6-В по Дерну те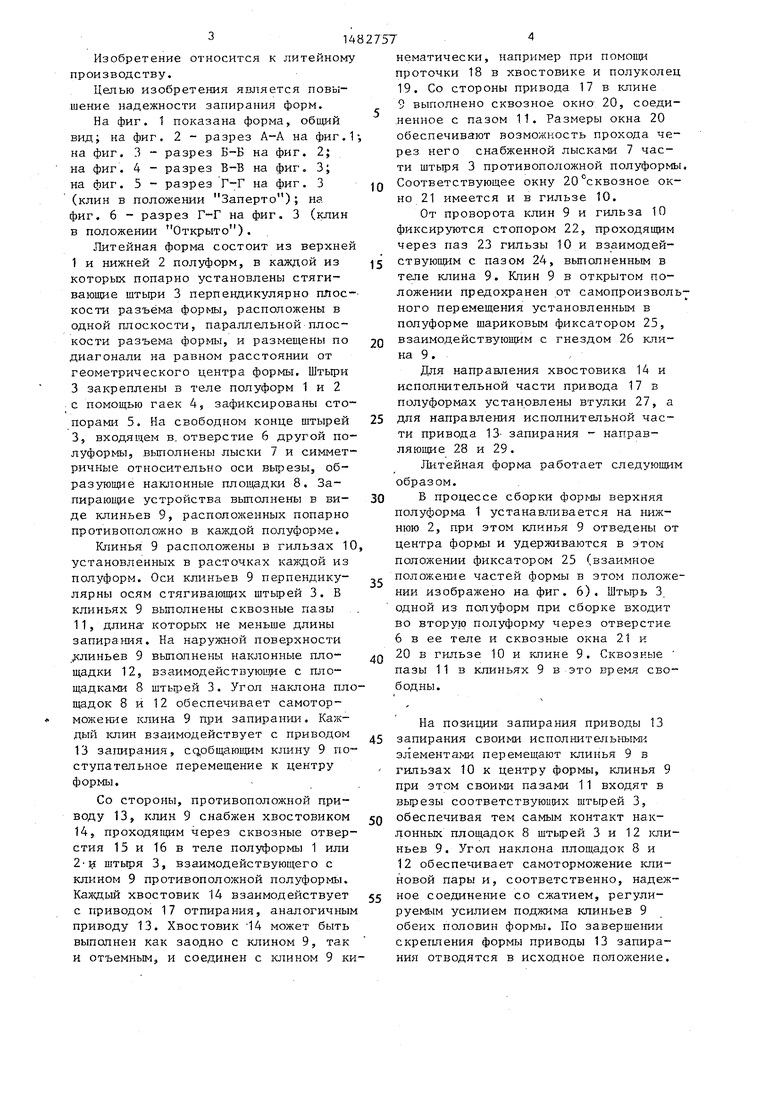
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для скрепления полукокилей | 1974 |
|
SU498090A1 |
| КОКИЛЬ | 1989 |
|
RU2067915C1 |
| Пресс-форма для литья под давлением отливок с поднутрениями | 1988 |
|
SU1668023A1 |
| Пресс-форма для литья под давлением отливок с поднутрениями | 1986 |
|
SU1360886A1 |
| Форма для литья выжиманием оребренных отливок | 1986 |
|
SU1371766A1 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ИЗ ЖИДКОГО МЕТАЛЛА ХВОСТОВОГО РЕЖУЩЕГО ИНСТРУМЕНТА НА МАШИНЕ ЛИТЬЯ ПОД ДАВЛЕНИЕМ С ГОРИЗОНТАЛЬНОЙ КАМЕРОЙ ПРЕССОВАНИЯ | 2007 |
|
RU2360765C2 |
| КОКИЛЬ | 1989 |
|
RU2007262C1 |
| ПУЛЕМЕТ С БАЛАНСИРОМ, СПОСОБ И УСТРОЙСТВО ЗАПИРАНИЯ ЗАТВОРА (ВАРИАНТЫ) | 2000 |
|
RU2181472C2 |
| ПОДВЕСНОЙ МАНИПУЛЯТОР ДЛЯ КАНТОВКИ, ПРОТЯЖКИ, СБОРКИ, ЗАЛИВКИ ЛИТЕЙНЫХ ФОРМ И ВЫДАВЛИВАНИЯ ФОРМОВОЧНОЙ СМЕСИ И ОТЛИВКИ ИЗ ОПОКИ | 2004 |
|
RU2346789C2 |
| Пресс-форма для литья под давлением | 1981 |
|
SU1014646A1 |
