фйксируется конечным выключателем 29, 25 менно посылая сигнал управляемым кла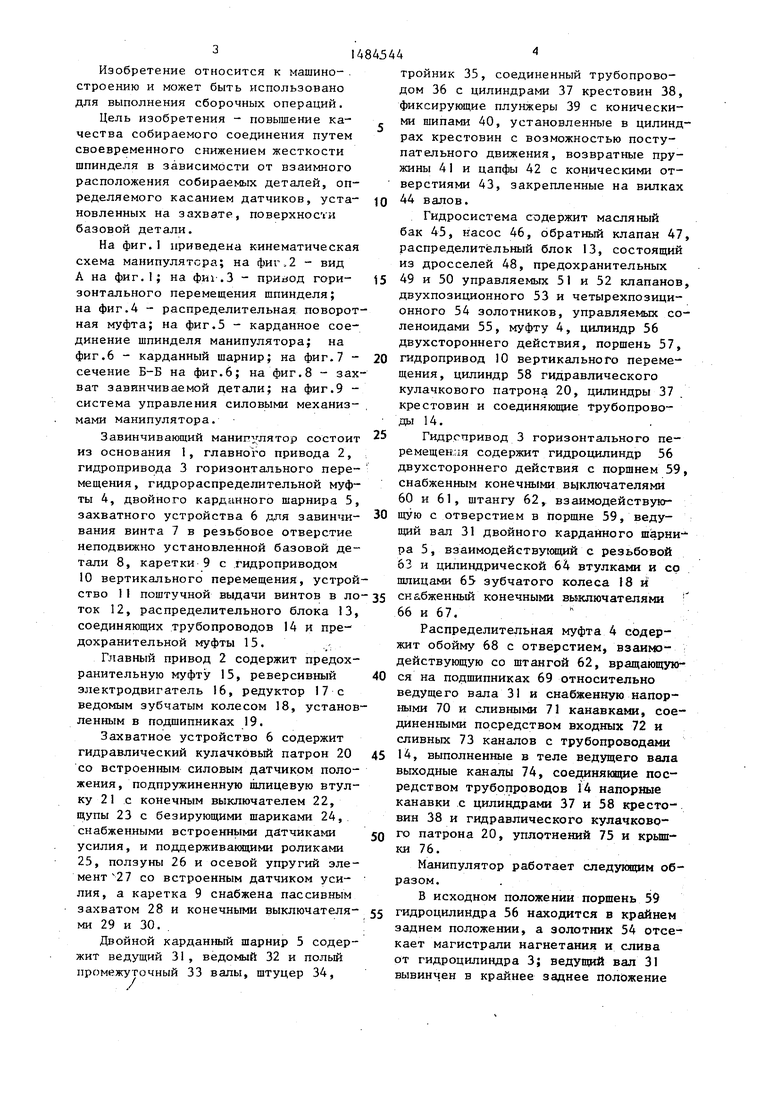
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для обработки крупногабаритных колец | 1985 |
|
SU1252132A1 |
| Способ сборки узлов типа карданного шарнира | 1990 |
|
SU1779531A1 |
| Устройство для автоматической смены инструмента | 1983 |
|
SU1135593A1 |
| Измерительная захватная головка манипулятора | 1987 |
|
SU1393634A1 |
| АДАПТИВНЫЙ ПНЕВМОГИДРАВЛИЧЕСКИЙ РОБОТ | 2002 |
|
RU2224637C1 |
| АВТОМАТИЧЕСКИЙ ПАТРОН ДЛЯ МНОГОСТОРОННЕЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1991 |
|
RU2008138C1 |
| Манипулятор | 1987 |
|
SU1549745A1 |
