(54) ИНСТРУМЕНТ ДЛЯ ПОЦЕРЕЧНО-КЛИНОВОЙ ПЮКАТКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для поперечно-клиновой прокатки | 1980 |
|
SU902953A1 |
| Инструмент для поперечно-клиновой прокатки | 1978 |
|
SU740367A1 |
| Инструмент для поперечно-клиновой прокатки | 1976 |
|
SU617139A1 |
| Устройство для поперечно-клиновой прокатки | 1980 |
|
SU969388A1 |
| Инструмент для поперечно-клиновой прокатки | 1988 |
|
SU1574336A1 |
| Инструмент для поперечно-клиновой прокатки | 1981 |
|
SU969390A1 |
| Инструмент для поперечно-клиновой прокатки | 1987 |
|
SU1479186A1 |
| Инструмент для поперечно-клиновой прокатки изделий с коническими концевыми частями | 1985 |
|
SU1274830A1 |
| Инструмент для поперечно-клиновой прокатки | 1977 |
|
SU680794A1 |
| Инструмент для поперечно-клиновой прокатки | 1980 |
|
SU948503A1 |
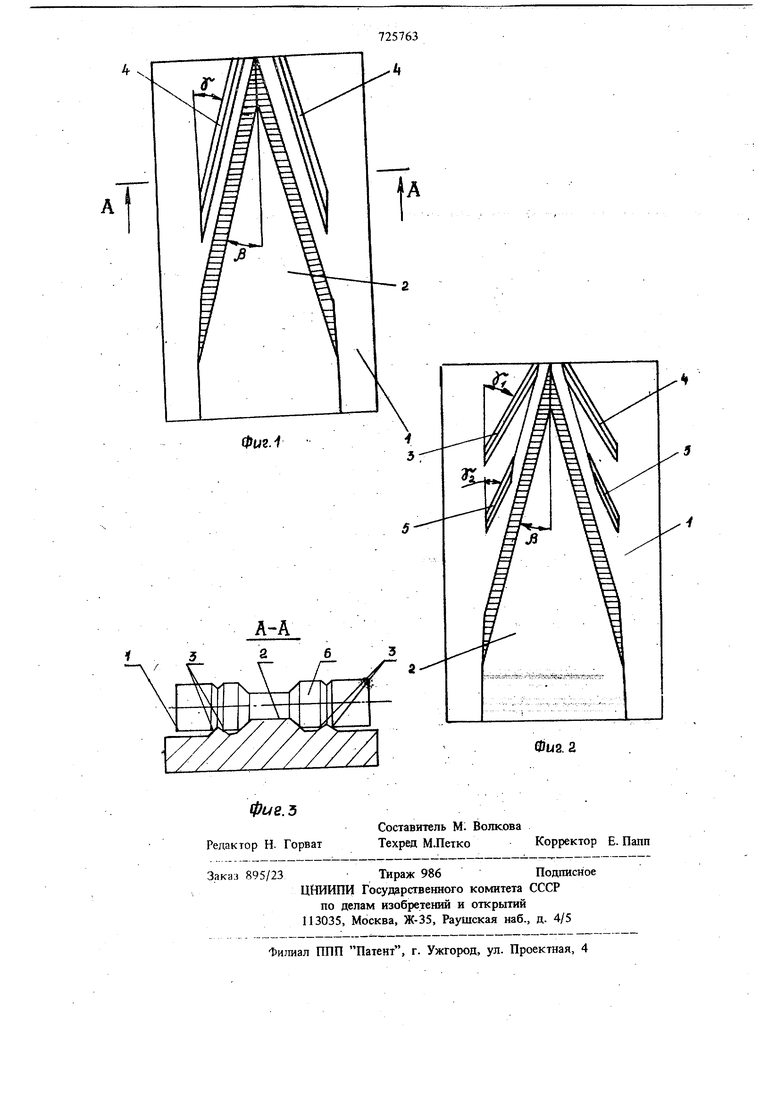
Изобретение относится к обработке металлов давлением и может быть использовано для получения деталей типа ступенчатых валов поперечно-клиновой прокаткой. / , Известен инструмент поперечно-клиновой прокатки, в котором, с целью повышения стабильности процесса, первые секции инструмента сиабжены технолргическ11ми дорожками. Тех нологические дорожки обеспечивают хорошее раскручивание заготовки и стабильное протекание процесса в иачальньш момент прокатки 1 Недостаток инструмента заключается в том, что в процессе прокатки заготовка имеет воз.можность смещаться в направлении ее продольной оси. Наиболее близким по технической сущности является инструмент для поперечно-клиновой прокатки тел вращения, содержащий рас-, положенный на основании клиновой калибр с наклонными деформирующими поверхностями и деформирующими поясками, примыкающи ми к наклонным деформирующим поверхностям, параллельными основанию 2. В известном инструменте деформирующие пояски стабилизируют прокатку за счет хорощего раскручивания заготовки при ее деформировании, ио не уд€(рживают : заготовку от ее возможного перемещения в направлении продольной оси. Малейщее Неравенство осевых растягивающих усилий, возникающих на площадках контакта заготовки с инструментом, вызывает смещение заготовки в направлении ее продолвдой оси и искажение формы и размеров прокатываемого изделия. Неравенство растягивающих усилий может возникнуть при прокатке как несимметричных, так и симметричных изделий из-за неправильного выбора геометрических параметров клина, неравномерности нагрева заготовки по длине, неравномерного износа инструмента, разных условий вн«щнего трения и т.д. Наиболее существенным недостатком извест ного инструмента является низкая точность осевых размеров прокатываемых изделий. Цель изобрете шя - повыщение точности прокатываемь1Х изделий. Посйвленйая цель достигается тем, что деформирующие пояски выполнены треугольного профиля и расположены под углом к направлению прокатки, определены соотношением 90° 7 (5 где |3 - угол заострения клинового калибра. На фиг. 1 показан общий вид предлагаемого инструмента (вариант с одной нарой деформирующих поясков); на фиг. 2 - обгций вид инструмента с