Ю
17
fus.3
Изобретение относится к изготовлению резиновых технических изделий и предназначено для соединения резиновых профилей при изготовлении бесконечных уплотнителей, используемых в различных отраслях промьшшенности.
Цель изобретения - повышение производительности при изготовлении г крупногабаритных резиновьк профилей высокого качества.
На фиг.1 изображена установка для соединения резиновьт профилей со снятой плитой, вид сверху; на фиг.2 - то же, со смещенными одна относительно другой угловыми формообразукяцим полостями на фиг.З - сечение А-А на фиг.1.
Установка для соединения резиновых профилей содержит пресс-форму, выполненную в виде набора этажно расположенных элементов 1. В каждом элементе 1 вьшолнены канавки 2 и 3 для концов двух заготовок и одна угловая формообразующая полость 4. В устрой- стве имеется плита 5 с загрузочной камерой 6 и установленньА в последней аксиально подвижный плунжер 7. Загрузочная камера 6 связана с угловыми формообразующими полостями 4 посред- ством литниковой системы. Последняя включает центральный литник 8, проходящий через все элементы 1 и свя- занный с загрузочной камерой 6, и радиальные разводящие каналы 9 для соединения центрального литника 8 с уг ловыми формообразующими полостями 4.
Формообразующие полости 4 в нижни элементах 1 могут быть расположены одна под другой (фиг,1 и 3) или смещены одна относительно другой на 15- 45° ( фиг.2) при очень больших габаритах профилей.
На элементах 1 и плите 5 смонтированы по два основных 10 и дополни- тельных 11 прижима. Дополнительные прижимы 11 выполнены пластинчатыми и предназначены для предварительной фиксации концов соединяемых профилей Основные прижимы 10 установлены в зоне канавок 2 и 3 и могут быть подпружиненными. Прижимы 10 предназначены для фиксации концов соединяемых профилей от вьщавливания из канавок в процессе заполнения угЛовых .формо- образующих полостей 4 резиновой смесью во время соединения и вулканизации профилей.
Фиксация элементов 1 и плиты 5 осуществляется посредством штифтов
12,запрессованных в нижний элемент 1. Для выхода воздуха из формообразующих полостей при заполнении их резиновой смесью выполнены каналы 13. Для обеспечивания одинаковых условий стыковки профилей на всех этажах пресс-формы длина всех канавок 2 и
3 выполнена одинаковой, а прижимы 10 и 11 расположены на одинаковом расстоянии от вершин углов формообразующих полостей 4.
Установка работает следукяцим образом.
В канавки 2 и 3 нижнего элемента
1укладываются концы мерньк заготовок 14 и 15 резинового профиля лицевой стороной вверх и фиксируются прижимами If. Затем на нижний элемент 1 устанавливается следзтощий элемент 1, который своими прижимами 10 обеспечивает фиксацию концов заготовок в процессе соединения. В канавку 3 этого элемента укладывается второй конец заготовки 14 лицевой стороной вниз, а в канавку 2 - конец заготовки 16 лицевой стороной вверх. Аналогично происходит укладка кон- цов заготовок в канавки последующих элементов 1, количество которых зависит от числа угловых стыков в изготавливаемом уплотнении. В канавку 3 верхнего элемента 1 укладьгеается второй конец заготовки 17 с предьщу- щего этажа пресс-формы, а в канавку
2- второй конец заготовки 15 с нижнего элемента 1.
После укладки заготовок устанавливается на верхний элемент 1 плита 5, в загрузочную камеру 6 закладывается резиновая смесь и помещается плунжер 7 и устройство направляется в вулка- низационный пресс (не показан). При смыкании пресса плунжером 7 резиновая смесь вьодавливается из загрузочной камеры и через литниковую систему поступает в угловые формообразу- кнцие пслости 4. Воздух и излишки резиновой смеси выходят через каналы
13.В процессе вулканизации резиновая смесь принимает форму угловой формообразующей полости и соединяется с концами заготовок, в результате чего получается бесконечное резиновое изделие за один цикл вулканизации, что обуславливает высокую производительность процесса изготовления бесконечных резиновых изделий из экструдируемых профилей и гарантирует высокое качество.