| УСТРОЙСТВО ДЛЯ РЕЛАКСАЦИИ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ И СТАБИЛИЗАЦИИ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ДЕТАЛЕЙ ЦИЛИНДРИЧЕСКИХ ФОРМ | 2023 |
|
RU2830378C1 |
| ЛЕНТОЧНОШЛИФОВАЛЬИЫЙ СТАНОК | 1972 |
|
SU327991A1 |
| Устройство для восстановления детали типа крестовины кардонного шарнира | 1980 |
|
SU904963A2 |
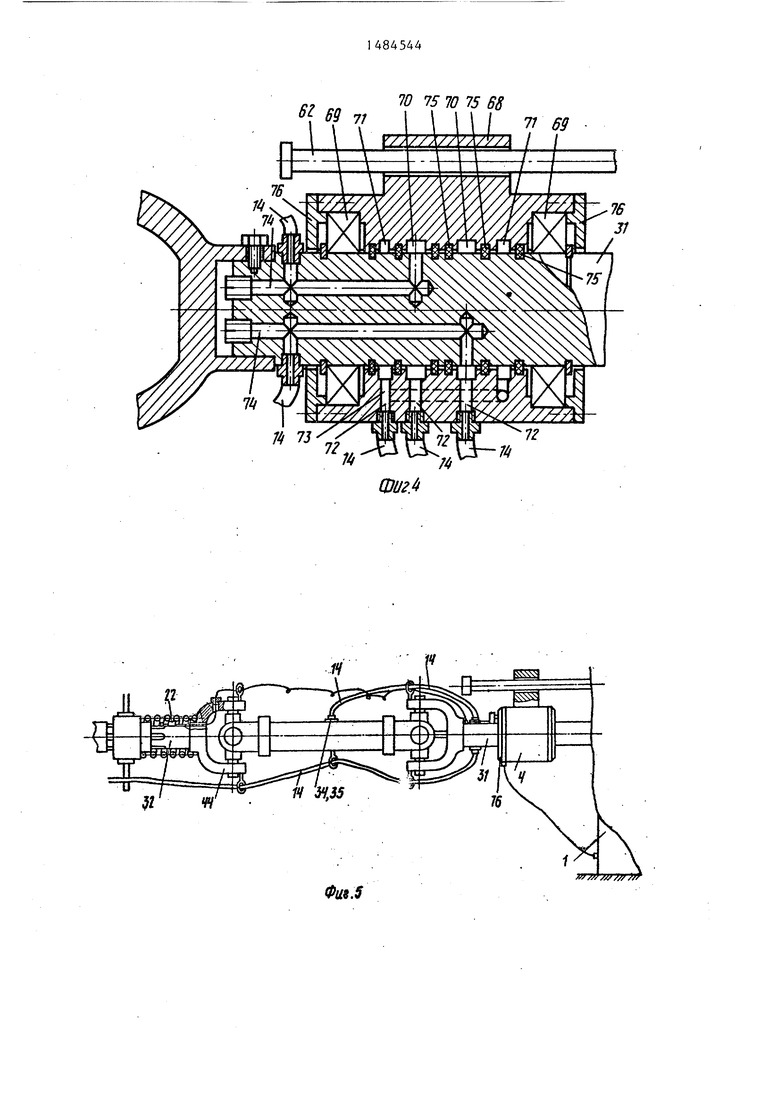
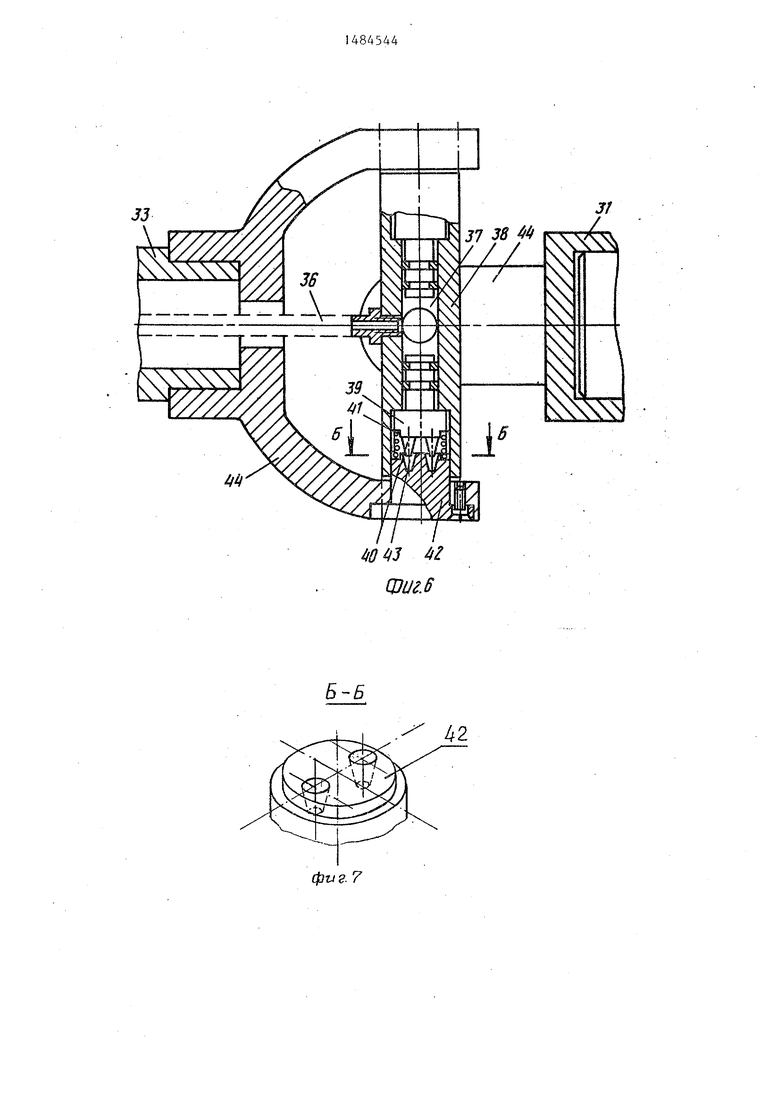
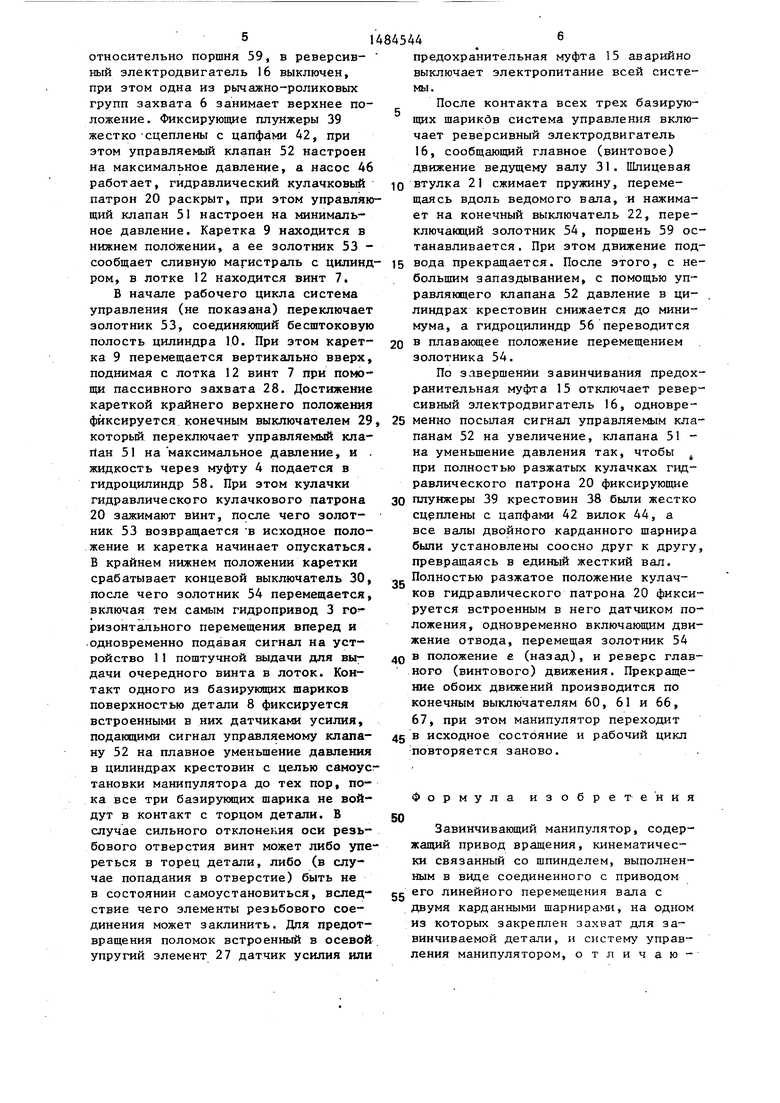
Изобретение относится к машиностроению и может быть использовано для выполнения сборочных операций. Цель изобретения - повышение качества собираемого соединения. Завинчивающий манипулятор содержит основание 1, на котором установлены привод вращения 2 и гидропривод 3 линейного перемещения, на штоке которого расположены муфта 4 и двойной карданный шарнир 5, на одном из шарниров которого закреплено захватное устройство 6 для винтов 7, которые завинчиваются в базовую деталь 8. При этом на захватном устройстве 6 расположены щупы 23 с силовыми датчиками, которые взаимодействуют с торцовой поверхностью базовой детали 8, а крестовина карданных шарниров выполнена в виде гильз цилиндров, внутри которых на шлицах установлены подпружиненные плунжеры с коническими шипами, ответные которым отверстия выполнены на цапфах, а напорные полости плунжеров соединены с насосом через аппаратуру управления. 9 ил.
