1
Изобретение относится к сварке, в частности к контактной рельефной сварке, и может найти применение при соединении фланца с кольцевым рельефом и листа в конструкциях узлов различного назначения.
Цель изобретения - повышение стабильности свойств сварного соединения листа с фланцем, имеющим конструкцию, не допускающую токоподвод по всей поверхности его торца,, и снижение металлоемкости фланца.
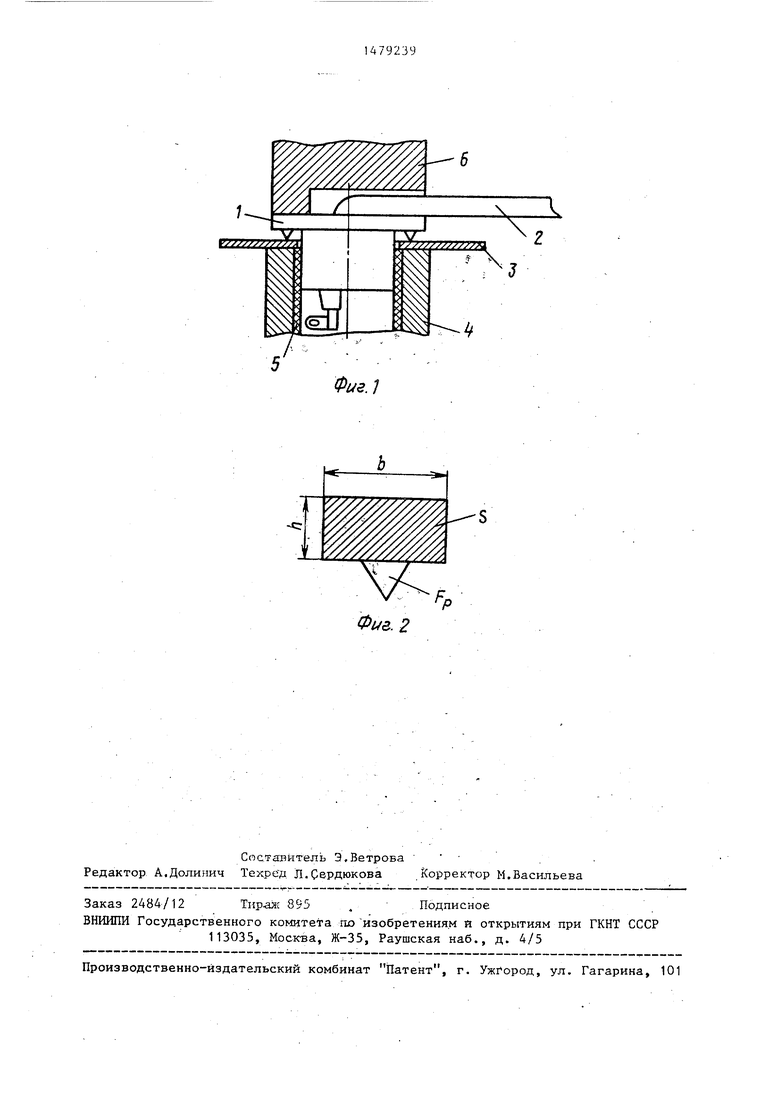
На фиг.1 показана схема сварки фланца с кольцевым рельефом и листа на фиг.2 - сечение фланца.
Конструктивные особенности алан- цев, соединяемых с листом, не позволяют осуществить токоподвод по всему периметру фланца из-за наличия на его поверхности различных деталей. В этом случае для обеспечения
(Л
с:
токоподвода на рабочей поверхности электрода предусматривают специальные пазы для выхода имеющихся на фланце деталей.
В местах пазов фланец прогибается. Возникающий прогиб в месте паза не должен превышать определенной величины, так как усилие сжатия электродов должно передаваться за счет жесткости фланца.
