/%к///
///////
| название | год | авторы | номер документа |
|---|---|---|---|
| Сварочная головка для автоматической сварки криволинейных элементов | 1983 |
|
SU1159747A1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ НЕВРАЩАЮЩИХСЯ ИЗДЕЛИЙ | 1997 |
|
RU2112633C1 |
| Полуавтомат для изготовления многотраверсных цилиндрических сеток типа "беличьего колеса | 1973 |
|
SU720566A1 |
| Роликовый конвейер для продольного перемещения и вращения длинномерных цилиндрических изделий | 1986 |
|
SU1456336A1 |
| МОБИЛЬНЫЙ НАПЛАВОЧНЫЙ КОМПЛЕКС «САРМАТ НК 450» | 2021 |
|
RU2773541C1 |
| Продольно-строгально-фрезерный станок | 1991 |
|
SU1797526A3 |
| Станок для ремонта ступицы с фланцем | 1985 |
|
SU1316779A1 |
| Привод камнерезной машины | 1982 |
|
SU1144891A1 |
| СВАРОЧНАЯ КАРЕТКА | 2024 |
|
RU2829165C1 |
| Станок для заварки стеклозаготовок | 1979 |
|
SU870362A1 |
Изобретение относится к сварочной технике ,в частности, к устройствам для перемещения сварочной горелки. Цель изобретения - повышение качества и производительности сварки за счет оптимизации параметров перемещения суппорта. Устройство состоит из суппорта прямолинейного перемещения 2, несущего сварочный инструмент 16. Перемещение суппорту задается ходовым винтом 