Изобретение относится к литейному производству. Цель изобретения - повышение надежности запирания форм. Работа литейной формы осуществляется следующим образом. Штырь 3 одной из полуформ при сборке входит во вторую полуформу через отверстие 6 в ее теле и сквозные окна в гильзе 10 и в клине 9. Сквозные пазы 11 в клиньях 9 свободны. Приводы 13 запирания перемещают клинья 9 в гильзах 10 к центру формы. Клинья 9 при этом своими пазами 11 входят в вырезы штырей 3, обеспечивая контакт наклонных площадок штырей 3 и клиньев 9. Угол наклона площадок обеспечивает самоторможение клиновой пары. По завершении скрепления формы приводы 13 запирания отводятся в исходное положение. Скрепленная форма допускает различные манипуляции с ней. Кроме того, скрепление форм по четырем точкам, расположенным по периферии, обеспечивает жесткость соединения полуформ и создает оптимальные условия для заливки форм жидким металлом. 6 ил.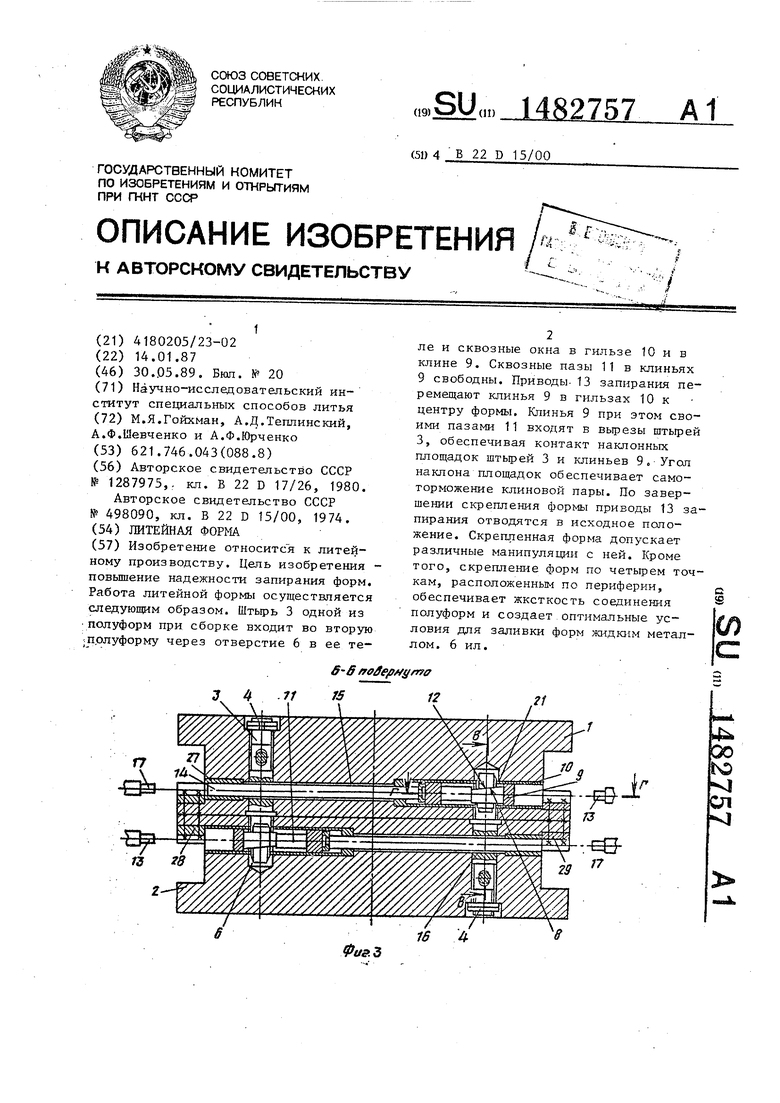
21
ff
Изобретение относится к литейному производству.