Ф о р м у ла изобретения
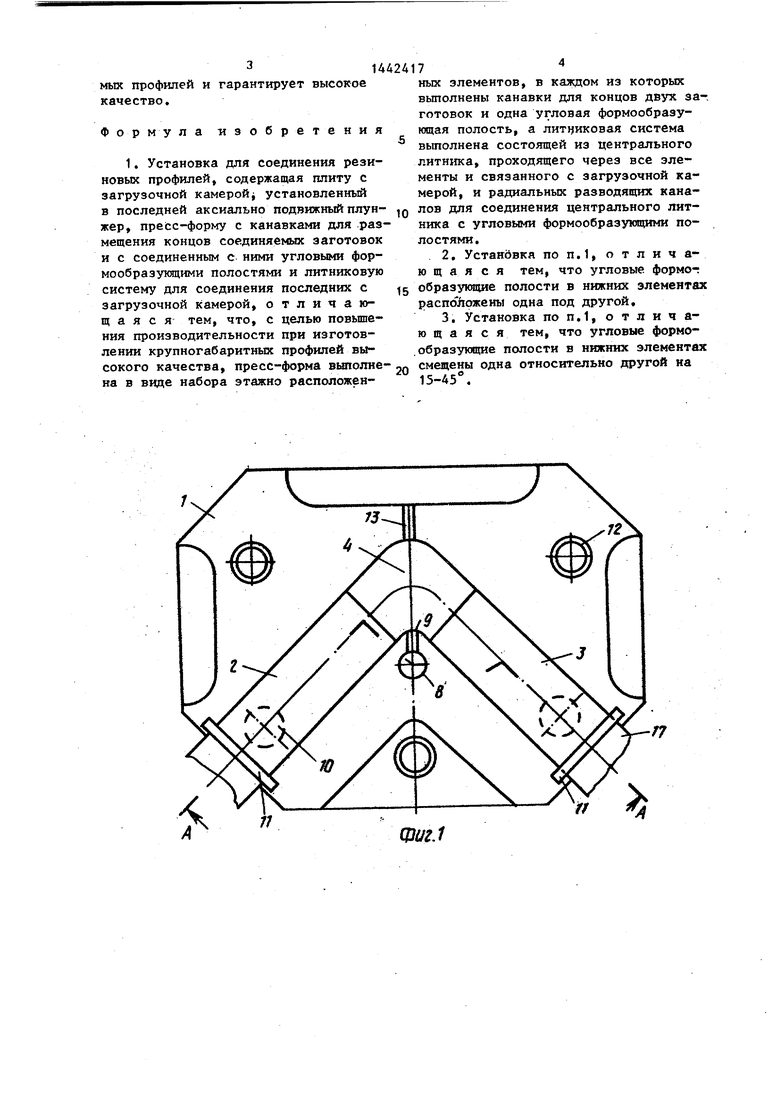
1. Установка для соединения резиновых профилей, содержащая плиту с загрузочной камеройi установленный в последней аксиально подвижный плунжер, пресс-форму с канавками для .размещения концов соединяемых заготовок и с соединенным с ними угловыми фор- мообразукяцими полостями и литниковую систему для соединения последних с загрузочной камерой, о т л и ч а щ а я с я тем, что, с целью повьше- ния производительности при изготовлении крупногабаритных профилей выных элементов, в каждом из которых выполнены канавки для концов двух за-, готовок и одна угловая формообразующая полость, а литциковая система вьтолнена состоящей из центрального литника, проходящего через все элементы и связанного с загрузочной камерой, и радиальных разводящих каналов для соединения центрального литника с угловыми формообразующими полостями,
2,УстанЬвка по п.1, отличающаяся тем, что угловые формо-г
образукяцие полости в нижних элементах расположены одна под другой,
3,Установка по п.1, отличающая с я тем, что угловые формо.образующие полости в нижних элементах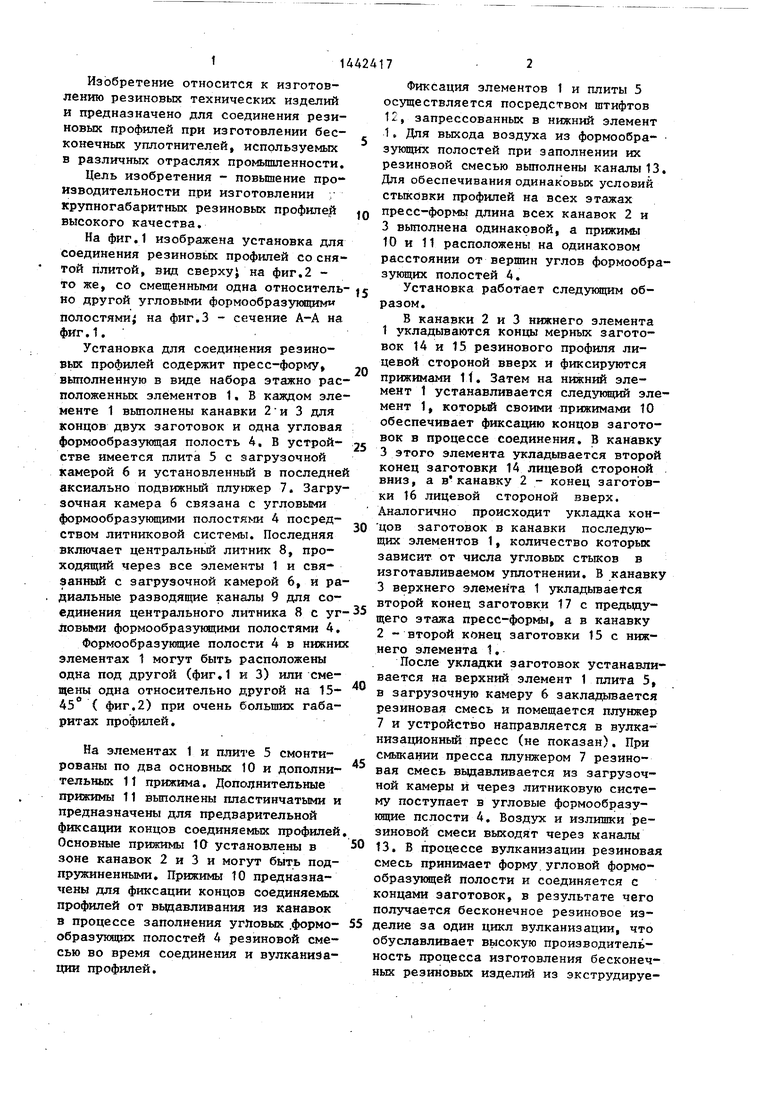
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления резиновых изделий | 1983 |
