Изобретение относится к трубосварочному производству и предназначено для изготовления электросварных прямошовных труб большого диаметра.
Известен стан для сварки труб большого диаметра, содержащий транспортный рольганг, цепной заталкиватель, роликовую обойму и сварочную головку, смонтированные на общей для них жесткой раме.
Недостатком известной конструкции стана является то, что он не обеспечивает высокое качество сварного шва в связи с осевым колебанием заготовки из-за провисания рабочего участка цепи, что приводит к образованию дефектов при сварке.
/
Из известных станов для изготовления прямошовных труб наиболее близким по технической сущности является стан для сборки и сварки прямошовных труб, содержащий подающий рольганг, цепной загал- киватель с направляющими балками, расположенными в межроликовых промежутках подающего рольганга устройство для
ориентирования трубной заготовки, сбороч- но-сварочный узел и выходной рольганг.
Недостатком известного стана является то, что он не обеспечивает высокое качество труб в связи с рассогласованием линейной скорости перемещения заготовки со скоростью сварки стыка, что приводит к образованию дефектов в процессе сварки.
Целью изобретения является повышение качества труб путем согласования линейной скорости перемещения заготовки со скоростью сварки стыка.
Это достигается тем, что в стане для изготовления прямошовных труб, содержащем подающий рольганг, цепной заталкива- тель с направляющими балками, расположенными в межроликовых промежутках подающего рольганга, устройство для ориентирования трубной заготовки, сборочно-сварочный узел и выходной рольганг, согласно изобретению направляющая балка, расположенная в зоне сборочно-сва- рочного узла, установлена с возможностью возвратно-поступательного перемещения в
сл
с
XI
сл
СЛ
о
плоскости, перпендикулярной плоскости цепного заталкмвэтеля. и контактирования с ним.
Такое конструктивное выполнение стана для изготовления ппямошовных труб позволяет согласовать линейную скорость перемещения заготовки со скоростью сварки стыка, а следовательно, качества труб за счет обеспечения поджагия цепиэатзлкивэ- теля к наружной поверхности заготовки в непосредственной близости от зоны сварки сборочно-сварочного узла.
Сила трения, возникающая между соприкасающимися поверхностями заготовки и цепи, препятствует возникновению колебаний в цепи на участке от заднего торца заготовки до точки приложения радиального усилия, т.е. на данном участке заготовка и цепь образуют замкнутую систему, и продольные осевые колебания в цепи могут возникнуть только на участке между точкой приложения усилия поджатия цепи и приводом заталкивателя, т.к. длина указанного участка незначительна, а следовательно, абсолютное удлинение цепи мало, то его коле; бания не оказывают существенного влияния на изменение скорости перемещения заготовки при ее сварка.
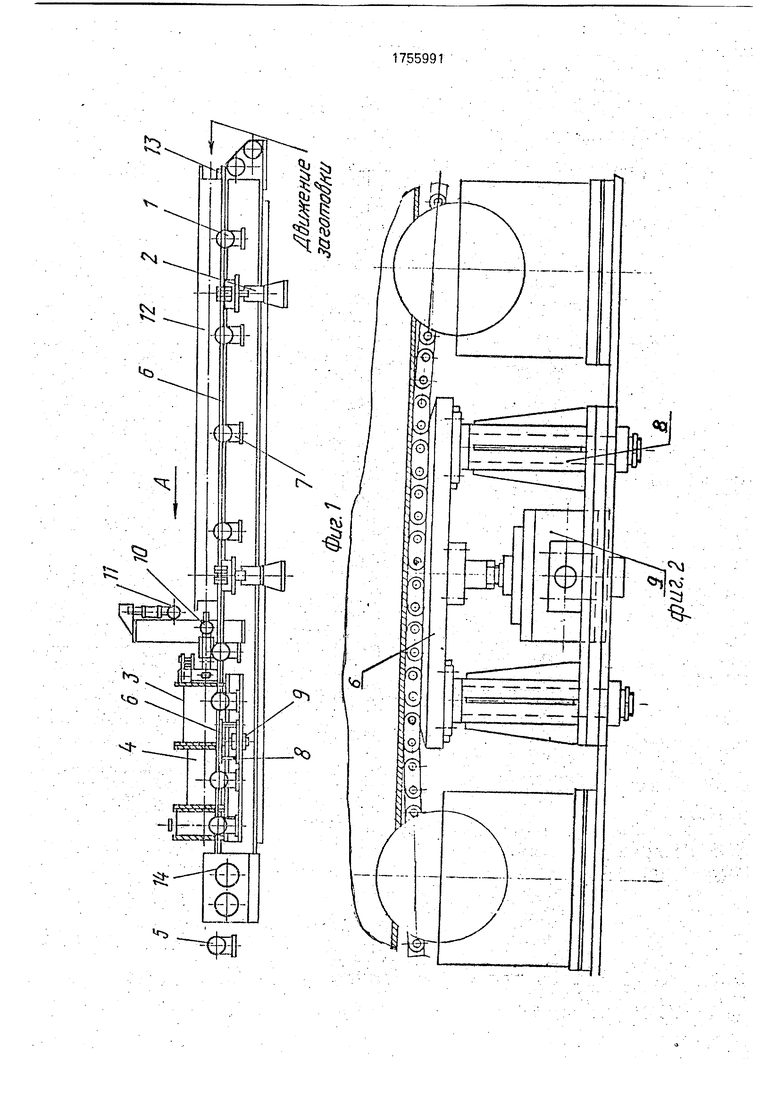
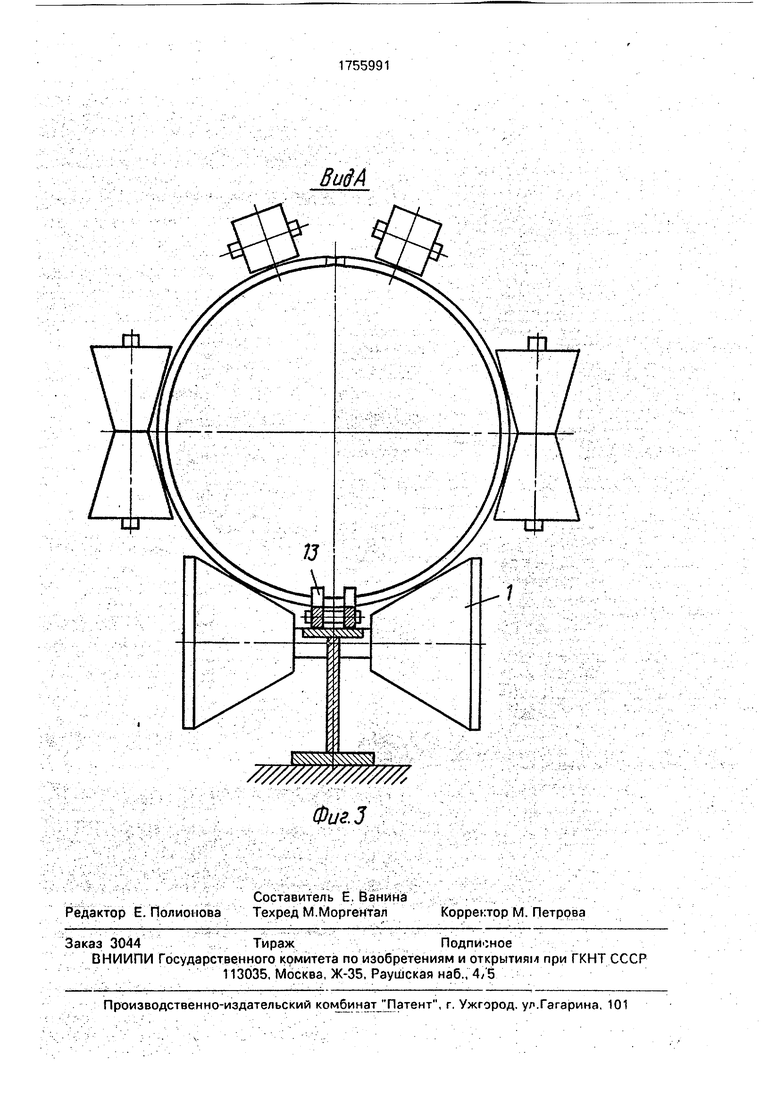
На фиг.1 изображен стан для изготовления прямошовных труб, общий вид; на фиг,2 - узел подвижной балки; на фиг.З - вид по стрелке А на фиг.1.