двумя парами деформирующих поясков (т, т Тг и; на фиг. 3,- сечение А-А фиг. 1. Инструмент для поперечно-клиновой прокатки состоит из основания 1, Клинового калибра 2 с наклонными дефо|рмнруйщими гранями 3 и деформирующих поясков 4 с -реугольным профилем поперечного сечения (фиг.1, или 5 (фиг. 2). Инструмент работает следующим образбм. Нагретая до температуры прокатки мерная заг от6Ша уЬта навливаётся между двумя клийовыми инструментами и деформируется при их встречном перемещении. Прокатка начинаетс я с одновременного внедрения в заготовку клиновых калибров 2 и деформирующих поясков 4, с треугольш;1м про илем поперечного сечения, причем наличие последних обеспечивает стабильное положение заготовки 6 при ее формоизменении. Неравенство осевых растягивающих усилий, возникающих на площадках контакта заготовки с наклонной деформирующей гранью клиновых калибров при деформи ровании заготовки 6, воспринимается деформирующими поясками 4 (фиг. 1, 3) или 5, (фиг СЬхрайяя при этом стабильное положение заготовки в Направлении ее продольной оси, не искажая, профиль и размеры прокатываемого изделия. Предлагаемый инструмент может быть эффективно исйользован при прокатке деталей типа ступенчатых валов. Инструмент опробован при прокатке детали 01.071.017.077. Заготовка диаметром 21 мм, длиной 104 мм из стали 12ХНЗА, нагретой до 1100°С раскатывалась на известном инструменте: две пары клиновых калибров с углами чаострения (3 - 8 и 5° и углами наклона деформирующих граней а - 30 и 25, соответственно. Степень обжатия при прокатке 1,34. Точность осевых размеров ступеней прокатываемых изделий определялась допуском 0,5 мм. Прокатка деталей на заявляемом инструменте с деформирующими пояСКами с треугольным профилем поперечного сечения (угол у верщины 120°) и углом наклона 7 Р при степени обжатия поясками 5 1,1 позволяет увеличить точность осевых размеров. Допуск на осевые размеры выдерживают в пределах 0,2 мм, что исключает опёра дию подре 1ки тордов при даль-, нейщей механической обработке прокатанных заготовок. Экономическую делесообразность предлагаемой конструк ИИ инструмента можно видеть на примере прокатки детали 01.071.017.077. Внедрение Инструмента исключает операцию подрезки тордов при дальнейщей механической обработке. При вьшуске 450 тыс. деталей в год экономический эффект составит 5580руб. Формула изобретения Инструмент Для понеречно-клиновой прокатки тел вращения, содержащий расположенный на основании клиновой калибр с наклонными деформирующими поверхностями и деформирующими поясками, примыкающими к Наклонным деформирующим поверхностям, параллельным и основанию, отличающийс я тем, что, с целью повышения точности прокатьшаемых изделий, деформирующие пояски Выполнены с треугольным профилем и расположены под углом к направлению прокатки, определяемым соотношением 90° у 0, где |3 - угол заострения клинового калибра. Источники информации, принятьje во внимание при экспертизе 1.Патент США N 4121443, кл. В 21 Н 1/18, 24.11.78 2.Авторское свидетельство СССР № 493282, кл. В 21 Н 1/18, 13.09.72 (прототип).
