1
Изобретение относится к порошковой металлургии и может быть использовано для ориентированного транспортирования и укладки деталей для последующего спекания.
Целью изобретения является повышение производительности.
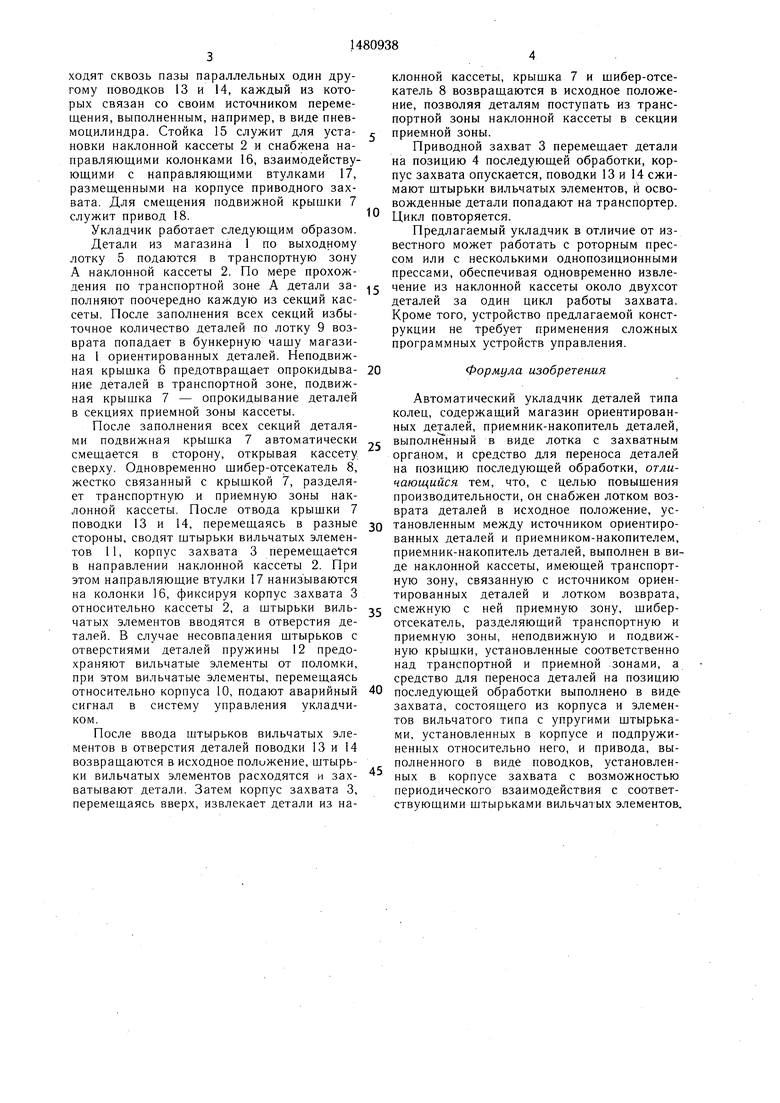
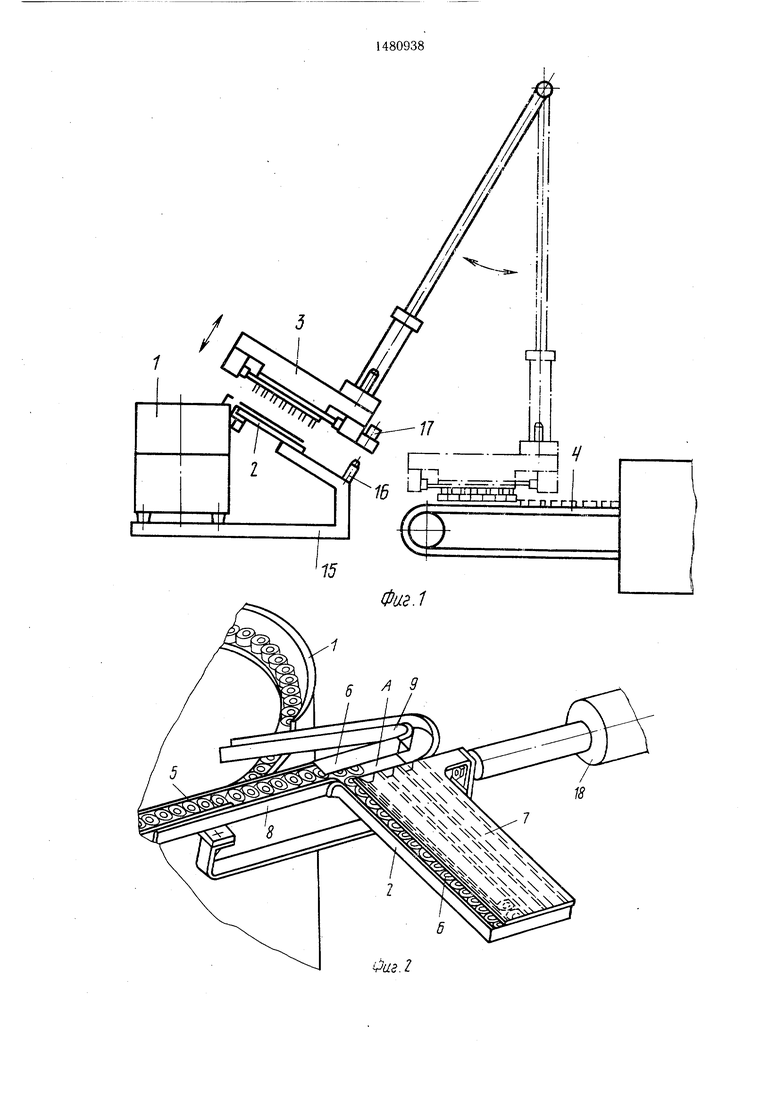
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - кассета, подвижная и неподвижная крышки, шибер-отсе- катель, лоток возврата и источник ориентированных деталей; на фиг. 3 - многоместный захват.
Устройство содержит магазин 1 ориентированных деталей (например, вибробункер), наклонную кассету 2, приводной захват 3 для переноса деталей на позицию 4 последующей обработки (например,транспортную лея- ту печи для спекания).
Выходной лоток 5 источника ориентированных деталей пристыкован к входному торцу транспортной зоны А кассеты 2. Неподвижная крышка 6 установлена над транспортной зоной А наклонной кассеты 2, подвижная крышка 7 - над приемной секционированной зоной Б наклонной кассеты 2.
Шибер-отсекатель 8 жестко связан с подвижной крышкой 7. Лоток 9 возврата одним концом связан с выходным торцом транспортной зоны кассеты 2, а другой его конец расположен над бункерной чашей источника ориентированных деталей.
В корпусе 10 приводного захвата расположены вильчатые элементы 11. подпружиненные в осевом направлении пружинами 12. Упругие штыри вильчатых элементов проЈ
ОС
о
СС
оэ
00
ходят сквозь пазы параллельных один другому поводков 13 и 14, каждый из которых связан со своим источником перемещения, выполненным, например, в виде пнев- моцилиндра. Стойка 15 служит для установки наклонной кассеты 2 и снабжена направляющими колонками 16, взаимодействующими с направляющими втулками 17, размещенными на корпусе приводного захвата. Для смещения подвижной крышки 7 служит привод 18.
Укладчик работает следующим образом.
Детали из магазина 1 по выходному лотку 5 подаются в транспортную зону А наклонной кассеты 2. По мере прохождения по транспортной зоне А детали заполняют поочередно каждую из секций кассеты. После заполнения всех секций избыточное количество деталей по лотку 9 возврата попадает в бункерную чашу магазина 1 ориентированных деталей. Неподвижная крышка 6 предотвращает опрокидывание деталей в транспортной зоне, подвижная крышка 7 - опрокидывание деталей в секциях приемной зоны кассеты.
