(54) СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕЦ ПОДШИПНИКОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕЦ ПОДШИПНИКОВ | 1992 |
|
RU2100123C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕВЫХ КОЛЕЦ И УСТРОЙСТВО ДЛЯ НАВИВКИ СПИРАЛИ ИЗ СТАЛЬНОГО ПРОФИЛЯ | 2002 |
|
RU2219036C2 |
| Автоматическая линия для изготовления гнутосварных дисков из пруткового материала | 1979 |
|
SU927465A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕВЫХ КОЛЕЦ | 1998 |
|
RU2132763C1 |
| Приспособление к металлорежущему станку для получения кольцевых деталей | 1989 |
|
SU1690900A1 |
| Способ изготовления колец | 1986 |
|
SU1488166A1 |
| Способ получения колец подшипников качения для линейного перемещения и устройство для его осуществления | 1986 |
|
SU1459791A1 |
| Способ изготовления спиралей шнеков и устройство для его осуществления | 1988 |
|
SU1611505A1 |
| СПОСОБ БАЗИРОВАНИЯ СПИРАЛИ ИЗ СТАЛЬНОЙ ПРОВОЛОКИ ИЛИ ПРОФИЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2254222C1 |
| Способ изготовления тангенциальных расширителей цельноизогнутой конструкции с замком | 1972 |
|
SU507981A1 |
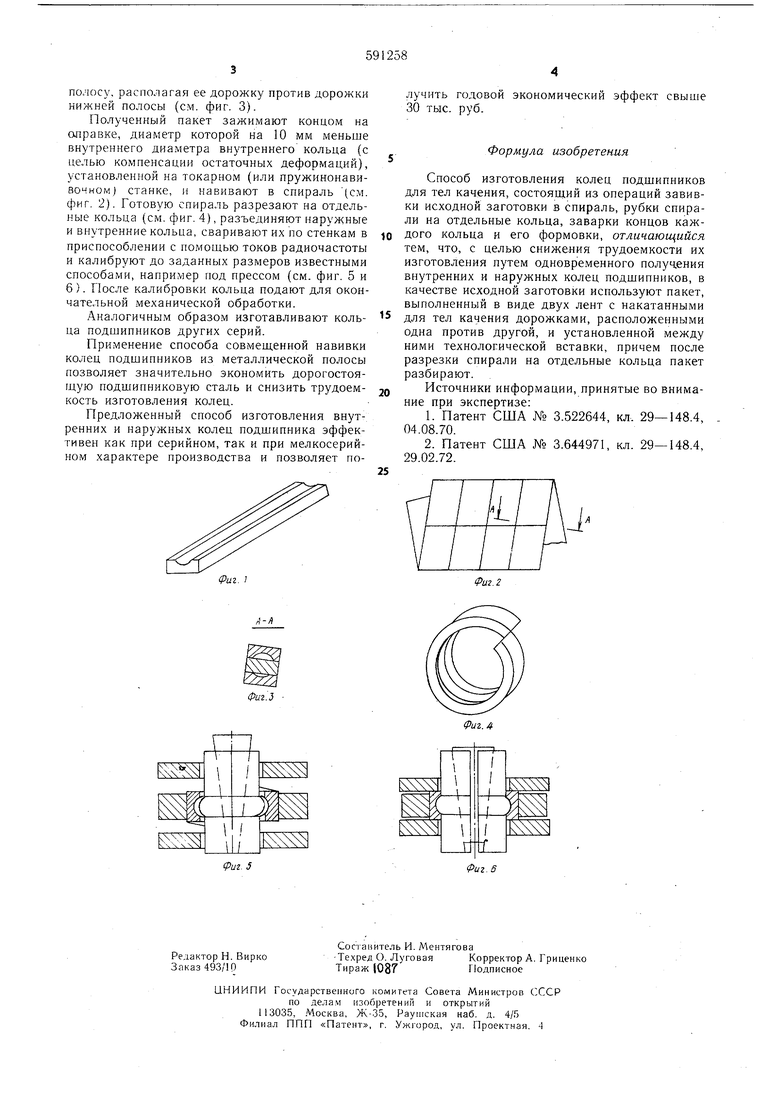
Изобретение относится к обработке металлов давлением и может быть использовано для производства подшипников качения в машиностроительной и станкостроительной промышленности, Известен способ изготовления колец подшипников, включаюш.ий операции рубки исходной заготовки, завивки ее в кольцо, заварки концов кольца и последуюи1ей формовки 1. Однако этот способ трудоемок. Известен также способ изготовления колец подшипников для тел качения, состояший из операций завивки исходной заготовки в спираль, резки спирали на отдельные кольца, заварки концов каждого кольца и его формовки. Однако этот способ не позволяет изготавливать одновременно внутренние и наружные кольца подшипников. Целью изобретения является снижение трудоемкости изготовления колец путем одновременного получения внутренних и наружных колец подшипников. Для достижения цели в качестве исходной заготовки для изготовления колец иодшипников используют пакет, выполненный в виде двух лент с накатанными для тел качения дорожками, расположенными одна против другой, и установленной между ними технологической вставки, причем после разрезки спирали на отдельные кольца пакет разбирают. На фиг; 1 изображена исходная лента с накатанными дорожками; на фиг. 2 - завивка пакета в спираль; на фиг. 3 разрез А- А фиг. 2; на фиг. 4 - разъединенное кольцо перед сваркой; на фиг. 5 и 6-калибровка полученного кольца. В качестве примера приводится процесс изготовления внутреннего и наружного колец однорядного радиального шарикоподшипника свер.