Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении зубчатых колес.
Цель изобретения - повышение качества обработки зубчатых колес ультразвуком за счет исключения зон перехода от упрочненного материала к неупрочненному у ножек обрабатываемых зубьев путем обеспечения огибания впадины обрабатываемого зубчатого колеса.
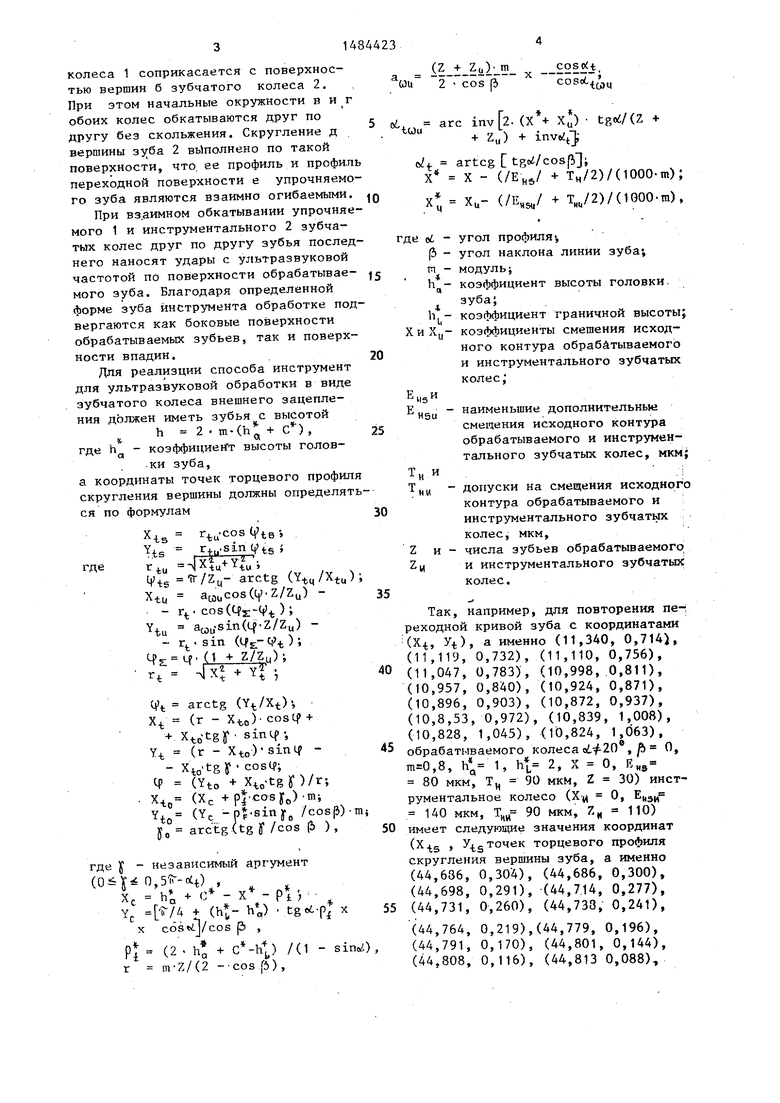
На фиг.1 изображена схема зацепления обрабатываемого и инструментального зубчатых колес; на фиг.2 - узел на фиг.на фиг.З - профиль зуба инструмента для ультразвуковой обработки.
Способ осуществляется следующим образом.
Обрабатываемое 1 и инструментальное 2 зубчатые колеса вводятся в зацепление таким образом (фиг.1 и 2), что поверхность впадин а зубчатого
колеса 1 соприкасается с поверхностью вершин б зубчатого колеса 2. При этом начальные окружности в иг обоих колес обкатываются друг по другу без скольжения. Скругление д вершины 2 выполнено по такой поверхности, что ее профиль и профипь переходной поверхности е упрочняемого зуба являются взаимно огибаемыми.