После заполнения всех секций деталями подвижная крышка 7 автоматически смещается в сторону, открывая кассету сверху. Одновременно шибер-отсекатель 8, жестко связанный с крышкой 7, разделяет транспортную и приемную зоны наклонной кассеты. После отвода крышки 7 поводки 13 и 14, перемещаясь в разные стороны, сводят штырьки вильчатых элементов 11, корпус захвата 3 перемещается в направлении наклонной кассеты 2. При этом направляющие втулки 17 нанизываются на колонки 16, фиксируя корпус захвата 3 относительно кассеты 2, а штырьки вильчатых элементов вводятся в отверстия деталей. В случае несовпадения штырьков с отверстиями деталей пружины 12 предохраняют вильчатые элементы от поломки, при этом вильчатые элементы, перемещаясь относительно корпуса 10, подают аварийный сигнал в систему управления укладчиком.
После ввода штырьков вильчатых элементов в отверстия деталей поводки 13 и 14 возвращаются в исходное положение, штырьки вильчатых элементов расходятся и захватывают детали. Затем корпус захвата 3, перемещаясь вверх, извлекает детали из наклонной кассеты, крышка 7 и шибер-отсекатель 8 возвращаются в исходное положение, позволяя деталям поступать из транспортной зоны наклонной кассеты в секции
приемной зоны.
Приводной захват 3 перемещает детали на позицию 4 последующей обработки, корпус захвата опускается, поводки 13 и 14 сжимают штырьки вильчатых элементов, и освобожденные детали попадают на транспортер.
Цикл повторяется.
Предлагаемый укладчик в отличие от известного может работать с роторным прессом или с несколькими однопозиционными прессами, обеспечивая одновременно извле5 чение из наклонной кассеты около двухсот деталей за один цикл работы захвата. Кроме того, устройство предлагаемой конструкции не требует применения сложных программных устройств управления.
Формула изобретения
Автоматический укладчик деталей типа колец, содержащий магазин ориентированных деталей, приемник-накопитель деталей, выполненный в виде лотка с захватным
органом, и средство для переноса деталей на позицию последующей обработки, отличающийся тем, что, с целью повышения производительности, он снабжен лотком возврата деталей в исходное положение, установленным между источником ориентированных деталей и приемником-накопителем, приемник-накопитель деталей, выполнен в виде наклонной кассеты, имеющей транспортную зону, связанную с источником ориентированных деталей и лотком возврата,
смежную с ней приемную зону, шибер- отсекатель, разделяющий транспортную и приемную зоны, неподвижную и подвижную крышки, установленные соответственно над транспортной и приемной зонами, а средство для переноса деталей на позицию
последующей обработки выполнено в виде захвата, состоящего из корпуса и элементов вильчатого типа с упругими штырьками, установленных в корпусе и подпружиненных относительно него, и привода, выполненного в виде поводков, установленных в корпусе захвата с возможностью периодического взаимодействия с соответствующими штырьками вильчатых элементов.