Способ рельефной контактной сварки фланца с листом, согласно которому фланец с кольцевым рельефом устанавливают на лист, прикладывают давление и пропускают импульс сварочного тока, основан на том, что толщина фланца должны более, чем в 5 раз превышать площадь поперечного сечения рельефа, и момент инерции поперечного сечения фланца должен находиться в интервале
Јь
СО 1C
GO СО
API
I ( 1U
АРГ
где Е - модуль упругости,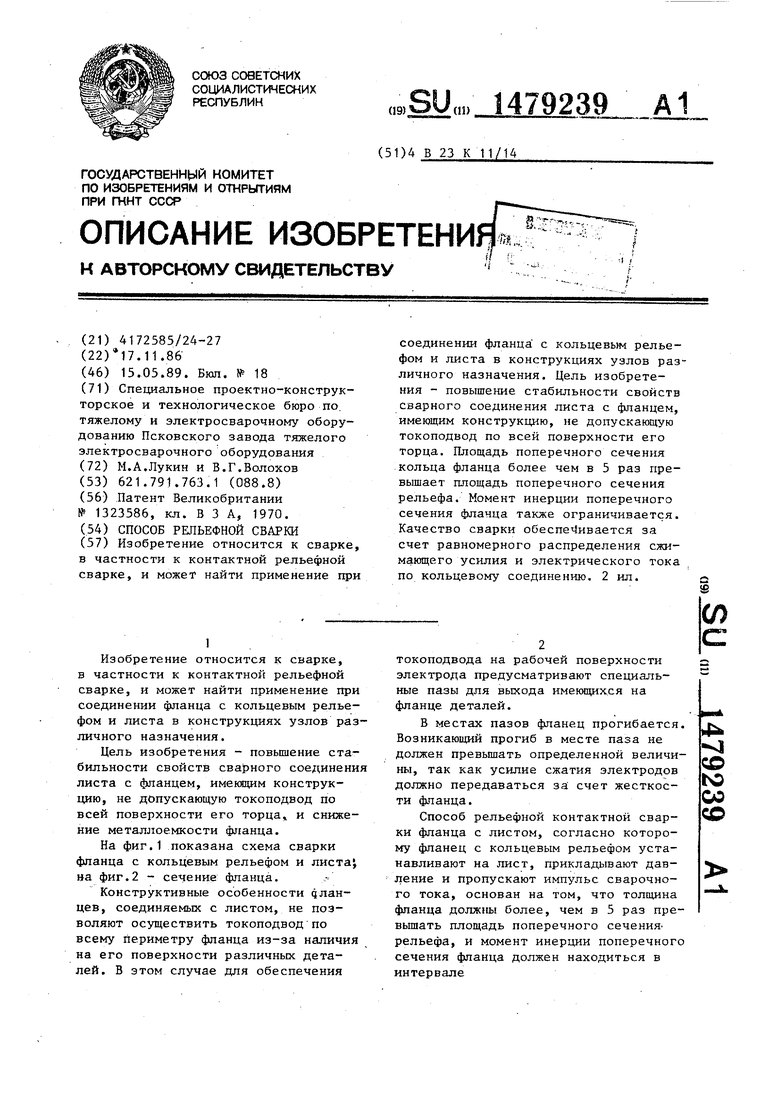

| название | год | авторы | номер документа |
|---|---|---|---|
| МАГНИТОПРОВОД И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2035822C1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СВАРКИ | 1992 |
|
RU2019371C1 |
| СПОСОБ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1999 |
|
RU2148483C1 |
| Способ соединения сваркой стержня с пластиной в тавр | 1983 |
|
SU1174212A1 |
| Способ рельефной сварки | 1985 |
|
SU1306668A1 |
| Способ контактной рельефной сварки листа с деталью | 1987 |
|
SU1609578A1 |
| СПОСОБ КОНТАКТНОЙ ТОЧЕЧНОЙ МИКРОСВАРКИ | 2002 |
|
RU2225780C2 |
| Способ контактной рельефной сварки | 1989 |
|
SU1742005A1 |
| Способ рельефной сварки Т-образных соединений | 1985 |
|
SU1368135A1 |
| Способ контактной рельефной сварки | 1989 |
|
SU1611641A1 |
Изобретение относится к сварке, в частности к контактной рельефной сварке, и может найти применение при соединении фланца с кольцевым рельефом и листа в конструкциях узлов различного назначения. Цель изобретения - повышение стабильности свойств сварного соединения листа с фланцем, имеющим конструкцию, не допускающую токоподвод по всей поверхности его торца. Площадь поперечного сечения кольца фланца более чем в 5 раз превышает площадь поперечного сечения рельефа. Момент инерции поперечного сечения фланца также ограничивается. Качество сварки обеспечивается за счет равномерного распределения сжимающего усилия и электрического тока по кольцевому соединению. 2 ил.