При взаимном обкатывании упрочняемого 1 и инструментального 2 зубчатых колес друг по другу зубья последнего наносят удары с ультразвуковой частотой по поверхности обрабатывав- мого зуба. Благодаря определенной форме зуба инструмента обработке подвергаются как боковые поверхности обрабатываемых зубьев, так и поверхности впадин.
Для реализции способа инструмент для ультразвуковой обработки в виде зубчатого колеса внешнего зацепления должен иметь зубья с высотой
% h - 2 m-(h + С), где h - коэффициент высоты головки зуба,
а координаты точек торцевого профиля скругления вершины должны определяться по формулам
4S Г ц С08 VtB
r+4-sinyts -,
-vJX +YЈu i
Vts Tr/Zu- arctg (Yt4/Xtu); Xtu a cosfy-Z/Zy) -
- rt- cos((()t ); Ytu a0u.sin(Cf.Z/Zu) где
4s iu
rt- sin (Ifsr-ty.t );
ЦУ--Ц.О + z/gu);
rt - + Y7
Ч
Vt arctg (Yt/Xt)-, Xt (г - Xto) cosCf +
+ Xto-tg f sintp-, Yt (r - Xto) sinif - Xto-tgy созЧ1; V (Yto + Xie.tgp/r;
H0f torn;
45
(Xc + pi cosyo) т; (Yc -p -sinjf0 /cosp) jJ0 arctg (tg jf /cos (5 ), 50
де f - независимый аргумент ,5j--ott)
Xc + C - X - pi ,
Yc Г/4 + (ht- ) . tgotfj x55
X COStij/COS p ,
pj (2 - h + ) /(1 - sirui), r m-Z/(2 - cos ft),
() m cosoi-t, aUU 5 X cosolt,4
twu arc
X)
(z
(
+ Zu) + inv
artcg tgci/cosfi i X X - (/EH5/ + TH/2)/(1000-m);
- т /2)/(1000-m),
X
- Xu- (/ЕЦ5Ц/
где et - угол профиля-,
(3 - угол наклона линии зуба;
п - модульj
h . чкоэффициент высоты головки зуба;
коэффициент граничной высоты; иХи- коэффициенты смешения исходного контура обрабатываемого и инструментального зубчатых колес;
наименьшие дополнительные смещения исходного контура обрабатываемого и инструментального зубчатых колес, мкм;
допуски на смещения исходного
контура обрабатываемого и
инструментального зубчатых
колес, мкм,
числа зубьев обрабатываемого
и инструментального зубчатых
колес.
40
;
45
50
55
),
Так, например, для повторения переходной кривой зуба с координатами (Хь yt), а именно (11,340, 0,714), (11,119, 0,732), (11,110, 0,756), (11,047, 0,783), (10,998, 0,811), (10,957, 0,840), (10,924, 0,871), (10,896, 0,903), (10,872, 0,937), (10,8,53, 0,972), (10,839, 1,008), (10,828, 1,045), (10,824, 1,063), обрабатываемого колеса oi/f20e, О, ,8, h I, h| 2, X О, К
я
80 мкм, Тц 90 мкм, Z 30) инструментальное колесо (Х 0, EMS(,e 140 мкм, Тцй 90 мкм, ZH 110) имеет следующие значения координат ( , У 3точек торцевого профиля скругления вершины зуба, а именно (44,686, 0,304), (44,686, 0,300), (44,698, 0,291), (44,714, 0,277), (44,731, 0,260), (44,738, 0,241),
(44,764, 0,219),(44,779, 0,196), (44,791, 0,170), (44,801, 0,144), (44,808, 0,116), (44,813 0,088),
(44,814, 0,073), а для повторения переходной кривой зуба с координатами (Xt, Ч), а именно (28,232, 2.,497), (27,933, 2,539), (27,730, 2,596), (27,445,. 2,734), (27,335, 2,813), (27,240, 2,899), 27,157, 2,992), (27,086, 3,092), 27,027, 3,196), (26,980, 3,306), (26,945, 3,420), (26,932, 3,478), обрабатываемого ко- Ы 20°, Р 16°, п 2,5,
Ъ
леса
Ьа 1,
Ч2, X 0,2, Е 30 мкм
Тн 100 мкм, Z 23) инструментальное колесо (Х„ О, Е|)5И 120 мкм, Тнч 90 мкм, Z(, 60) имеет следующие координаты ОЦ5, yts точек торцевого профиля скругления вершины зуба, а именно (80,548, 0,954), (80,560, 0,951), (80,602, 0,927), (80,655, 0,888), (80,711, 0,839), (80,766, 0,779), (80,818, 0,710), (80,865, 0,634), (80,905, 0,552), (80,937, 0,464), (80,961, 0,373), (80,976, 0,278), (80,980, 0,230).
