пендикулярной продольной оси установки, что требует симметричного расположения двух Г-образных рычагов для удержания раздельно левой или правой продольной кромки обечайки, значительно усложняет конструкцию стенда и снижает надежность его работы.
Цель изобретения - упрощение конструкции.
С этой целью Г-образный поворотный рычаг шарнирно установлен на неподвижном торцовом упоре и соединен с подвижным упором посредством подпружиненной тяги.
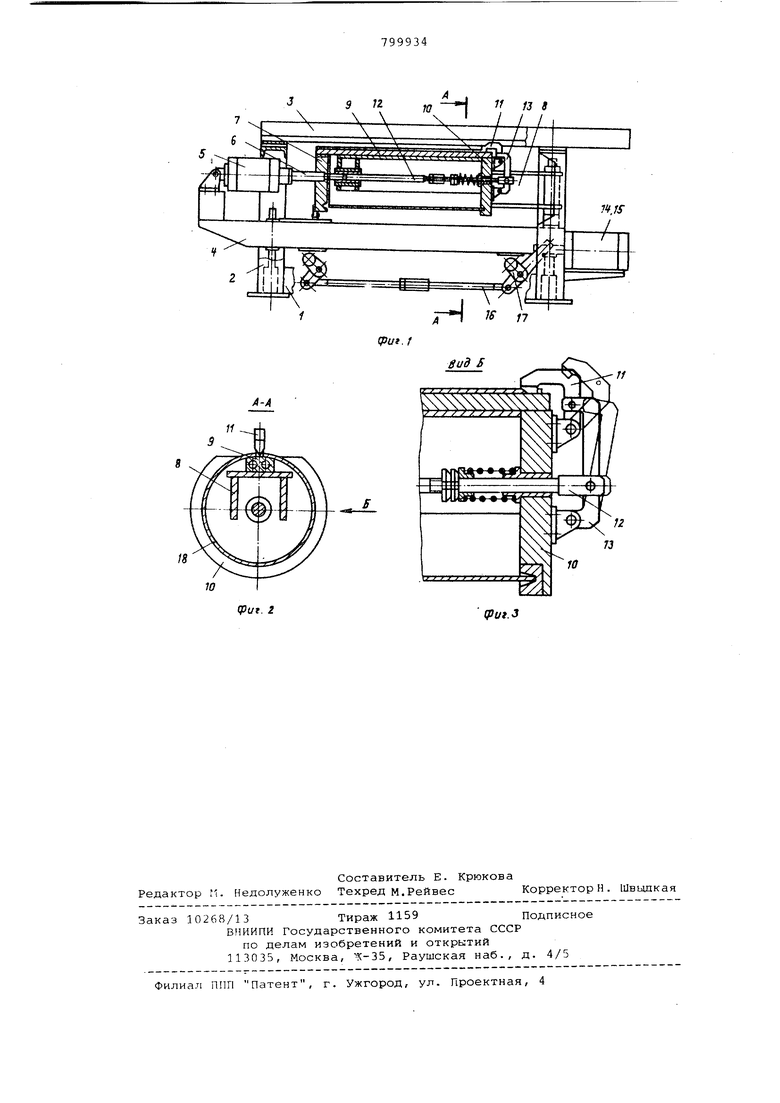
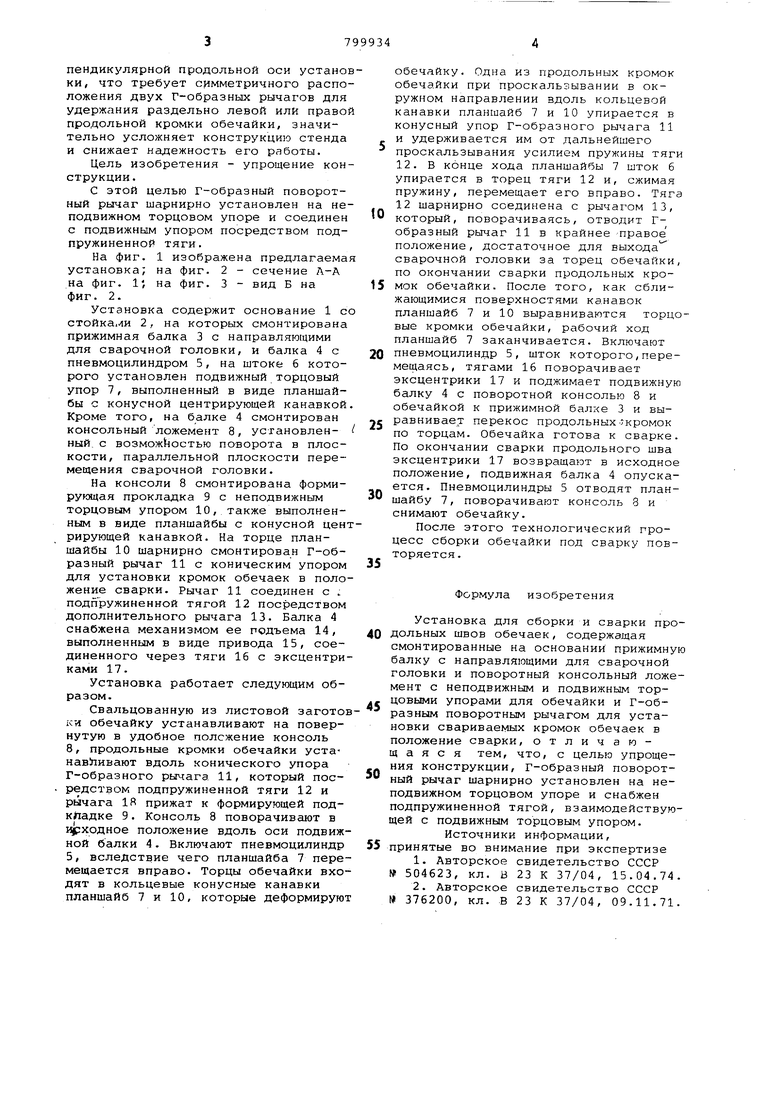
На фиг. 1 изображена предлагаемая установка; на фиг. 2 - сечение Л-А на фиг. 1; на фиг. 3 - вид Б на фиг. 2.
Установка содержит основание 1 со стойка,ли 2, на которых смонтирована прижимная балка 3 с направляющими для сварочной головки, и балка 4 с пневмоцилиндром 5, на штоке 6 которого установлен подвижный торцовый упор 7, выполненный в виде планшайбы с конусной центрирующей канавкой. Кроме того, на балке 4 смонтирован консольный ложемент 8, установленный, с возможностью поворота в плоскости, параллельной плоскости перемещения сварочной головки.
На консоли 8 смонтирована формирующая прокладка 9 с неподвижным торцовым упором 10, также выполненным в виде планшайбы с конусной центрирующей канавкой. На торце планшайбы 10 шарнирно смонтирован Г-образный рычаг 11 с коническим упором для установки кромок обечаек в положение сварки. Рычаг 11 соединен с . подп ружиненной тягой 12 посредством дополнительного рычага 13. Балка 4 снабжена механизмом ее подъема 14, выполненным в виде привода 15, соединенного через тяги 16 с эксцентриками 17.
Установка работает следующим образом.