|
SU1147581A1 |
| Этажная литьевая пресс-форма для изготовления кольцевых полимерных изделий | 1986 |
|
SU1391910A1 |
| Устройство для литьевого прессования резиновых изделий | 1981 |
|
SU1004144A1 |
| Устройство для литьевого прессования резиновых изделий | 1983 |
|
SU1077814A2 |
| Литьевая форма для изготовления изделий из полимерного материала | 1987 |
|
SU1497024A1 |
| Загрузочная камера | 1985 |
|
SU1291430A1 |
| Литьевая пресс-форма для изготовления кольцевых полимерных изделий | 1984 |
|
SU1351806A1 |
| Литьевая форма для изготовления кольцевых изделий из полимерного материала | 1984 |
|
SU1260222A1 |
| Литьевая пресс-форма для изготовления резинотехнических изделий | 1983 |
|
SU1100121A1 |
| Форма для изготовления полых резиновых изделий с профильной боковой поверхностью | 1987 |
|
SU1479288A1 |

Изобретение касается изготовления резиновых технических изделий и предназначено для соединения резиновых профилей при изготовлении бесконечных уплотнений, используемых в различных отраслях промьшшенности. Цель изобретения - повышение производительности при изготовлении крупногабаритных резиновых профилей высокого качества. Для этого пресс-форма выполнена в виде