Изобретение относится к обработке металлов давлением и может быть использова- но для производства изделий типа ступенчатых валов поперечно-клиновой прокаткой.
Цель изобретения - повышение качества изделий за счет точности оформления переходов между ступенями изделий.
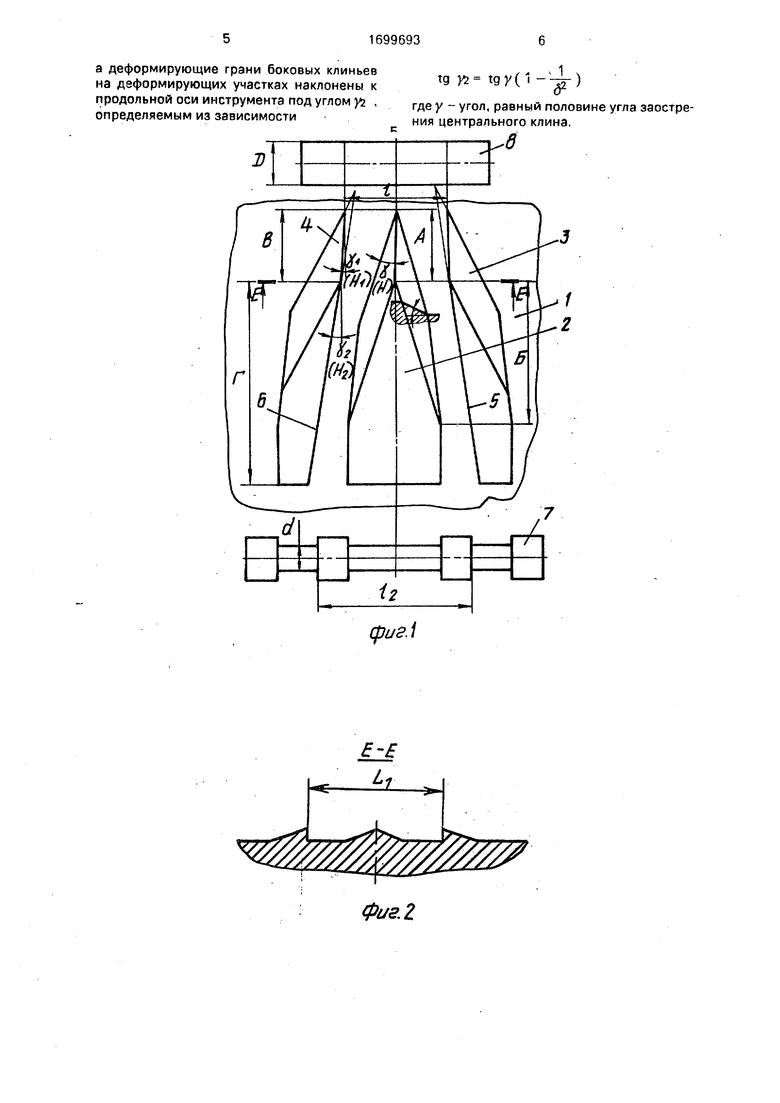
На фиг.1 представлен общий вид инструмента, план; на фиг.2 - сечение Е-Е на фиг.1; на фиг.З - профиль прокатываемой заготовки, соответствующий профилю инструмента в сечении Е-Е.
Инструмент состоит из двух плит 1, на каждой из которых размещены центральный клин 2, содержащий заходный участок
А и деформирующий участок Б, и боковые клинья 3 и 4.
Деформирующие грани центрального клина наклонены под углом а к плоскости плиты 1 и под углом у к продольной оси инструмента. Деформирующие грани 5, 6 боковых клиньев 3, 4, обращенные к центральному клину 2, оформляющие переходы между прокатанными и непрокатанными участками изделия 7 (в данном случае вертикальные) при прокатке исходной заготовки 8, состоят из двух участков.
Участок В, соответствующий заходному участку А центрального клина 2, выполнен с углом наклона к продольной оси инструмента у , определяемым из зависимости
««и
о
SO
о о ю
ы
(- О2.
rctga где d - степень обжатия инструмента.
Участок Г, соответствующий деформирующему участку Б центрального клина, выполнен с углом наклона уг , определяемым из зависимости
tgya -tgy()
где у- угол, равный половине угла заострения центрального клина 2, причем yi yi.
Вершины всех клиньев расположены на одной линии, параллельной оси прокатки.
Предлагаемый инструмент работает следующим образом.
Заготовка 8 диаметром D прокатывается до диаметра d предлагаемым инструментом. В начале процесса прокатки в заготовку внедряются одновременно клинья 2, 3, 4. Боковые клинья 3, 4 отсекают на заготовке в участок I. Объем металла Vi заготовки, вытесняемый заходной частью А центрального клина 2, равен
у,- (D-d)3
12 tg2a tgy
а первоначальная длина I участка после внедрения заходной части инструмента увеличится и равна И, что определяется из равенства объемов металла исходной заготовки и заготовки после внедрения за- ход ной части инструмента, т.е.