Свальцованную из листовой заготовки обечайку устанавливают на повернутую в удобное положение консоль 8, продольные кромки обечайки устанав1пивают вдоль конического упора Г-образного рычага 11, который посредством подпружиненной тяги 12 и рычага 18 прижат к формирующей подкладке 9. Консоль 8 поворачивают в 1 ходное положение вдоль оси подвижной балки 4. Включают пневмоцилиндр 5, вследствие чего планшайба 7 перемещается вправо. Торцы обечайки входят в кольцевые конусные канавки планшайб 7 и 10, которые деформируют
обечайку. Одна из продольных кромок обечайки при проскальзывании в окружном направлении вдоль кольцевой канавки планшайб 7 и 10 упирается в конусный упор Г-образного рычага 11 и удерживается им от дальнейшего проскальзывания усилием пружины тяги 12. В конце хода планшайбы 7 шток 6 упирается в торец тяги 12 и, сжимая пружину, перемещает его вправо. Тяга 12 шарнирно соединена с рычагом 13, который, поворачиваясь, отводит Г- образный рычаг 11 в крайнее правое положение, достаточное для выхода сварочной головки за торец обечайки, по окончании сварки продольных кромок обечайки. После того, как сближающимися поверхностями канавок планшайб 7 и 10 выравниваются торцовые кромки обечайки, рабочий ход планшайб 7 заканчивается. Включают пневмоцилиндр 5, шток которого,перемещаясь, тягами 16 поворачивает эксцентрики 17 и поджимает подвижную балку 4 с поворотной консолью 8 и обечайкой к прижимной балке 3 и выравнивает перекос продольных-;кромок по торцам. Обечайка готова к сварке. По окончании сварки продольного шва эксцентрики 17 возвращают в исходное положение, подвижная балка 4 опускается. Пневмоцилиндры 5 отводят планшайбу 7, поворачивают консоль 8 и снимают обечайку.
После этого технологический процесс сборки обечайки под сварку повторяется .
