Изобретение относится к области обработки деталей протягиванием, в частности к обработке наружных цилиндрических поверхностей.
Целью изобретения является повышение производительности труда за счет встречного движения инструмен- та-и детали.
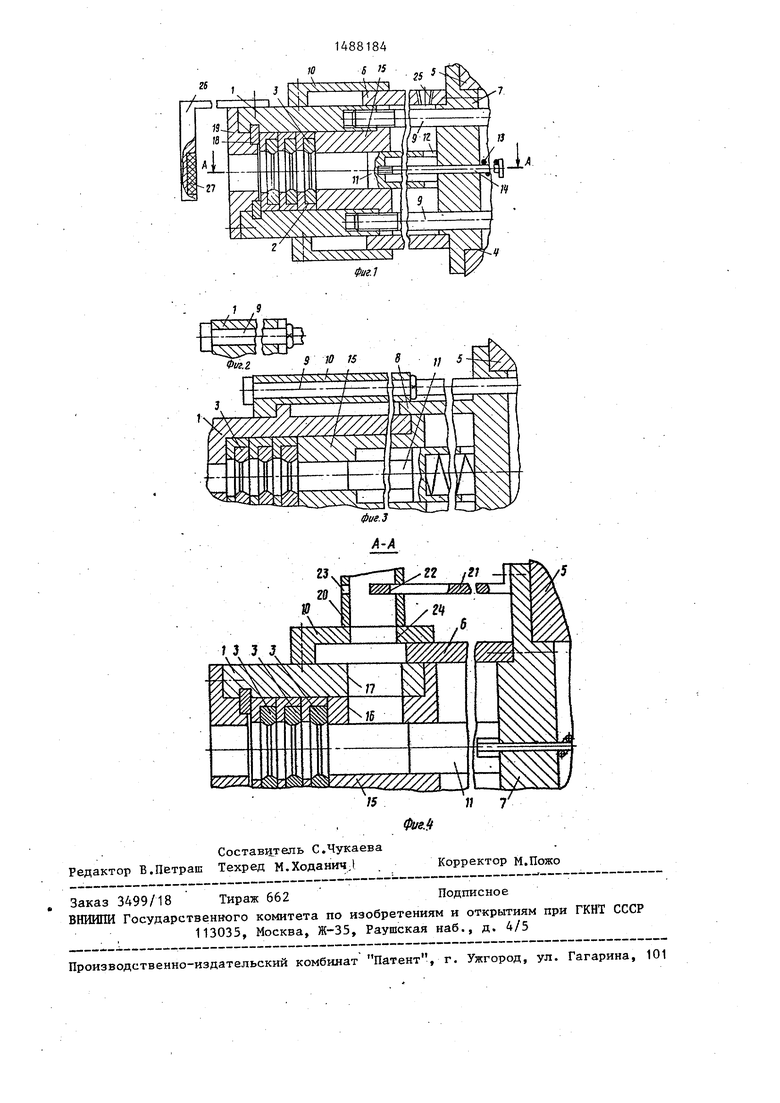
На фиг.1 представлено устройство, горизонтальньй разрез; на фиг.2 - схема крепления штанг к корпусу; на фиг.З - схема крепления штанг к обой- 1ме; на фиг.4 - разрез А-А на фиг.1.
Устройство содержит корпус 1, в расточке которого в обоймах 2 закреплены деформирующие кольца 3, рабочая поверхность которых выполнена на их внутренней поверхности и состоит из двух усеченных обращенных друг к другу конических поверхностей и цилиндрической ленточки между ними При переходе в направлении от станка к каждоку последующему деформирующему кольцу 3 цилиндрическая ленточка выполнена с уменьшением диаметра. Устройство дополнено установленным в
4
00 00
00 4
расточку 4 планшайбы 5 станка гидроцилиндром, состояп1им из цилиндра 6 и крышки 7. Гидроцилиндр 8 (фиг.З) может быть вьтолнен цельным. Введенный в.гидроцилиндр корпус 1 соединен штангами 9 с органом перемещения станка (кареткой),
Штанги 9 могут быть ввернуты в корпус 1 (фиг.1) или закреплены на нем с пропуском через вьтолненные отверстия (фиг,2), могут быть также закреплены в обойме 10, которая установлена на корпусе 1 и обхватьгоает гидроцилиндр. Такое расположение обоймы 10 улучшает условия направления корпуса 1, Средство для перемещения детали выполнено в виде поршня 11, снабженного глухой расточкой, имеющего окна 12 и подпружиненного пружиной 13, которая установлена между гидроцилиндром и головкой винта 14, пропущенного через гидроцилиндр и соединенного с поршнем 11. Вместо винта 14 может использоваться.шпильк с навернутой на нее гайкой (это позволяет регулировать ход поршня 11). Деформирующие кольца 3 поджаты передней направляющей втулкой 15, установленной .-в корпусе 1 и имеющей радиальную полость 16, совмещенную с подобной полостью 17 корпуса 1. Последняя обойма 2 контактирует с сухарями 18, вьтолненными в виде частей кольца и установленными в кольцевую расточку корпуса 1, От вьшадания сухари 18 предохраняются задней направляющей втулкой 19,
Лоток 20 питателя, которым снабжено устройство, установлен на обойме 10, а отсекатель 21 закреплен на гидроцилиндре ,имеет окно 22 и пропущен через прорезь 23 лотка 20. На обойме 10 вьтолнена радиальная полость 24, совмещенная с полостью лотка 20 и полостями 16 и 17, Поршень 11 может быть вьтолнен ступенчатым (фиг.З), при этом ступень меньшего диаметра предназначена для взаимодействия с обрабатьшаемой деталью. Внутренняя поверхность перед ней направляющей втулки 15 выполнена также ступенчатой, т.е. с учетом фор .мы поверхности поршня 11.
