 9 коленатолкателя щарнирно закреплен к станине 1 с помощью оси 20, которая совмещена с центром кривизны оси изготовляемой трубы.
Для намотки применяют пропитанные стеклоленты 21 и 22. На выходе с установки получают готовое изделие в виде непрерывной криволинейной трубы 23.
Установка работает следующим образом.
В начале намотки трубы -секции 2 и 3 оправки сближены, корпус 4 намоточного
механизма смещен на наружный край подвижной секции 3 оправки (фиг. 6). В намоточное устройство заправляют катушки 6 с заранее пропитанными лентами 21 окружного армирования и катущки 8 с лентами 22 продольного армирования. Ленты 22 укладывают по периметру оправки и включают привод намоточного механизма, который вращает кольцо 5 и наматывает ленты 21, уплотняя их вместе с лентами 22 прикатывающими роликами 7. Затем намоточный механизм смещают приводом смещения в положение, показанное на фиг. 7, т.е. на неподвил ную секцию 2 оправки и продолжают окружную намотку лент 21 поверх лент 22.
с После формования трубы на неподвижной секции 2 включают привод тянущего механизма 11, который поворачивает колено-толкатель относительно оси 20 против часовой стрелки, конец плеча 10 смещается влево и выдвигает стержни 18 с упорами 19, в результате распирается наформованный на секции 3 участок трубы 23.
Затем, когда шпилька 16 доходит вправо (фиг. 4 и 5) до края овального отверстия 17, при дальнейшем ходе влево плечо 10 производит перемещение с поворотом наклнечника 15 вместе с секцией 3 и готовым участком трубы по окружности радиуса, равного радиусу кривизны изготовляемой трубы (фиг. 8). Затем при обратном ходе коленатолкателя в первую очередь сместится вправо плечо 10, которое вытягивает стержни 18 и освобождает от разжима упорами 19 готовый участок трубы. При дальнейшем ходе плеча 10 вправо левый конец овального отверстия 17 смещается до упора в шпильку 16 и тянет за собой наконечник 15 с подвижной секцией 3 оправки. Секции 2 и 3 снова сближаются (фиг. 9). При следующем ходе колена-толкателя влево протягивается с поворотом очередной участок трубы. В это время на неподвижной секции 2 наформовыд вается новый участок трубы, цикл повторяется. В результате на двух коротких секциях оправки непрерывно формуется криволинейная труба. На выходе сформированная труба проходит через полимеризационные камеры 13 и отрезается на участки требуемой
5 длины отрезным устройством 14.
Предлагаемая установка позволяет непрерывно изготавливать криволинейные трубы. При этом не требуется сложных криволинейных оправок на всю длину трубы. Процесс изготовления легко может быть автоматизирован.
фyг.J

УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНЫХ ТРУБ ИЗ СТЕКЛОПЛАСТИКА, включающая смонтированные на станине оправку в виде состыкованных секций, механизмы / . Х ее перемещения с приводом, укладчик стеклопластика, камеру полимеризации и отрезное устройство, отличающаяся тем, что, с целью расширения технологических возможностей, механизм перемещения оправки выполнен в виде смонтированного с возможностью поворота относительно установленной в центре кривизны оправки оси двуплечего коленообразного толкателя, одно плечо которого снабжено телескопическим наконечником с радиальными щарнирно закрепленными на нем рычагами, несущими упоры и проходящими через отверстия в жестко соединенной с его концом секции оправки, причем другая секция оправки установлена неподвижно в зоне намотки. (Я 00 со оо 00 ;о Фиг. 1 Г5/
///// ///////
8
.
10
Д1
22 12.
7//////
(Риг. 6
Фиг. 8
| Стеклопластики | |||
| Под ред | |||
| Ф | |||
| Моргана, Иностранная литература, 1961, с | |||
| Льночесальная машина | 1923 |
|
SU245A1 |
| Полуавтоматическая линия для производства стеклопластиковых изделий методом намотки | 1975 |
|
SU729075A1 |
| Солесос | 1922 |
|
SU29A1 |