г ™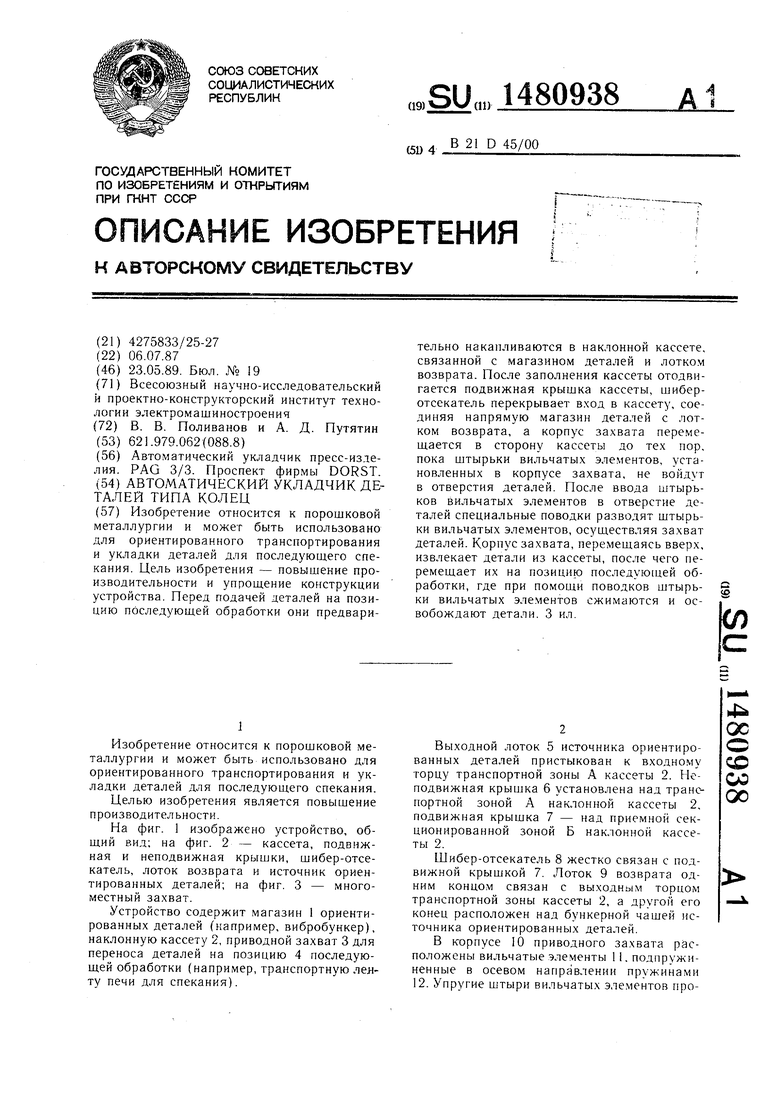
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Многопозиционный автомат для сборки корпусных деталей с деталями типа подшипников и крышек | 1974 |
|
SU545443A1 |
| Технологический комплекс для обработки цилиндрических деталей | 1989 |
|
SU1761436A2 |
| Устройство для подачи деталей | 1988 |
|
SU1593907A1 |
| Автоматическая роторная линия для сборки радиочастотных соединителей | 1978 |
|
SU785924A1 |
| Устройство для выгрузки радиодеталей из групповых кассет с канавками | 1990 |
|
SU1781857A1 |
| Установка для многономенклатурной штамповки полосового материала | 1989 |
|
SU1745396A1 |
| Автоматическая линия сборки переключателей | 1984 |
|
SU1254560A1 |
| Способ загрузки токарных полуавтоматов деталями для их двусторонней обработки и автоматическая линия для его осуществления | 1988 |
|
SU1662807A1 |
| Устройство для ориентации деталей | 1977 |
|
SU659360A1 |
Изобретение относится к порошковой металлургии и может быть использовано для ориентированного транспортирования и укладки деталей для последующего спекания. Цель изобретения - повышение производительности и упрощение конструкции устройства. Перед подачей деталей на позицию последующей обработки они предварительно накапливаются в наклонной кассете, связанной с магазином деталей и лотком возврата. После заполнения кассеты отодвигается подвижная крышка кассеты, шибер - отсекатель перекрывает вход в кассету, соединяя напрямую магазин деталей с лотком возврата, а корпус захвата перемещается в сторону кассеты до тех пор, пока штырьки вильчатых элементов, установленных в корпусе захвата, не войдут в отверстия деталей. После ввода штырьков вильчатых элементов в отверстие деталей специальные поводки разводят штырьки вильчатых элементов, осуществляя захват деталей. Корпус захвата, перемещаясь вверх, извлекает детали из кассеты, после чего перемещает их на позицию последующей обработки, где при помощи поводков штырьки вильчатых элементов сжимаются и освобождают детали. 3 ил.
8Ј608fr
Фиг.5
| Автоматический укладчик пресс-изделия | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Проспект фирмы DORST. | |||