Целью изобретения является повышение надежности запирания форм.
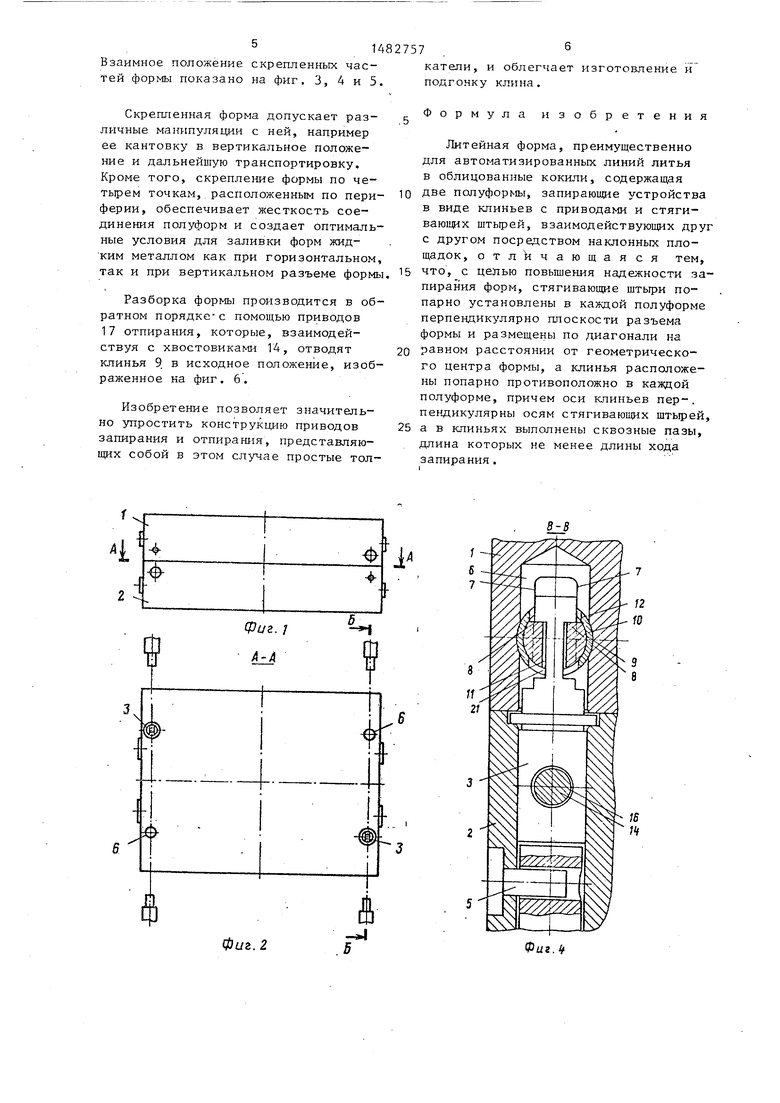
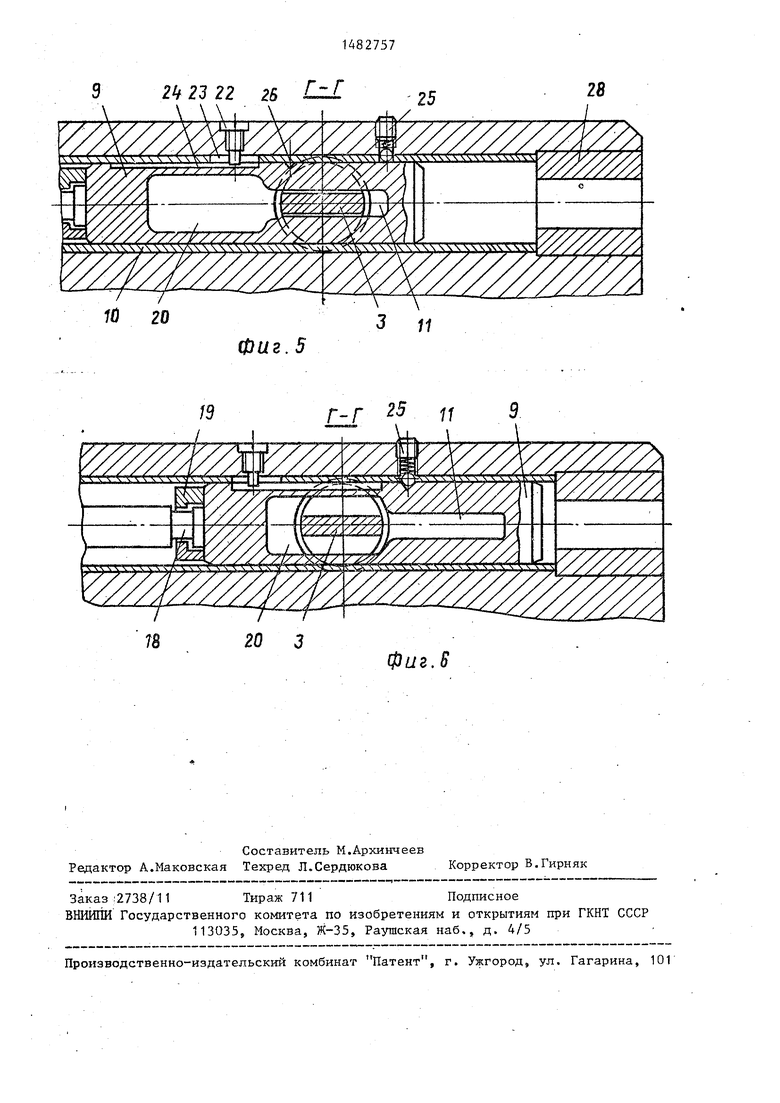
На фиг. 1 показана форма, общий вид; на фиг. 2 - разрез А-А на фиг. 1 на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - разрез В-В на фиг. 3; на фиг. 5 - разрез Г-Г на фиг. 3 (клин в положении Заперто); на фиг. 6 - разрез Г-Г на фиг. 3 (клин в положении Открыто).
Литейная форма состоит из верхней 1 и нижней 2 полуформ, в каждой из которых попарно установлены стягивающие штыри 3 перпендикулярно плоскости разъема формы, расположены в одной плоскости, параллельной плоскости разъема формы, и размещены по диагонали на равном расстоянии от геометрического центра формы. Штыри 3 закреплены в теле полуформ 1 и 2 с помощью гаек 4, зафиксированы стопорами 5. На свободном конце штырей 3, входящем в. отверстие 6 другой по- луформы, выполнены лыски 7 и симметричные относительно оси вырезы, образующие наклонные площадки 8. Запирающие устройства выполнены в ви- де клиньев 9, расположенных попарно противоположно в каждой полуформе.
Клинья 9 расположены в гильзах 10 установленных в расточках каждой из полуформ. Оси клиньев 9 перпендикулярны осям стягивающих штырей 3. В клиньях 9 выполнены сквозные пазы 11, длина которых не меньше длины запирания. На наружной поверхности .линьев 9 выполнены наклонные площадки 12, взаимодействующие с площадками 8 штырей 3. Угол наклона площадок 8 и 12 обеспечивает самоторможение клина 9 при запирании. Каждый клин взаимодействует с приводом 13 запирания, сообщающим клину 9 поступательное перемещение к центру формы.