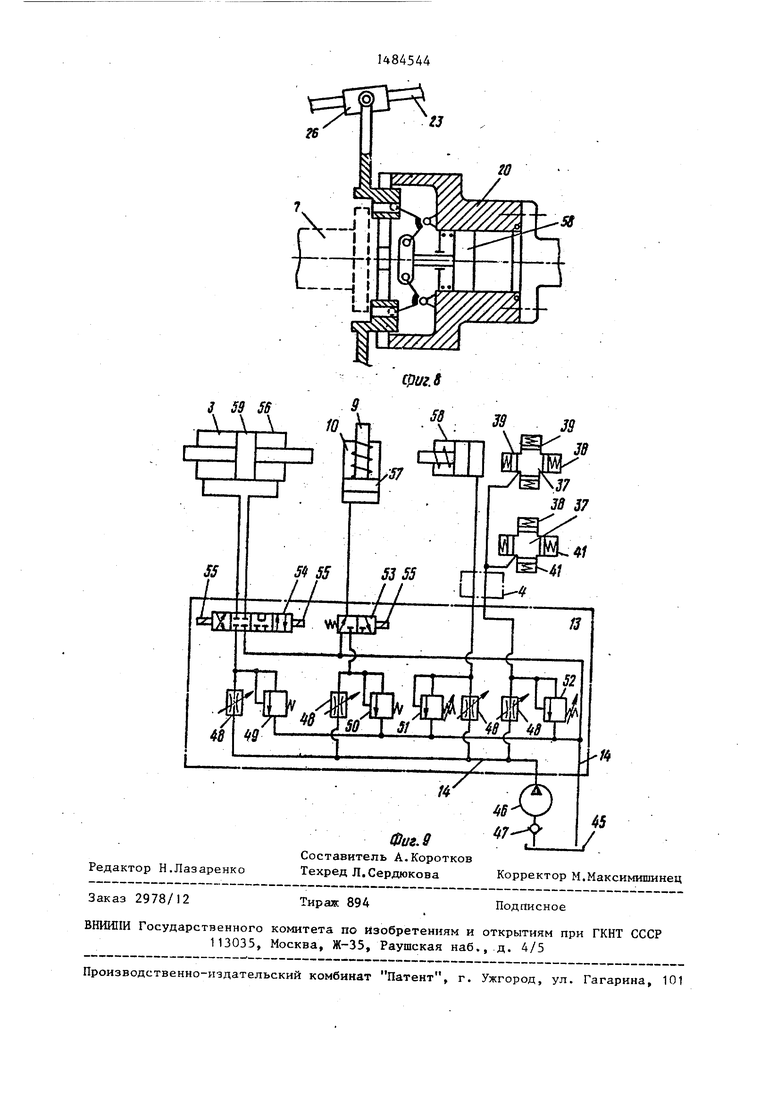
который переключает управляемый клапан 51 на максимальное давление, и . жидкость через муфту 4 подается в гидроцилиндр 58. При этом кулачки гидравлического кулачкового патрона 20 зажимают винт, после чего золотник 53 возвращается в исходное положение и каретка начинает опускаться. В крайнем нижнем положении каретки срабатывает концевой выключатель 30, после чего золотник 54 перемещается, включая тем самым гидропривод 3 горизонтального перемещения вперед и одновременно подавая сигнал на устройство 11 поштучной выдачи для выдачи очередного винта в лоток. Контакт одного из базирующих шариков поверхностью детали 8 фиксируется встроенными в них датчиками усилия, подающими сигнал управляемому клапану 52 на плавное уменьшение давления в цилиндрах крестовин с целью самоустановки манипулятора до тех пор, пока все три базирующих шарика не войдут в контакт с торцом детали. В случае сильного отклонения оси резьбового отверстия винт может либо упереться в торец детали, либо (в случае попадания в отверстие) быть не в состоянии самоустановиться, вследствие чего элементы резьбового соединения может заклинить. Для предотвращения поломок встроенный в осевой упругий элемент 27 датчик усилия или
панам 52 на увеличение, клапана 51 - на уменьшение давления так, чтобы 4 при полностью разжатых кулачках гидравлического патрона 20 фиксирующие
плунжеры 39 крестовин 38 были жестко сцеплены с цапфами 42 вилок 44, а все валы двойного карданного шарнира были установлены соосно друг к другу, превращаясь в единый жесткий вал. Полностью разжатое положение кулачков гидравлического патрона 20 фиксируется встроенным в него датчиком положения, одновременно включающим движение отвода, перемещая золотник 54 в положение е (назад), и реверс главного (винтового) движения. Прекращение обоих движений производится по конечным выключателям 60, 61 и 66, 67, при этом манипулятор переходит
в исходное состояние и рабочий цикл повторяется заново.