Стан для изготовления прямошовных труб состоит из подающего рольганга 1, устройства 2 для ориентирования трубной за- готовкм, цепного заталкивателя 3, сборочно-сварочного узла 4 и выходного рольганга 5. Цепной заталкиватель 3 вкяю част направляющие балки б, pa c fiсложенные на стойках 7 в межроликовых промежутках подающего рольганга, Одна из горизонтальных балок 6, расположенная в зоне сборочно-сварочного узла 4, установлена с возможностью возвратно-поступательного перемещения по направляющим 8 от пневмопривода 9 в плоскости, перпендикулярной плоскости цепного заталкива- теля 3, и контактирования с ним. Сборочно-сварочный узел 4 включает разжимное устройство 10 и дисковый нож. 11.
Устройство работает следующим образом
Трубная заготовка 12 подающим рольгангом 1 перемещается до захода ее переднего конца на разжимное устройство 10, где производится раскрытие зазора между кромками. Затем устройство 2 для ориентации трубной заготовки осуществляет ее подъем и поворот на необходимый угол до
совмещения с вертикальной плоскостью оси зазора. Дисковый нож 11 сборочно-сварочного узла 4 вводится в зазор между кромками грубной заготовки 12, которая затом опускается устройством 2 на подающий
рольганг 1. Дальнейшее осеоюе перемеще- н ие заготовки 12 выполняется цепным за- талкивателем 3, причем при приближении переднего торца заготовки 12 к зоне соарки сборочно-свзрочного узла 4 расположенная
перед ней горизонтальная балка 6 пневмоприводом 9 перемещается по направляющим 8 и прижимает цепь заталкивзгеля 3 к заготовке, В этом положении балка G находится до окончания сварки, а затем шуба
поступает на выходной рольганг 5.
Предлагаемый стан для изготовления прямошовных труб по сравнению с известными позволяет повысить качество труб путем согласования линейной скорости
перемещения заготовки со скоростью сварки стыка
Фоомула изобретения
Стан для изготовления прямошовных
труб, содержащий подающий рольганг, цепной заталкиватель с направляющими балками, расположенными в межроликовых промежутках подающего рольганга, устройство для ориентирования трубной заютовки, сборочно-сварочный узел и выходной рольганг, отличающийся тем, что, с целью повышения качества труб путем со тасования линейной скорости перемещения заготовки со скоростью сварки стыка,
направляющая балка, расположенная о зоне сборочно-сварочного узл. установлена с возможностью возвратно-поступательного перемещения п плоскости, перпендикулярной плоскости цепного заталкипатсля, и
контактирования с ним.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА КОНЕЧНОЙ ДЛИНЫ | 2002 |
|
RU2215605C2 |
| Стан для сборки и сварки прямошовных труб | 1979 |
|
SU912321A1 |
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ | 2006 |
|
RU2344011C2 |
| СТАН ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ДВУХШОВНЫХ ТРУБ | 2005 |
|
RU2296024C2 |
| Линия для производства сварных прямошовных труб большого диаметра | 1990 |
|
SU1754260A1 |
| Стан для сварки прямошовных труб конечной длины | 1991 |
|
SU1816524A1 |
| ВНУТРЕННЯЯ ОПРАВКА ТРУБОСВАРОЧНОГО СТАНА | 1993 |
|
RU2070450C1 |
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ ИЗ ДВУХ ПОЛУЦИЛИНДРОВ | 2005 |
|
RU2287389C1 |
| СТАН ДЛЯ СВАРКИ ТРУБ | 1966 |
|
SU224734A1 |
| Стан для сборки и сварки прямошовных труб | 2017 |
|
RU2635649C1 |
Использование: изготовление электросварных прямошовных труб большого диаметра конечной длины на проходных станах. Сущность изобретения: стан содержит подающий рольганг, цепной заталкива- тель с направляющими балками, расположенными в межроликовых промежутках подающего рольганга, сборочно-сва- рочный узел и выходной рольганг. Расположенная в зоне сборочно-сварочно- го узла направляющая балка установлена с возможностью перемещения относительно цепного заталкивателя и контактирования с ним. 3 ил.
166S9/.1
Вид А
| Стан для сборки и сварки прямошовных труб | 1979 |
|
SU912321A1 |
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Шпалорезный станок | 1921 |
|
SU530A1 |
| Стан сборочно- сварочный, чертеж 1-315378, ПО Электро- стальтяжмаш, г.Электросталь, 1988 | |||