Формула изобретения
Установка для сборки и сварки продольных швов обечаек, содержащая смонтированные на основании прижимную балку с направляющими для сварочной головки и поворотный консольный ложемент с неподвижным и подвижным торцовыми упорами для обечайки и Г-образным поворотным рычагом для установки свариваемых кромок обечаек в положение сварки, отличающаяся тем, что, с целью упрощения конструкции, Г-образный поворотный рычаг шарнирно установлен на неподвижном торцовом упоре и снабжен подпружиненной тягой, взаимодействующей с подвижным торцовым упором.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР
№ 504623, кл. В 23 К 37/04, 15.04.74.
2.Авторское свидетельство СССР
376200, кл. В 23 К 37/04, 09.11.71.
А-А
/Г
18
фу. г
вид S
12
73
(put.3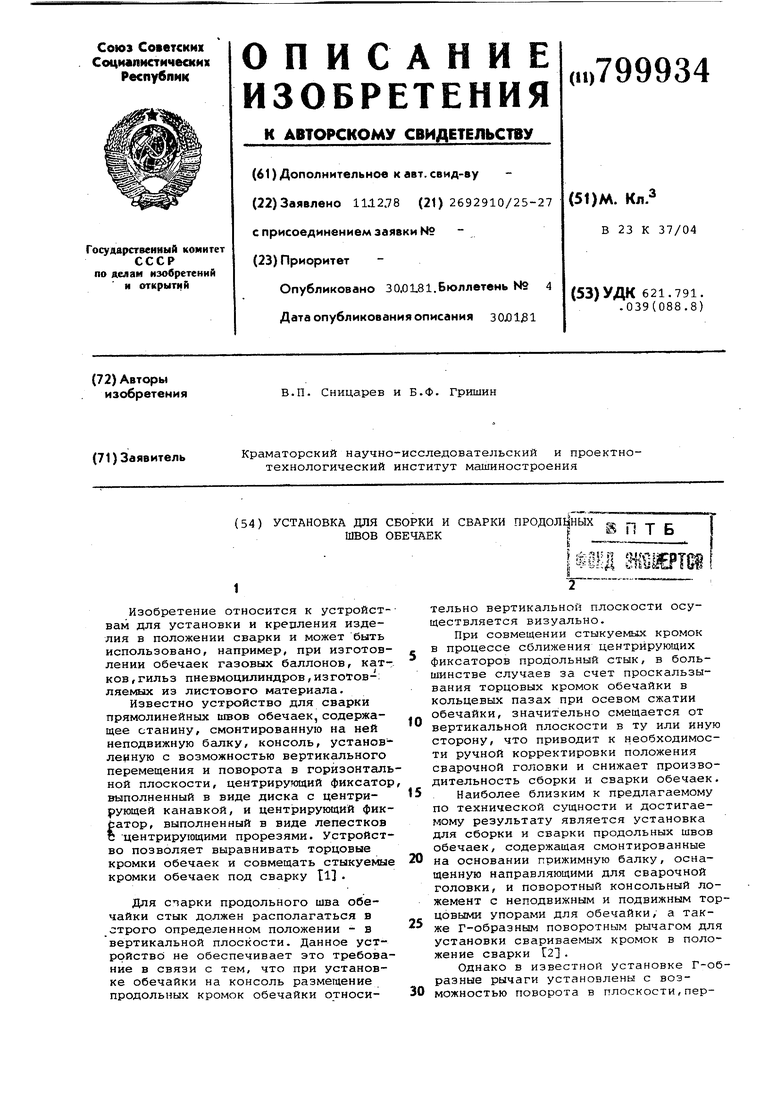
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сварки продольных швов цилиндрических обечаек | 1980 |
|
SU946869A1 |
| Установка для сборки и автоматической сварки продольных швов обечаек | 1981 |
|
SU965685A1 |
| Устройство для сборки под сварку резервуаров из обечаек | 1981 |
|
SU967763A1 |
| Установка для сборки и сварки продольных швов тонкостенных обечаек | 1980 |
|
SU1011355A1 |
| Стенд для сборки продольного стыка обечаек | 1974 |
|
SU588090A1 |
| Установка для сварки обечаек из сег-MEHTOB | 1979 |
|
SU804323A1 |
| Стенд для сборки продольного стыка обечаек | 1979 |
|
SU772776A1 |
| Установка для автоматической сборки и сварки обечаек | 1984 |
|
SU1159749A1 |
| УСТРОЙСТВО для СБОРКИ и СВАРКИ | 1973 |
|
SU376200A1 |
| Стенд для сборки и сварки продольного стыка обечаек | 1981 |
|
SU1030132A2 |