&P - уделиное давление, равное частному от деления усилия сжатия электродов на площадь поверхности детали, воспринимающей это усилие, кг/мм2,
Е - модуль упругости материала фланца, кг/мм2,
1 - протяженность участка фланI ца без токоподвода, мм, момент инерции, мм 4.
При значении момента инерции I
4Р14 больше 10 -- фланец неоправданно
т , Р14
утолщается, при I --- происходит
Јj
непройар, вследствие выплеска металла рельефа из-за недостаточного давления в местах под пазом электрода.
Большой интервал значений I объясняется тем, что на жестких режимах сварки глубина разогрева детали меньше, а сопротивление деформации выше. С увеличением длительности нагрева деталей сопротивляемость сечения фланца к деформациям уменьшается.
Способ осуществляют устройством.
Пример. Фланец 1 электронагревателя с трубкой 2 устанавливают в отверстие листа боковины 3 и совместно размещают в отверстие нижнего электрода 4, снабженного для исключения шунтирования диэлектрической втулкой 5. После этого опускают верхний электрод 6 так,чтобы трубки вошли в паэы электрода 6. Прикладывают сжимающее усилие и пропускают электрический ток, при этом толщина фланца h 3 мм, ширина Ъ 6 мм, момент
- bh 6-27 ,, , 4 инерции I -Г7Г- ,j - мм ,
площадь поперечного сечения фланца 18 мм2, площадь поперечного сечения рельефа F рельефа 2 мм2, ширина паза 9 мм, удельное давление сжатия АР 7,6 кг/мм2.
4
API
7,7-Ь561 2-10 4
2S5 мм
10
ЛРГ Е
25 мм4 2,5 I 25.
0
5
0
5
0
5
Таким образом, оптимальным-.диапа- зоном является 2,3 h 3,6.
Использование изобретения позволяет обеспечить одинаково высокое качество сварки в любой точке кольцевого рельефа за счет равномерного распределения сжимающего усилия электрического тока по кольцевому соединению, гарантированную герметизацию, отказаться от механического крепления соединяемых деталей, устранить ручной труд.
Формула изобретения
Способ рельефной сварки фланца с листом, при котором фланец, выполненный с кольцевым рельефом, накладывают на лист, прикладывают сварочное усилие и пропускают импульс сварочного тока, отличающийся тем, что, с целью повышения стабильности свойств сварного соединения листа с фланцем, имеющим конструкцию, не допускающую токоподвод по всей поверхности его торца, фланец выполняют с поперечным сечением его кольца, более чем в пять раз превышающим площадь поперечного сечения рельефа, и с моментом инерции его поперечного сечения, лежащим в пределах
4Р14
I 10
ЛРГ
где AT - удельное давление, равное частному от деления усилия сжатия электродов на площадь поверхности детали, воспринимающей это усилие, кг/мм2,
модуль упругости материала фланца, кг/мм2, протяженность участка фланца без токоподвода, мм,
Е
1
. I
- момент инерции, мм
Фиг.1
Фив. 2
| Устройство для охлаждения изделий | 1985 |
|
SU1323586A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