Формула изобретения
Завинчивающий манипулятор, содержащий привод вращения, кинематически связанный со шпинделем, выполненным в виде соединенного с приводом его линейного перемещения вала с двумя карданными шарнирами, на одном из которых закреплен захват для завинчиваемой детали, и систему управения манипулятором, отличающ и и с я тем, что, с целью повышения качества собираемого соединения и производительности, захват снабжен тремя равнорасположенными по окружности щупами с силовыми датчиками для взаимодействия с базовой деталью, а крестовины карданных шарниров выдидА
3isfk 6l « f
/ ) ei.
daSn/уЬ fi gj
,i i ii ъ b« в г я rv %. x.i и /.L I f
Ошг.З
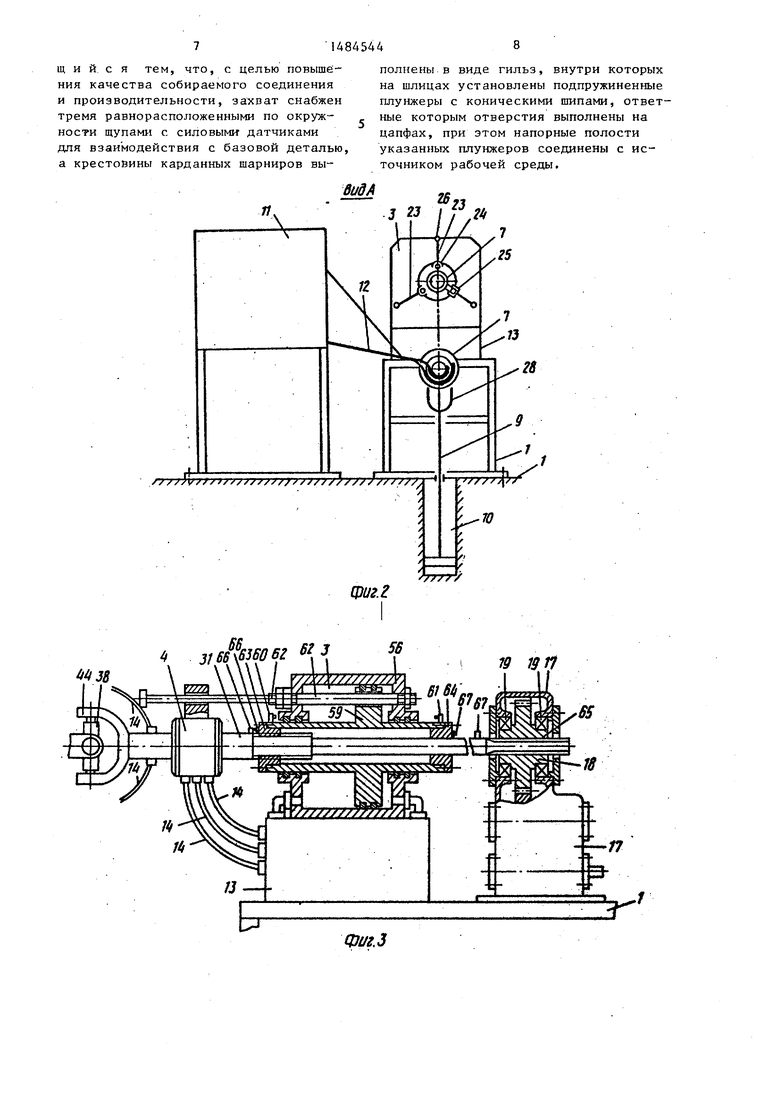
полнены в виде гильз, внутри которых на шлицах установлены подпружиненные плунжеры с коническими шипами, ответные которым отверстия выполнены на цапфах, при этом напорные полости указанных плунжеров соединены с источником рабочей среды.
19 19 П
П
SI 69
14
#
чч
10 75 70 75 68
77 69
П
Фиг4
9 Wfa 2t W №
lЈ
M
| Шерман В.Л., Легоньких Г.В | |||
| Механизация сборочных работ в приборостроении | |||
| - М.: Машгиэ, 1963, с | |||
| Переносная печь-плита | 1920 |
|
SU184A1 |