10 через подшипник 11. Привод осевого перемещения винта диффференциальный, состоит из двух электродвигателей 6,7, снабженных тахогенераторами 8,9, вращающихся через два редуктора 3,4, имеющих одинаковое передаточное число, первый - гайку 12 на ходовом винте, второй - шлицевую втулку 13, надетую на шлицевой конец того же винта. Гайка 12 и втулка 13 встроены в ступицы зубчатых колес 14,15 редукторов 3,4 и в осевом направлении неподвижны. Направление осевого перемещения винта и его скорость определяются соотношением угловых скоростей роторов электродвигателей 6,7. Для работы устройства реверсирование электродвигателей не требуется. В устройстве имеется следящая система, блок питания электродвигателей, микропроцессорный контроллер. 2 ил.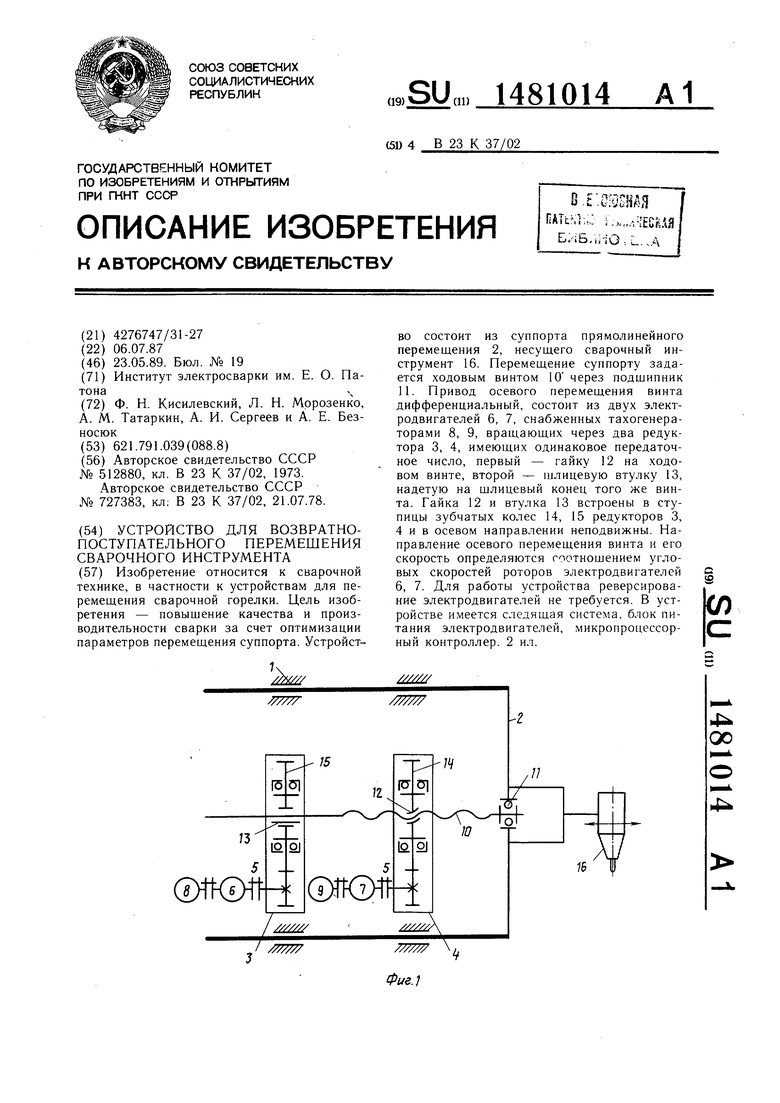
/ ///////
00
///////
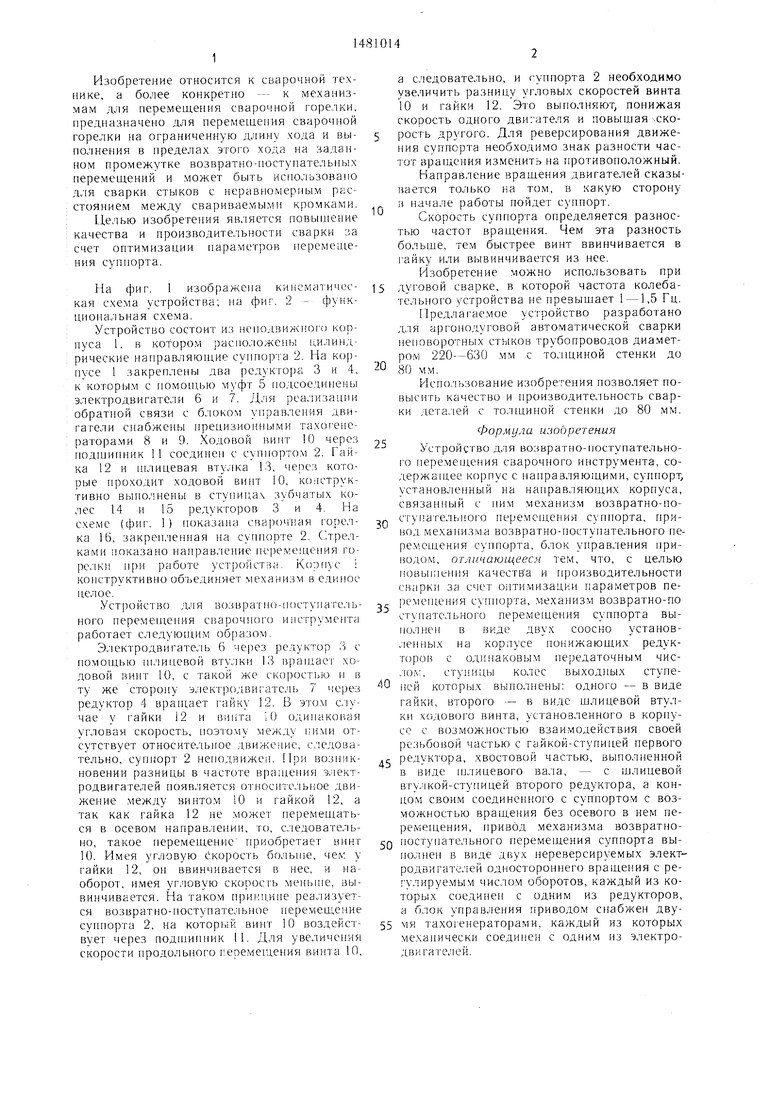
Изобретение относится к сварочной технике, а более конкретно --- к механизмам для перемещения сварочной горетки. предназначено для перемещения сварочной горелки на ограниченную длину хода и выполнения в пределах этого хода на заданном промежутке возвратно-поступательных перемещений и может быть использовано для сварки стыков с неравномерным расстоянием между свариваемыми кромками.