Формула изобретения
Способ обработки зубчатых колес ультразвуком при котором осуществляют обкатку обрабатываемого зубчатого колеса инструментальным зубчатым колесом, а последнему сообщают ультразвуковые колебания в радиальном направлении, отличающийся тем, что, с целью повышения качества обработки за счет исключения зон перехода от упрочненного материала к неупрочненному у ножек обрабатываемых зубьев путем обеспечения огибания впадины обрабатываемого зубчато- го колеса, профиль зуба инструментального колеса выполняют со скруг- лением вершины плоской кривой и приращением по высоте на-величину радиального зазора между впадиной обрабатываемого колеса и вершиной зуба инструментального колеса.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТ ДЛЯ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ ЗУБЬЕВ КРУПНОМОДУЛЬНЫХ КОЛЕС ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2002 |
|
RU2213148C1 |
| СПОСОБ ОБРАБОТКИ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС ДИСКОВЫМ ЛЕЗВИЙНЫМ ИНСТРУМЕНТОМ | 2018 |
|
RU2677553C1 |
| Прямозубое цилиндрическое колесо | 1982 |
|
SU1076664A1 |
| Способ черновой обработки зубчатого колеса симметричным набором дисковых фрез | 1990 |
|
SU1815024A1 |
| Цевочная передача | 1990 |
|
SU1747772A1 |
| Способ ремонта рабочих поверхностей зубьев колес | 1987 |
|
SU1593768A1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ ЗУБЧАТЫХ ИЗДЕЛИЙ | 2001 |
|
RU2188101C1 |
| Способ контроля долбяка | 1989 |
|
SU1710231A1 |
| Способ формообразования поверхностей зубьев цилиндрических колес | 1986 |
|
SU1454560A1 |
| Способ обработки зубьев зубчатых колес дисковым лезвийным инструментом | 2021 |
|
RU2763831C1 |

Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении зубчатых колес. Цель изобретения - повышение качества обработки зубчатых колес ультразвуком за счет обеспечения упрочнения как боковой поверхности зубьев, так и поверхности впадин, включая переходную поверхность. Обрабатываемое и инструментальное зубчатые колеса вводятся в зацепление таким образом, что поверхность впадин зубчатого колеса соприкасается с поверхностью вершин зубьев инструментального колеса. При взаимном обкатывании упрочняемого и инструментального зубчатых колес друг по другу зубь я последнего наносят удары с ультразвуковой частотой по поверхности обрабатываемых зубьев. Благодаря определенной форме зуба инструмента обработке подвергаются как боковые поверхности обрабатываемых зубьев, так и поверхности впадин. Зуб инструмента имеет высоту, равную удвоенному произведению модуля на коэффициент высоты ножки зуба, а торцовый его профиль выполнен со скруглением вершины зуба плоской кривой, рассчитанной математически так, что огибающей его последовательных положений является торцовый профиль переходной поверхности упрочняемого зуба. 3 ил., 4 табл.
фиг.
41
Приращение по бысо те профи/м зу&
Делительная окружность
Номинальна окружности
вершин
| Устройство для упрочнения зубчатых колес | 1984 |
|
SU1175601A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