ЯР2 | JTD2 } ( D -d )3
44 1 12tg2atgy
Таким образом, величина отхода At жесткой части заготовки с одной стороны центрального клина равна
И -I( D - d )3
Al 6;rD2tg2«:tgy
tg
D d
отсюда d
y1 - .- так как d, 3 л D tg a
(°-l)2
TOt9yi 3 D2tga / б D - D ч 2 2
(
° d2
(d-1)2
Поскольку длина заходной части равна ,то угол линии отхода жесткой
части равен
(D-d
-,2
3 ж d2 tg a
(D
3 лdz tg a
(5-П2
3 б2 я tg a
На участке В боковых клиньев 3, 4 угол
наклона yi деформирующих граней 5, 6 выбирается по соотношению (1), а на участке Г, соответствующем установившемуся режиму прокатки центрального клина, жесткая часть заготовки под воздействием центрального клина отходит от продольной оси инструмента под углом уа , связанным с углом наклона центрального клина известным соотношением
10
tgya tgy(1 -jr)
(2)
15
20
25
30
35
40
45
50
55
Таким образом, чтобы обеспечить четкое оформление переходов между участками изделия, необходимо, чтобы угол наклона к продольной оси инструмента деформирующей грани бокового клина, обращенной к центральному клину, изменялся в соответствии с выражением (1) на участке, соответствующем заходному участку центрального клина, и в соответствии с выражением (2) на участке, соответствующем установившемуся процессу прокатки центрального клина.
Как видно из сопоставления формул (1) и (2), угол yi на заходном участке В бокового клина меньше, чем угол Yi на участке Г бокового клина.
Такое выполнение деформирующих граней боковых клиньев, обращенных к центральному клину, позволяет четко зафиксировать размер 2 на прокатанном изделии.
Формула изобретения
Инструмент для поперечно-клиновой прокатки, содержащий две плиты, установленные параллельно с возможностью относительного возвратно-поступательного перемещения, на каждой из которых размещены центральный клин с углом заострения и наклонными деформирующими гранями, имеющий заходный и деформирующий участки, и боковые клинья с деформирующими гранями, имеющими заходные и деформирующие участки, выполненные аналогично соответствующим участкам центрального клина, с вершинами, расположенными на одной линии, параллельной оси прокатки, отличающийся тем. что, с целью повышения качества изделий за счет точности оформления переходов между ступенями изделий, обращенные к центральным клиньям деформирующие грани боковых клиньев на заходных участках наклонены к продольной оси инструмента под углом уч.определяемым из зависимости
где д - степень обжатия инструмента;
а- угол наклона деформирующих граней центрального клина к плите.
а деформирующие грани боковых клиньев на деформирующих участках наклонены к продольной оси инструмента под углом уз , определяемым из зависимости
tg Xz tgy(1 - -)
где у - угол, равный половине угла заострения центрального клина.
в

| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для поперечно-клиновой прокатки | 1987 |
|
SU1479186A1 |
| Инструмент для поперечно-клиновой прокатки | 1973 |
|
SU470344A1 |
| Стан для поперечно-клиновой прокатки | 1977 |
|
SU657898A1 |
| Инструмент для поперечно-клиновой прокатки | 1988 |
|
SU1593766A1 |
| Инструмент для поперечно-клиновой прокатки | 1988 |
|
SU1574335A1 |
| Инструмент для поперечно-клиновой прокатки | 1988 |
|
SU1574336A1 |
| Инструмент для поперечно-клиновой прокатки | 1986 |
|
SU1442311A1 |
| Инструмент для поперечно-клиновойпРОКАТКи | 1979 |
|
SU821001A1 |
| Инструмент для поперечно-клиновой прокатки | 1987 |
|
SU1586835A1 |
| Инструмент для поперечно-клиновой прокатки | 1977 |
|
SU680794A1 |

Изобретение относится к обработке металлов давлением и может быть использова- но для производства изделий типа ступенчатых в.алов. Цель изобретения - повышение качества изделий за счет точности оформления переходов между ступенями изделий, Инструмент содержит размещенные на плите 1 центральный клин (К) 2 с заходным А и деформирующим Б участками и боковые клинья (БК) 3, 4. Деформирующие грани 5, 6 БК 3, 4, обращенных к ЦК 2, выполнены из двух участков. Участок, соответствующий заходному участку ЦК 2, имеет угол наклона уч к продольной оси инструмента, определяемый из зависимости ц у,- (5-П2 3f52jrtga где д - степень обжатия инструмента, а - угол наклона деформирующих граней ЦК 2 к плите 1. Участок, соответствующий деформирующему участку ЦК 2, имеет угол наклона yz, определяемый из зависимости tg yz tg y(1 --4-), гдеу - угол, равный половине угла заострения центрального клина. В начале процесса прокатки в заготовку внедряются одновременно ЦК 2 и БК 3, 4. Деформирующими гранями, обращенными к ЦК 2, БК 3, 4 обеспечивают четкое оформление переходов между ступенями изделия. 3 ил. сл
Сриг.
фиг. 2
Профиль заготоВм 8 сеч. Ј-Ј
Фие.З
| Устройство для поперечно-клиновой прокатки | 1974 |
|
SU570438A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