Целью изобретения является повышение качества и производительности сварки за счет оптимизации параметров перемещения суппорта.
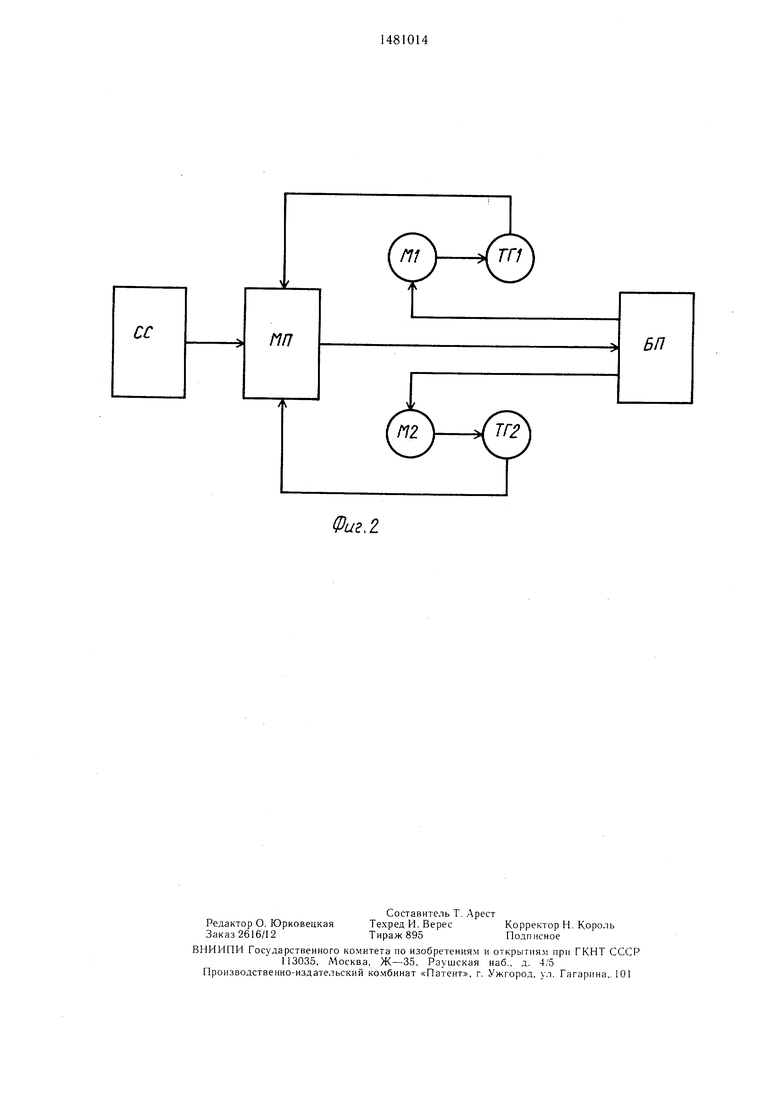
На фиг. 1 изображена кинематическая схема устройства; на фиг. 2 - функциональная схема.
Устройство состоит из неподвижного корпуса 1, в котором расположены цилиндрические направляющие суппорта 2. На корпусе 1 закреплены два редуктора 3 и 4, к которым с помощью муфт 5 подсоединены электродвигатели 6 и 7. Для реализации обратной связи с блоком управления двигатели снабжены прецизионными тахогене- раторами 8 и 9. Ходовой винт 10 через подшипник 11 соединен с суппортом 2. Гайка 12 и щдицевая втулка 13, через которые проходит ходовой винт 10, конструктивно выполнены в ступицах зубчатых колес 14 и 15 редукторов 3 и 4. На схеме (фиг. 1) показана сварочная горелка 16, закрепленная на суппорте 2. Стрелками показано направление перемещения горелки при работе устройства Корпус : конструктивно объединяет механизм в единое- целое.