Со стороны, противоположной приводу 13, клин 9 снабжен хвостовиком 14, проходящим через сквозные отверстия 15 и 16 в теле полуформы 1 или 2-й штыря 3, взаимодействующего с клином 9 противоположной полуформы. Каждый хвостовик 14 взаимодействует с приводом 17 отпирания, аналогичным приводу 13. Хвостовик 14 может быть выполнен как заодно с клином 9, так и отъемным, и соединен с клином 9 ки
Q
5 0 5 0
0 5
5
0
5
нематически, например при помощи проточки 18 в хвостовике и полуколец 19. Со стороны привода 17 в клине 9 выполнено сквозное окно 20, соединенное с пазом 11. Размеры окна 20 обеспечивают возможность прохода через него снабженной лысками 7 части штыря 3 противоположной полуформы. Соответствующее окну 20°сквозное окно 21 имеется и в гильзе 10.
От проворота клин 9 и гильза 10 фиксируются стопором 22, проходящим через паз 23 гильзы 10 и взаимодействующим с пазом 24, выполненным в теле клина 9. Клин 9 в открытом положении предохранен от самопроизвольного перемещения установленным в полуформе шариковым фиксатором 25, взаимодействующим с гнездом 26 клина 9.
Для направления хвостовика 14 и исполнительной части привода 17 в полуформах установлены втулки 27, а для направления исполнительной части привода 13- запирания - направляющие 28 и 29.
Литейная форма работает следующим образом.
В процессе сборки формы верхняя полуформа 1 устанавливается на нижнюю 2, при этом клинья 9 отведены от центра формы и удерживаются в этом положении фиксатором 25 (взаимное положение частей формы в этом положении изображено на фиг. 6). Штырь 3. одной из полуформ при сборке входит во вторую полуформу через отверстие 6 в ее теле и сквозные окна 21 и 20 в гильзе 10 и клине 9. Сквозные пазы 11 в клиньях 9 в это время свободны.
На позиции запирания приводы 13 запирания своими исполнительными элементами перемещают клинья 9 в гильзах 10 к центру формы, клинья 9 при этом своими пазами 11 входят в вырезы соответствующих штырей 3, обеспечивая тем самым контакт наклонных площадок 8 штырей 3 и 12 клиньев 9. Угол наклона площадок 8 и 12 обеспечивает самоторможение клиновой пары и, соответственно, надежное соединение со сжатием, регулируемым усилием поджима клиньев 9 обеих половин формы. По завершении скрепления формы приводы 13 запирания отводятся в исходное положение.
тей формы показано на фиг. 3, 4 и 5.
Скрепленная форма допускает различные манипуляции с ней, например ее кантовку в вертикальное положение и дальнейшую транспортировку. Кроме того, скрепление формы по четырем точкам, расположенным по периферии, обеспечивает жесткость соединения полуформ и создает оптимальные условия для заливки форм жидким металлом как при горизонтальном, так и при вертикальном разъеме формы.
Разборка формы производится в обратном порядке-с помощью приводов 17 отпирания, которые, взаимодействуя с хвостовиками 14, отводят клинья 9 в исходное положение, изображенное на фиг. 6.
Изобретение позволяет значительно упростить конструкцию приводов запирания и отпирания, представляющих собой в этом случае простые толФиг. 2
подгонку клина.
Формула изобретения
Литейная форма, преимущественно для автоматизированных линий литья в облицованные кокили, содержащая
две полуформы, запирающие устройства в виде клиньев с приводами и стягивающих штырей, взаимодействующих друг с другом посредством наклонных площадок, отличающая ся тем,
что, с целью повышения надежности запирания форм, стягивающие штыри попарно установлены в каждой полуформе перпендикулярно плоскости разъема формы и размещены по диагонали на
равном расстоянии от геометрического центра формы, а клинья расположены попарно противоположно в каждой полуформе, причем оси клиньев пер-, пендикулярны осям стягивающих штырей,
а в клиньях выполнены сквозные пазы, длина которых не менее длины хода запирания.
JLA
Фиг.it
2h 23 22 2B .
22zto /
фиг. 5
Г-Г 25 11
/
25
28
Y///////Z Ј&&
ЧЧ ЛЧ Л ЧЧ Ч Л1(УЛЧЛ //// //////
Фиг.В
| Механизм запирания машины литья под давлением | 1980 |
|
SU1287975A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Устройство для скрепления полукокилей | 1974 |
|
SU498090A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
