1
Изобретение относится к обработке металлов давлением и может быть использовано для производства изделий с внутренними спиральными ребрами.
Целью изобретения является повышение качества изделий из конструкционных сталей и увеличение стойкости оправки за счет снижения трения при вывинчивании оправки.
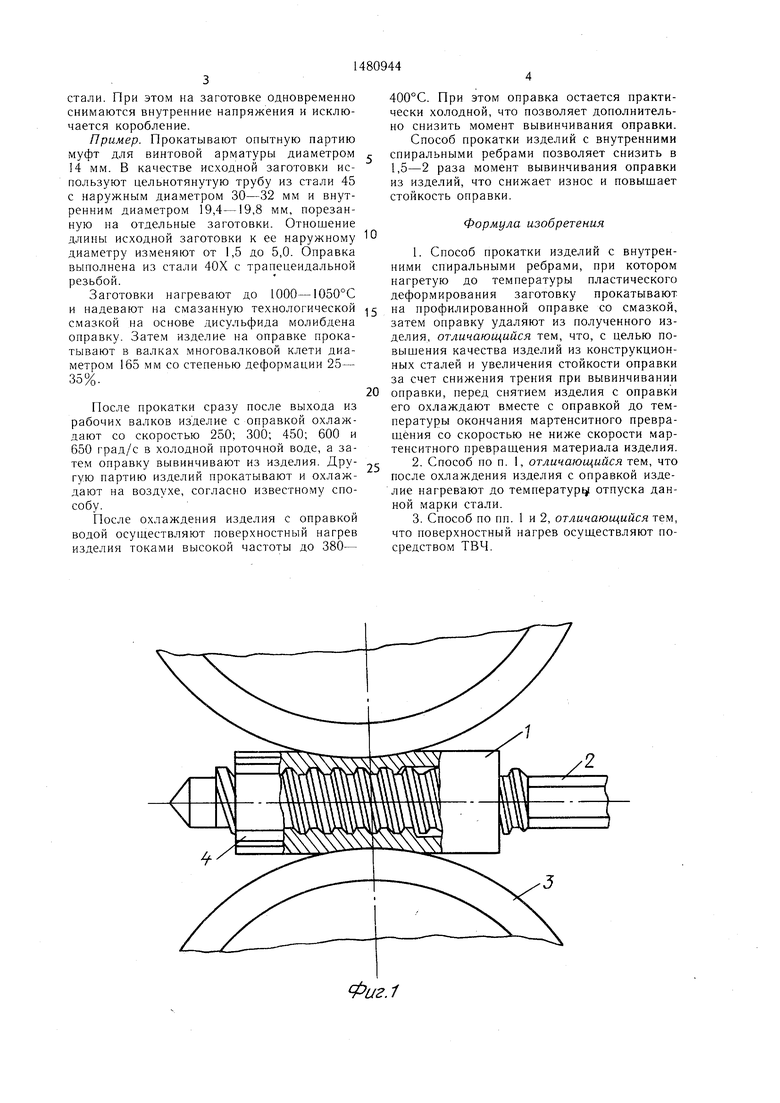
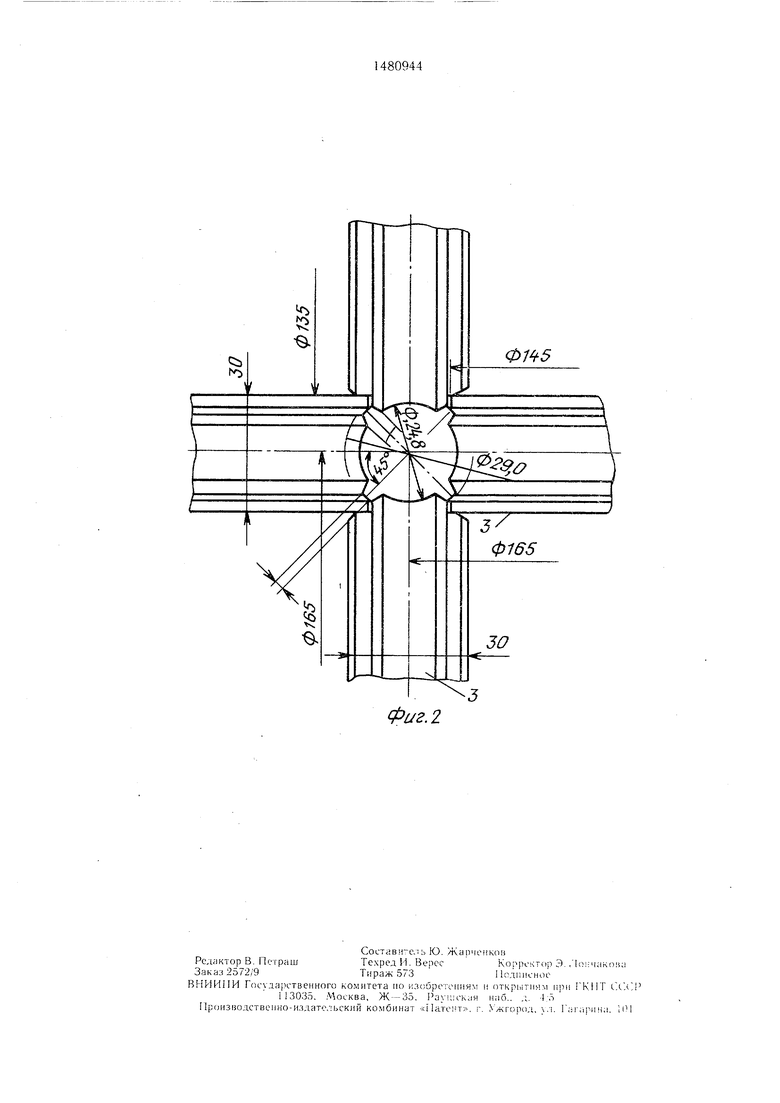
На фиг. 1 показано устройство для реализации способа прокатки, общий вид; на фиг. 2 - схема установки прокатных валков.
Способ осуществляют следующим образом.
Заготовку 1 нагревают до 1050-1100°С. Оправку 2 предварительно смазывают теплостойкой технологической смазкой, например дисульфидом молибдена, и вставляют ее в отверстие заготовки 1. После этого заготовку 1 обжимают на оправке 2 валками 3,
установленными один напротив другого во взаимно перпендикулярных плоскостях. После окончания прокатки готовую деталь 4 резко охлаждают со скоростью, равной или большей критической скорости закалки, которая для конструкционных сталей колеблется в пределах 300-600 град/с. При этом в материале заготовки происходят структурные изменения, сопровождающиеся увеличением внутреннего диаметра в пределах 0,02- 0,04 мм, что обеспечивает уменьшение сил трения между оправкой и изделием при вывинчивании оправки, а следовательно, повышает ее стойкость.
Дополнительное увеличение зазора между изделием и оправкой обеспечивается за счет дополнительного поверхностного нагрева изделия, например, токами высокой частоты до температуры отпуска данной марки
Јъ
00 О
со
4
стали. При этом на заготовке одновременно снимаются внутренние напряжения и исключается коробление.
Пример. Прокатывают опытную партию муфт для винтовой арматуры диаметром 14 мм. В качестве исходной заготовки используют цельнотянутую трубу из стали 45 с наружным диаметром 30-32 мм и внутренним диаметром 19,4-19,8 мм, порезанную на отдельные заготовки. Отношение длины исходной заготовки к ее наружному диаметру изменяют от 1,5 до 5,0. Оправка выполнена из стали 40Х с трапецеидальной резьбой.
Заготовки нагревают до 1000-1050°С и надевают на смазанную технологической смазкой на основе дисульфида молибдена оправку. Затем изделие на оправке прокатывают в валках многовалковой клети диаметром 165 мм со степенью деформации 25- 35%.