Устройст во для гюзвратно-поетупа гель- ного перемещения сварочного инструмента работает следующим образом
Электродвигатель 6 через редуктор .5 с помощью шлицевой втулки 13 npainaei ходовой нинт 10, с такой же скоростью и в ту же сторону электродвигатель 7 через редуктор 4 вращает гайку 12. В этом случае у гайки 12 и винта 10 одинаковая угловая скорость, поэтому меж.тд ними отсутствует относительное движение, следовательно, суппорт 2 неподвижен. При возникновении разницы в частоте вращения электродвигателей появляется относительное движение между винтом 10 и гайкой 12, а так как гайка 12 не может перемешаться в осевом направлении, то, следовательно, такое перемещение приобретает винт 10. Имея угловую скорость больше, чел: у гайки 12, он ввинчивается в нее, и наоборот, имея угловую скорость меньше, вывинчивается. На таком принципе реализуется возвратно-поступательное перемещение суппорта 2, на который винт 10 воздействует через подшипник II. Для увеличения скорости продольного геоемещения винта 10,
0
5
0
5
0
5
0
а следовательно, и суппорта 2 необходимо увеличить разницу угловых скоростей винта 10 и гайки 12. Это выполняют, понижая скорость одного двигателя и повышая .скорость другого. Для реверсирования движения суппорта необходимо знак разности частот вращения изменить на противоположный.
Направление вращения двигателей сказывается только на том, в какую сторону н начале работы пойдет суппорт.
Скорость суппорта определяется разностью частот вращения. Чем эта разность больше, тем быстрее винт ввинчивается в гайку или вывинчивается из нее.
Изобретение можно использовать при дуговой сварке, в которой частота колебательного устройства не превышает 1 -1,5 Гц.
Предлагаемое устройство разработано для аргонодутовой автоматической сварки неповоротных стыков трубопроводов диаметром 220--630 мм с толщиной стенки до 80 мм.
Использование изобретения позволяет повысить качество и производительность сварки дета.ieft с толщиной стенки до 80 мм.
Формула изобретения
Устройство для возвратно-поступательного перемещения сварочного инструмента, содержащее корпус с направляющими, суппорт, установленный на направляющих корпуса, связанный с ним механизм возвратно-поступательного перемещения суппорта, привод механизма возвратно-поступательного перемещения суппорта, блок управления приводом, отличающееся тем, что, с целью повышения качества и производительности ( варки за счет оптимизации параметров перемещения суппорта, механизм возвратно-по ст нательного перемещения суппорта выполнен в виде двух соосно установленных на корпусе понижающих редукторов с одинаковым передаточным чис- ЛОУ, ступицы колес выходных ступеней которых выполнены: одного - в виде гайки, второго - в виде шлицевой втулки ходового винта, установленного в корпусе с возможностью взаимодействия своей резьбовой частью с гайкой-ступицей первого редуктора, хвостовой частью, выполненной в виде шлицевого вала, - с шлицевой втулкой-ступицей второго редуктора, а концом своим соединенного с суппортом с возможностью вращения без осевого в нем перемещения, привод механизма возвратно- поступательного перемещения суппорта выполнен в виде двух нереверсируемых электродвигателей одностороннего вращения с регулируемым числом оборотов, каждый из которых соединен с одним из редукторов, а блок управления приводом снабжен двумя тахО енераторами. каждый из которых механически соединен с одним из электродвигателей.
Фиг, 2.
в
БП
| Устройство для колебания сварочной горелки | 1974 |
|
SU512880A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для перемещения сварочного электрода | 1978 |
|
SU727383A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
