Изобретение относится к инструментальному производству, в частности к поверхностной термообработке с использованием высококонцентрированных источников энергии.
Цель изобретения - повышение износостойкости.
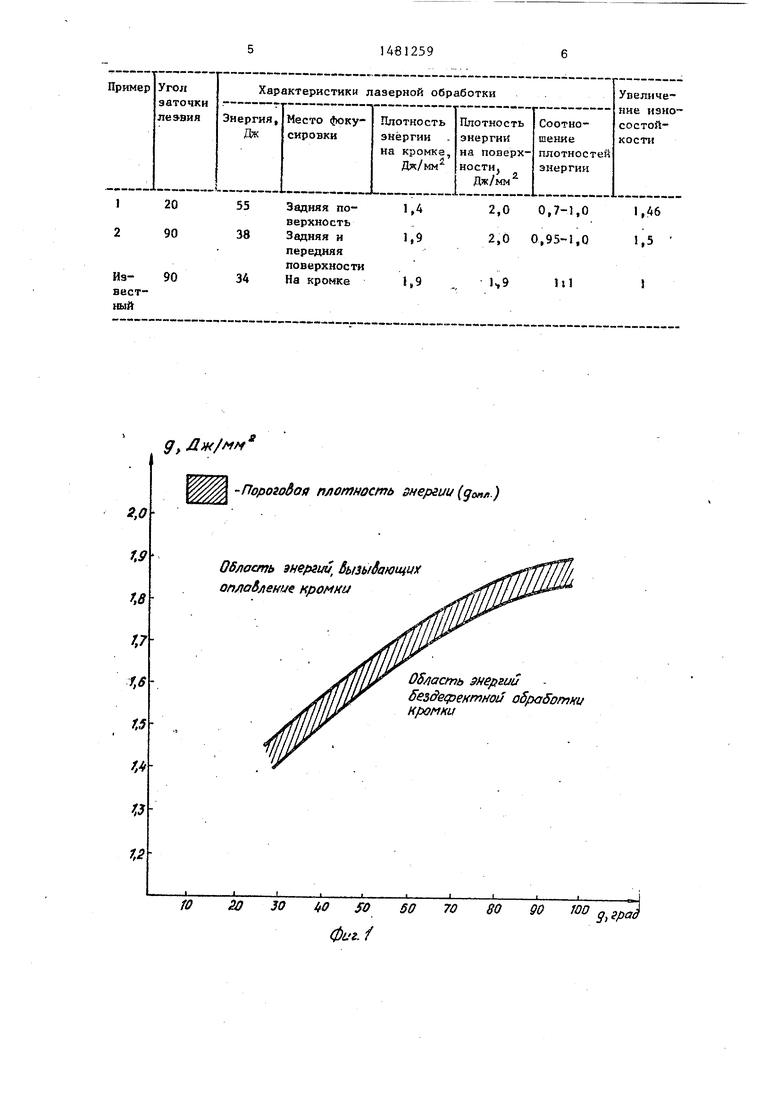
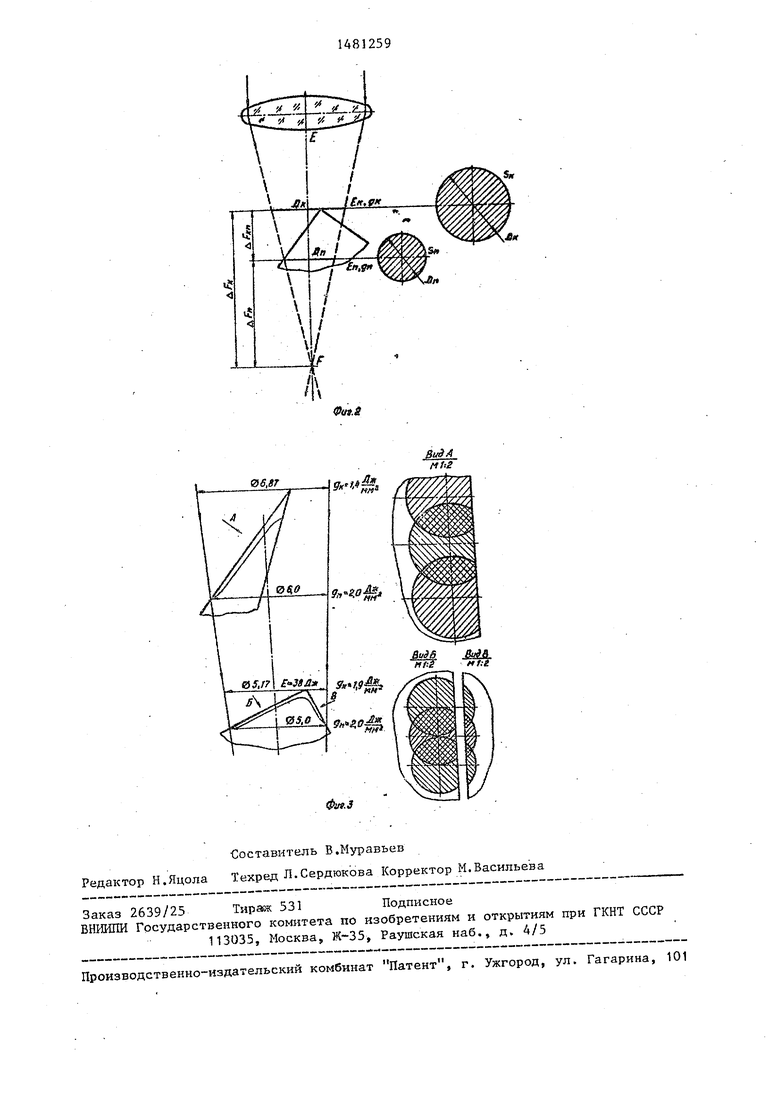
На фиг.1 приведена зависимость плотности энергии, вызывающей оплавление кромки, от угла заострения лезвия; на фиг.2 - воздействие лазерного излучения на режущий инструмент; на фиг.З - схемы обработки лезвий инструмента по предлагаемому способу.
Упрочняемое лезвие инструмента устанавливают в дофокальной области фокусирующей линзы таким образом, чтобы лазерный луч воздействовал одновременно на режущую кромку и рабочие поверхности, образующие эту кромку. Место расположения центра лазерного луча и величины расфокусировки на кромке и образующих поверхностях выбирают такими, чтобы обеспечить обработку режущего элемента инструмента с максимальной степенью упрочнения .
Плотность энергии на кромке выбирается в зависимости от угла заостю
сд
СО
рения лезвия (Airr.l) или расчитывается по формуле, полученной при обработке экгпериментпльных данных:
8 к (. 0,46V 0 р «.« R a o.o«. p o,,,d o,o9
Необходимое соотношение плотностей энергии на кромке и поверхност (0,7-0,95; 1,0) достигается следующим образом. Устанавливаются зависимости, связывающие диаметр лазер- ного луча (D), энергию (Е), плотность энергии (g), величину расфокусировки (ДР, фиг.2); подбирается Рп; по Рп и gn определяется Е „ Е; находится ДР р (по Рпи С); опреде ляется Р к в зависимости от F, « Г п Е и g копределяетсяДР к и ДР кп F кп по величине JFn, ЙР к (AFK(1) производится установка инструмента.
Если расфокусировкой лазерного луча нельзя достичь оптимального рапределения энергии по зонам режущего элемента, то необходимое соотношение энергии получают использованием светофильтра с различной по зонам проницаемостью.
Лазерной закалке подвергают инстмент (ножи) для производства шпона. Кромка - прямолинейная, угол заострния лезвия 20°. Плотность энергии на режущей кромке 1,4 Дж/мм2, плотность энергии на поверхности 2,0 Дж/мм2-, что соответствует соотношению 0,7:1,0. Диаметр лазерного луча, воздействующего на поверхность, Р р 6,0 мм.