хлегкой серии 1 000821 со следующими параметрами, мм: Тол шин а заготовки4 Ширина заготовки 13 Наружный диаметр внутреннего кольцаИЗ Наружный диаметр наружного кольца130 Металлическая полоса (лента) из ст. ШХ15 предварительно калибруется в холодном состоянии с одновременной накаткой на одной из сторон дорожки радиусом 3,1 мм на глубину 1,5 мм (см. фиг. 1). Подготовленную полосу укладывают дорожкой вверх, на неепомешают технологическую вставку из мягкой стали шириной 2,5 мм и толщиной 4,6 мм и сверху накладывают вторую
полосу, располагая ее дорожку против дорожки нижней полосы (см. фиг. 3).
Полученный пакет зажимают концом на аправке, диаметр которой на 10 мм меньше внутреннего диаметра внутреннего кольца {с целью компенсации остаточных деформаций), установленной на токарном (или пружинонавивочном) станке, и навивают в спираль (см. фиг. 2). Готовую спираль разрезают на отдельные кольца (см. фиг. 4), разъединяют наружные и внутренние кольца, сваривают их но стенкам в приспособлении с номошью токов радиочастоты и калибруют до заданных размеров известными способа.ми, например иод прессом (см. фиг. 5 и 6). После калибровки кольца подают для окончательной механической обработки.
Аналогичным образом изготавливают кольца подшипников других серий.
Применение способа совмещенной навивки колец подшипников из металлической полосы позволяет значительно экономить дорогостоя дую подшипниковую сталь и снизить трудоемкость изготовления колец.
Предложенный способ изготовления внутренних и наружных колец подшипника эффективен как при серийном, так и при мелкосерийном характере производства и позволяет получить годовой экономический эффект свыше 30 тыс. руб.
Формула изобретения
Способ изготовления колец подшипников для тел качения, состоящий из операций завивки исходной заготовки в спираль, рубки спирали на отдельные кольца, заварки концов каждого кольца и его формовки, отличающийся тем, что, с целью снижения трудоемкости их изготовления путем одновременного получения внутренних и наружных колец подшипников, в качестве исходной заготовки используют пакет, выполненный в виде двух лент с накатанными для тел качения дорожками, расположенными одна против другой, и установленной между ними технологической вставки, причем после разрезки спирали на отдельные кольца пакет разбирают.
Источники информации, принятые во внимание при экспертизе:
Фаг. 1
Фиг. 2
/)-/)
Фиг.З
