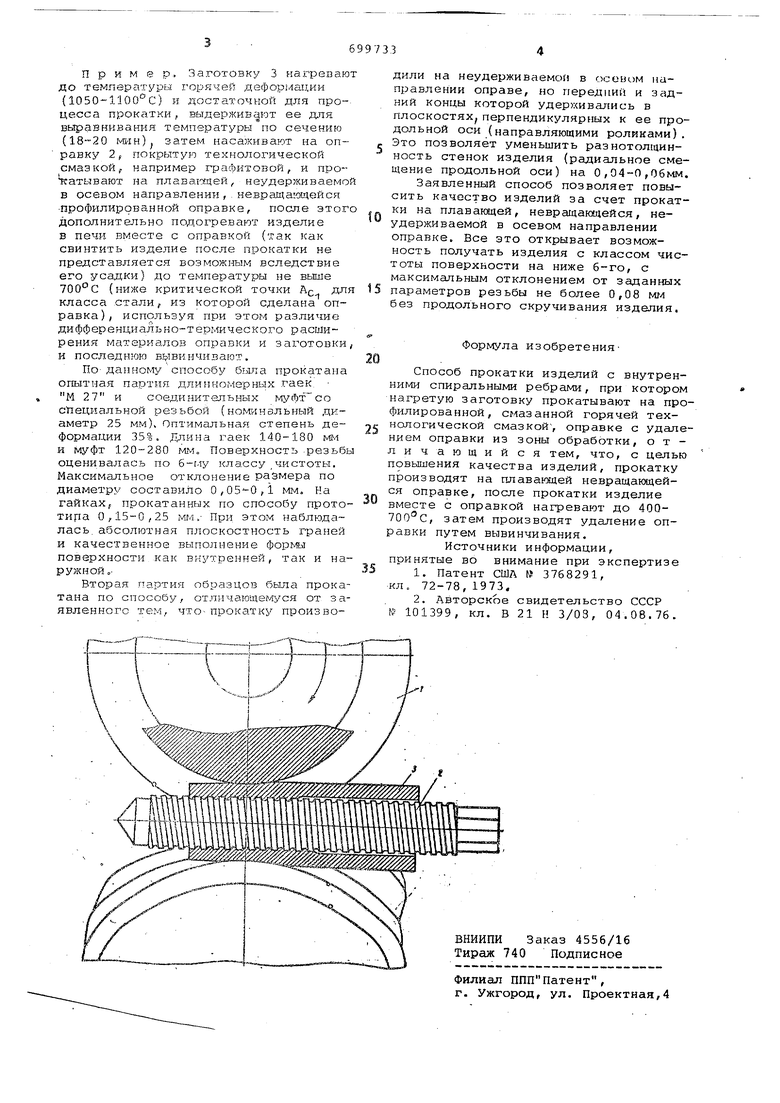
Изобретение относится к обработке металлов давлением и может быть использовано для изготовления полых изделий с внутренней резьбой, в частности, длинномерных гаек для ответственных резьбовых соединений. Известен способ, сущность которого заключается в том, что на сборную профилированную, удерхсиваемую в осевом направлении, вращаквдуюся оправку насаживают трубу и обкатывают оребренными валками, при этом заготовка вращается совместно с оправкой fll Однако наружная повер ность готовой оребренной трубы может быть толь ко телом вращения. Этот способ прокатки характеризуется большим углом подъема (относительно поперечного се чения трубы ) осуществелением полного обжатия заготовки в три этапа, малой степенью деформации (следствие холод ной прокатки) малой высотой внутренни ребер, скручиванием трубы относитель но продольной оси. Наиболее близким по технической сущности к предлагаемому изобретению является способ прокатки изделий с внутренними спиральными ребрами, при котором нагретую заготовку прокатывают на профилированной, смазанной горячей технологической сГ1азкой, оправке с удалением оправки из зоны рбработки 12. Однако при прокатке на враща1мейся оправке неизбежны перекосы между продольными осями оправки и заготовки, а также осью прокатки (да)хгэ если они незначительны), в результате чего невозможно добиться высокой чистоты поверхности винтовых ребер и точности параметров. Кроме того, при прокатке на вращающейся или невращающейся, но удерживаемой в осевом направлении профилированной оправке, вследствие действия контактных сил трения междлу оправкой и заготовкой (направленны;: вдоль винтовых канавок оправки и в сторону ее вращения), возникает скручивание изделия относительно продольной оси, что снижает качество изделий. Для повышения качества изделий прокатку производят на плавающей невращающейся оправке, после прокатки изделие вместе с оправкой нагревают до 400-700°С, затем оправку удаляют путем вывинчивания. На чертеже дана схема осуществления способа. На чертеже приняты обозначения; 1 - валок, 2 - оправка, 3-заготовка.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления биметаллических ребристых труб | 1987 |
|
SU1593767A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ВНУТРЕННИМИ СПИРАЛЬНЫМИ РЕБРАМИ | 1999 |
|
RU2172223C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ТРУБ С НАРУЖНЫМИ СПИРАЛЬНЫМИ РЕБРАМИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2521938C1 |
| Способ изготовления труб | 1986 |
|
SU1388132A1 |
| НЕПРЕРЫВНЫЙ СТАН ДЛЯ ХОЛОДНОЙ И ТЕПЛОЙ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ ТРУБ НА ОПРАВКЕ | 1961 |
|
SU145521A1 |
| Стан винтовой прокатки труб | 1978 |
|
SU741970A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ТРУБЧАТЫХ ВИНТОВЫХ ШТАНГ | 2021 |
|
RU2776915C1 |
| Устройство для изготовления прецизионных изделий с наружным винтовым оребрением | 1989 |
|
SU1685579A1 |
| УСТРОЙСТВО ПОДПОРА ЗАГОТОВКИ НА СТАНЕ ВИНТОВОЙ ПРОКАТКИ | 2015 |
|
RU2605013C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПИРАЛЬНО-ПРОФИЛЬНЫХ ТРУБ | 2006 |
|
RU2329110C2 |