При диаметре П п 6,0 мм для получения плотности энергии g n 2,0 Дж/мм а требуется энергия лазерного излучения F п Е 55 Дж. На используемой лазерной установке диаметр Ип 6,0 мм обеспечивается при величине uF п 37,8 мм.
Диаметр лазерного луча, который при F k Е п Е 55 Дж, обеспечивается плотностью g j. 1,4 Дж/мм
Dk 6,87 мм. Определяют величину расфокусировки кромки:
dFk ДР kn - &V
Ј- -PK 43,28 мм;
J n
к - ЛР л 5,48 мм.
Лазерной закалке подвергают режущие элементы разделительного штампа. Угол заострения лезвия 90 °. gh.,0 Дж/мм ; Вк«1,9 Дж/мм2(фиг.1 при /j 90°). gfe:g n 1,9:2,0 0,95; 1,0.
Dh 5,0 мм; Еп Е 38 Дж/мм1, ЛК„ 31,0 мм; F. k Е л Е 38 Дж;
P,k 5,17 мм; ДРК Ј . пк
32,57 мм; 4К кп ЛР к- 4F„ 1,57 мм.
Испытания проводят при резании березы и электротехнической стали.
Применение предлагаемого способа позволяет значительно увеличить эксплуатационную стойкость инструмента.
Формула изобретения
1.Способ лазерной закалки, преимущественно лезвия инструмента, включающий воздействие лазерного луча одновременно на режущую кромку и образующие ее поверхности, отличают и и с я тем, что, с целью повышения износостойкости, обработку осуществляют расфокусированным лазерным лучом с установкой его центра
на поверхности наибольшего износа при соотношении плотности энергии на режущей кромке и плотности энергии на образующих ее поверхностях (0,7-0,95):1,0.
2.Способ поп.1, отличаю- щ и и с я тем, что для получения необходимого соотношения плотностей энергии используют светофильтр с различной проницаемостью по зонам.
gt Дж/мм
Изобретение относится к инструментальному производству ,в частности, к поверхностной термообработке с использованием высококонцентрированных источников энергии. Цель изобретения - повышение износостойкости. Для этого упрочняемое лезвие инструмента устанавливают в дофокальной области фокусирующей линзы таким образом, чтобы лазерный луч воздействовал одновременно на режущую кромку и рабочие поверхности, образующие эту кромку. Место расположения центра лазерного луча и величины расфокусировки на кромке и образующих поверхностях выбирают такими, чтобы обеспечить максимальную степень упрочнения лезвия при отсутствии оплавления режущей кромки, что происходит при соотношении плоскостей энергии (0,7-0,95):1,0. При упрочнении лезвия разделительного штампа из стали X12 с углом заострения 90° для обработки электротехнической стали плотность энергии на образующих поверхностях составляет 2,0 Дж/мм, диаметр лазерного луча на поверхностях - 5 мм, диаметр лазерного луча на режущей кромке - 5, 17 мм. 1 з.п. ф-лы, 3 ил, 1 табл.
-Пороговая плотность знергии ($&,.)
Область энергщ Вызывающих оплаблекие промни
Об
бе кр
,,1,,,11,,)
Ю SO 30 ItO SO SO 70 80 90 100 ff гр
фаг. f
Область энергий
бездефектной обработки кронки
®6,87
.w&
Фау.З
ВидА HJ-2
нп
| Упрочнение деталей лучом лазера | |||
| / ПоД редакцией В.С.Коваленко | |||
| - Киев: Техника, 1981, с | |||
| 1097 | |||
| Технология упрочнения разделительных штампов излучением ОКП | |||
| Информационный листок, Брянский ЦНТИ, 1981, № 20-81. |