набора этажно расположеннык элементов 1. В каждом элементе 1 вьтолнены канавки 2 и 3 для концов двух заготовок и одна угловая формообразующая полость. Литниковая система состоит из центрального литника 8 и радиальных разводящих каналов 9. Центральный литник 8 связан с загрузочной камерой 6 и проходит через все элементы 1. Радиальные разводящие каналы 9 соединяют центральный лнтник 8 с угловыми формообразующими полостями. Угловые формообразующие полости в нижних элементах 1 расположены одна под другой, но могут быть расположены и со смещением одна относительно другой на 15-45 . При работе устройства концы мерных заготовок 14-17 в заданной последовательности закладываются в канавки 2 и 3 элементов 1 и соединяются резиновой смесью, выдавливаемой плунжером 7 из загрузочной камеры 6. В результате соединения образуется бесконечный профиль с заданным количеством угловых стыков. 2 з.п. ф-лы, 3 ип. а (Л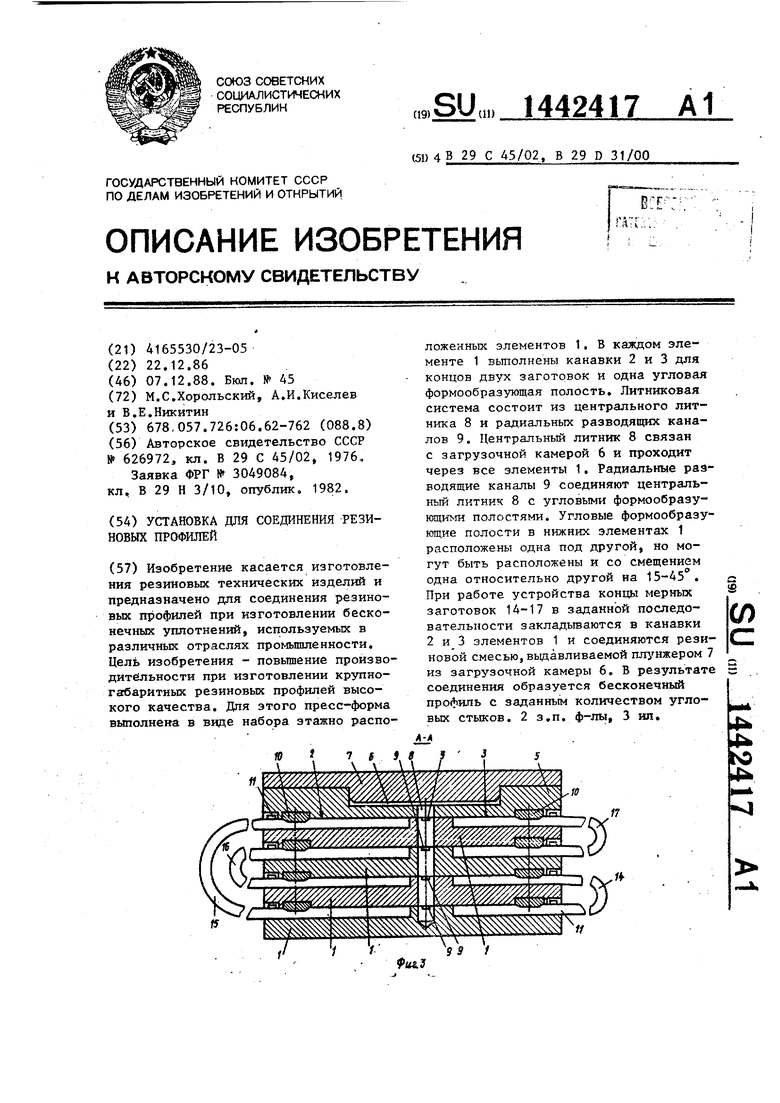
сокого качества, пресс-форма выполне- JQ смещены одна относительно другой на на в виде набора этажно расположен- 15-45°,
Фиг.1
w
/7
fO
faz. 2
| Пресс-форма для стыковки вулканизованных резиновых шнуров | 1976 |
|
SU626972A1 |
| Солесос | 1922 |
|
SU29A1 |
