Изобретение относится к производству сварных прямошовных труб и может быть использовано преимущественно в трубосварочных цехах металлур- гической промышленности.
Целью изобретения является обеспечение автоматического ориентирования сварочных головок по шву при приварке к торцу листа выводных планок
На чертеже изображено устройство для сварки, общий вид
На основании 1 смонтирована поворотная стойка 2, на которой закреплены два рычага 3, на концах кото- рых установлены роликовые упоры 4, 5 и балка 6. На концах балки 6 установлены направляющие 7, на которых смонтированы сварочные головки 8, 9 с возможностью перемещения по на- правляющим 7 вдоль балки 6. Заготовка 10 с прихваченными к ней выводными планками 11 располагается на рольганге 12, снабженном боковыми упорами 13. Электроды сварочных голо- вок 8, 9 расположены в одной плоскости с образующими роликовых упоров 4, 5, ближайшими к рольгангу 12.
Устройство работает следующим об- разом.
Заготовку 10 подают под сварку по рольгангу 12. При касании торцом заготовки одного из роликовых упоро 4 или 5 поворотная стойка поворачи- вается вокруг вертикальной оси до касания торца заготовки вторым роликовым упором. В этот момент заготовка останавливается, а сварочные головки оказываются установленными над ее торцом, готовые к сварке шва, соединяющего с ним выводные планки.
Использование изобретения позволит повысить производительность за счет автоматизации ориентирования сварочных головок на шву.
Формула изобретения
Устройство для оварки, содержащее основание,смонтированные на основании поворотную стойку, две консоли, одна из которых жестко соединена с поворотной стойкой, роликовые упоры, связанные с консолями, механизм подачи изделия, смонтированный на основании с возможностью воздействия на подвижные упоры, и сварочные головки, смонтированные на концах консолей, отличающееся тем, что, с целью обеспечения автоматического ориентирования сварочных головок по шву при приварке к торцу места выводных планок, устройство снабжено двумя рычагами, каждый из которых жестко соединен одним концом с поворотной стойкой и расположен на уровне плоскости подачи изделия симметрично плоскости симметрии устройства, проведенной через ось поворота стойки, свободные концы рычагов смещены в сторону механизма подачи изделий, роликовые упоры смонтированы на свободных концах рычагов, консоли расположены в линию и связаны между собой жестко, образуя балку, а сварочные головки смонтированы подвижно с возможностью перемещения вдоль консолей, при этом оси сварочных головок расположены в плоскости, проведенной через образующие роликовых упоров, наиболее близкие к механизму подачи изделий.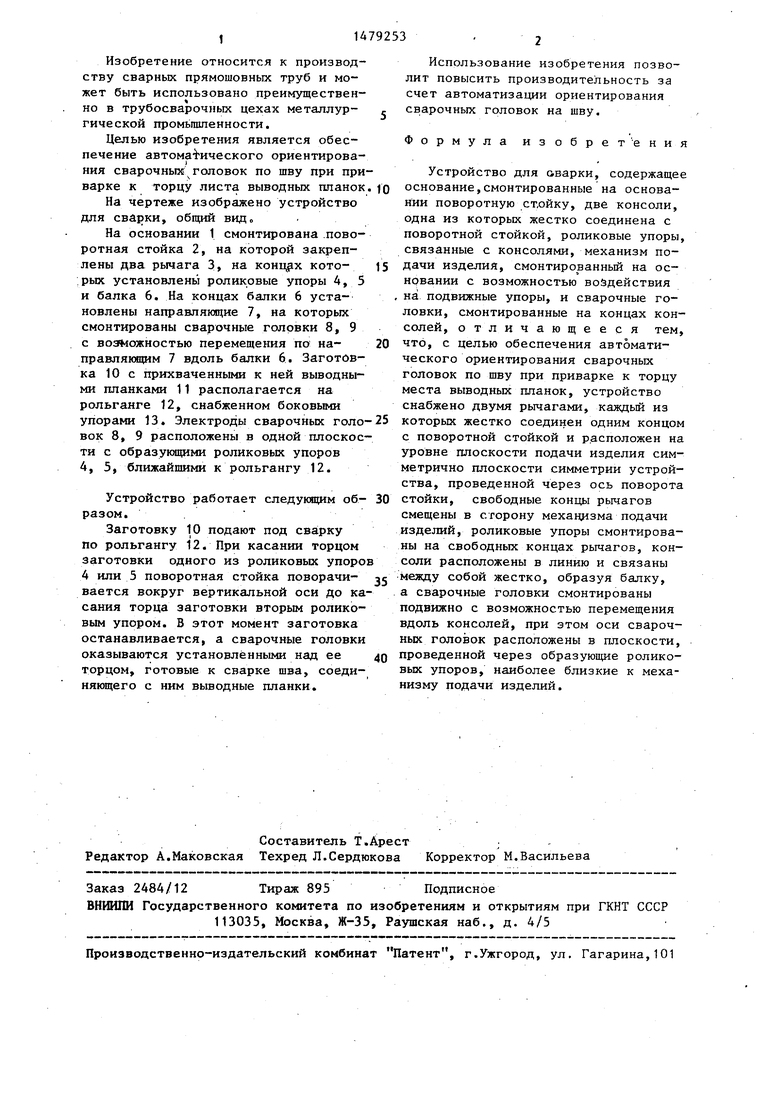
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки | 1991 |
|
SU1815098A1 |
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ | 2006 |
|
RU2344011C2 |
| Стан для изготовления прямошовных труб | 1990 |
|
SU1755991A1 |
| Стан для сборки и сварки прямошовных труб | 2017 |
|
RU2635649C1 |
| СБОРОЧНО-СВАРОЧНЫЙ СТАН | 2007 |
|
RU2359799C2 |
| Устройство Петрова для сборки и сварки кожухов центробежных вентиляторов | 1985 |
|
SU1291344A1 |
| Установка для дуговой сварки полос встык | 1979 |
|
SU785007A1 |
| СТАН ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ДВУХШОВНЫХ ТРУБ | 2005 |
|
RU2296024C2 |
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА КОНЕЧНОЙ ДЛИНЫ | 2002 |
|
RU2215605C2 |
| Проходной стан для сварки внутреннего продольного шва труб | 1990 |
|
SU1808438A1 |
Изобретение относится к производству сварных прямошовных труб и может быть использовано преимущественно в трубосварочных цехах металлургической промышленности. Цель изобретения - обеспечение автоматического ориентирования сварочных головок по шву. На основании 1 смонтирована поворотная стойка 2, снабженная двумя рычагами 3 с роликовыми упорами 4,5. На поворотной стойке 2 закреплена балка 6, на концах которой смонтированы сварочные головки 8,9. При подаче заготовки 10 в зону сварки торец ее воздействует на роликовые упоры 4,5 и поворачивает балку 6, ориентируя сварочные головки 8, 9 по швам, лежащим в плоскости торца заготовки 10, так как электроды сварочных головок расположены в вертикальной плоскости, проведенной через образующие роликовых упоров 4,5. Момент остановки заготовки используется как сигнал для начала автоматического цикла операций, включающего перемещение головок после зажатия выводных планок. 1 ил.
| Установка для сборки и сваркипРОдОльНыХ шВОВ ОбЕчАЕК | 1978 |
|
SU799934A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Авторское свидетельство СССР № 755483, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