После прокатки сразу после выхода из рабочих валков изделие с оправкой охлаждают со скоростью 250; 300; 450; 600 и 650 град/с в холодной проточной воде, а затем оправку вывинчивают из изделия. Другую партию изделий прокатывают и охлаждают на воздухе, согласно известному способу.
После охлаждения изделия с оправкой водой осуществляют поверхностный нагрев изделия токами высокой частоты до 380-
0
5
0
5
400°С. При этом оправка остается практически холодной, что позволяет дополнительно снизить момент вывинчивания оправки. Способ прокатки изделий с внутренними спиральными ребрами позволяет снизить в 1,5-2 раза момент вывинчивания оправки из изделий, что снижает износ и повышает стойкость оправки.
Формула изобретения
1.Способ прокатки изделий с внутренними спиральными ребрами, при котором нагретую до температуры пластического деформирования заготовку прокатывают на профилированной оправке со смазкой, затем оправку удаляют из полученного изделия, отличающийся тем, что, с целью повышения качества изделий из конструкционных сталей и увеличения стойкости оправки за счет снижения трения при вывинчивании оправки, перед снятием изделия с оправки его охлаждают вместе с оправкой до температуры окончания мартенситного превращения со скоростью не ниже скорости мартенситного превращения материала изделия.
2.Способ по п. 1, отличающийся тем, что после охлаждения изделия с оправкой изделие нагревают до температурь; отпуска данной марки стали.
3.Способ по пп. 1 и 2, отличающийся тем, что поверхностный нагрев осуществляют посредством ТВЧ.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления изделий с внутренними спиральными ребрами | 1990 |
|
SU1784385A1 |
| Способ изготовления изделий с внутренними спиральными ребрами | 1988 |
|
SU1588473A1 |
| Способ термической обработки валков | 1979 |
|
SU885302A1 |
| Способ производства бесшовных труб из нержавеющей стали мартенситного класса типа 13Cr | 2020 |
|
RU2751069C1 |
| Способ изготовления прокаткойпОлыХ издЕлий CO СпиРАльНыМиРЕбРАМи | 1978 |
|
SU833343A2 |
| Способ изготовления инструмента избыСТРОРЕжущЕй СТАли | 1979 |
|
SU850684A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОЕДИНИТЕЛЬНОГО ЭЛЕМЕНТА С ВНУТРЕННИМ ВИНТОВЫМ РЕЛЬЕФОМ | 1991 |
|
RU2060853C1 |
| Способ прокатки изделий с внутренними спиральными ребрами | 1987 |
|
SU1479190A1 |
| Способ изготовления полых тел вращения, имеющих фасонную боковую поверхность (типа опорного катка трактора), методом поверхностного нагрева заготовки катка в индукторе ТВЧ на пустотелой оправке с охлаждаемым сердечником, предотвращающей сквозной прогрев заготовки катка, с последующей прокаткой этой заготовки в центрах между двумя сближающимися и вращающимися профильными валками | 2015 |
|
RU2618288C2 |
| СПОСОБ КОМБИНИРОВАННОЙ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ПРОКАТА ИЗ ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ | 2008 |
|
RU2373293C1 |
Изобретение относится к обработке металлов давлением и может быть использовано для изготовления изделий с внутренними спиральными ребрами. Цель - повышение качества и стойкости. Нагретую заготовку прокатывают на профильной оправке с последующим быстрым охлаждением со скоростью, равной или большей критической скорости закалки данной марки стали, до температуры окончания мартенситного превращения. Осуществляют поверхностный нагрев изделия до температуры отпуска данной марки стали. При резком охлаждении заготовки из конструкционной стали происходит структурное превращение металла, сопровождающееся объемным расширением заготовки. Последующий поверхностный нагрев изделия, например посредством ТВЧ, обеспечивает дополнительное расширение металла изделия и снижение трения при вывинчивании оправки из изделия. 2 з.п. ф-лы, 2 ил.
Фиг.1
Фиг. 2
| Способ прокатки изделий с внут-РЕННиМи СпиРАльНыМи РЕбРАМи | 1978 |
|
SU699733A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