С учетом размеров гйдроцилиндра и диаметра расточки 4 планшайбы 5 штанги 9 могут быть пропущены внутри полости гидроцилиндра, заполненной маслом (Фиг,1), или вне этой полости
„.:,0
5
0
5
0
5
0
5
0
5
(фиг.З), Гидроцилиндр сообщен через отверстие 25 с системой подкачки масла в его полость. Все контактирующие поверхности, через зазор ме жду которыми возможен прорыв масла, снабжены уплотнениями. Для повьщ1ения безопасных условий труда может быть использован регулируемый относительно корпуса 1.ограничитель 26 с демпфером 27.
Для расчета устройства введены формулы (принято во внимание равенство объемов вытесняемого из цилиндра 8 масла и поступающего в полость передней направляющей):
для условий, когда штанги 9 пропущены через полость с маслом,
Н ()H,d2;
для условий, когда штанги расположены вне полости с маслом, . H(d2-d2,) H,d2, где Н - рабочий ход корпуса 1;
Н - перемещение поршня 11 относительно передней направляющей втулки 15;
d - диаметр внутренней поверхности гидроцилиндра;
d - диаметр поршня (диаметр большей ступени поршня 11);
d - диаметр штанг 9, В то же время рабочий ход порщня 11 относительно цилиндра В составляет величину Н -Н.
Для расчета скорости предложены следующие формулы (условия использо- ; вания формул те же):
V(d2-2d2)V,d2,,
,d2, где V - скорость каретки станка;
- скорость поршня 11 относительно передней направляющей втулки 15 (скорость обработ-- ки) ,
В то же время скорость поршня 11 относительно гидроцилиндра 8 равна V,-V.
Устройство работает следующим образом.
Перед началом рабочего хода деталь находится перед поршнем 11, Такая же деталь находится в совмещенных радиальных полостях 16 и 17, а также на отсекателе 21, В процессе рабочего хода корпуса 1 в полости гидроцилиндра создается .давление, которое воздействует на поршень 11, подающий деталь до деформирующих колец 3 и проталкивающий ее через эти кольца,
последовательно обрабатьшаюп 1е наружную цилиндрическую поверхность, и за пределы корпуса 1, В то же время от- секатель 21 перемещается относительн прорези 23 лотка 20, Когда его окно совмещается с полостью лотка 20, деталь проваливается в радиальную полость 24 и входит в контакт с поверхностью гидроцилиндра. При обратном ходе, когда гидроп линдр смещен вправо от полости 24, поршень 11 под действием пружины 13 возвращается в исходное положение, деталь, ранее контактировавшая с наружной поверхностью поршня 11, поступает в рабочую позицию, а деталь, ранее контактировавшая с поверхностью гидроцилиндра, проваливается в совмещенные радиальные полости 17 и .1,6 и располагается ниже наружной поверхности корпуса 1, Затем цикл обработки повторяется.
Устройство работает при следующих режимах обработки. При использовании серийных горизонтально-протяжных станков скорость 2-10 м/мин. Натяг
,на одно деформирующее кольцо выбирается О,01...О,05 мм, при этом меньши значения целесообразно назначать на последние деформирующие кольца.
При использовании устройства повышается производительность труда за счет того, что порщень 11 имеет более высокую скорость по сравнению со скоростью протяжного станка, а также за счет полной автоматизации. Могут быть использованы протяжные станки, имеющие незначительную длину рабочего хода, в результате станок становится более компактньш, занимает меньше производственной площади, становится более удобным в обслуживании. Так как поршень 11 направлен поверхностью передней направляющей втулки 15, то существенно повьппается качество обработки. Этому же способ ствует то, что обойма 10 сцентрирована относительно наружной поверхности гидроцилиндра (поверхности цилиндра 6). В результате устраняются задиры
на обработпиисп цп.чишптичес-.ксС пс- верхности детали, сиижяется псроу.о- ватость обработаниоГ поперхнсттп, повышается точность обраГотки (снижается овальность, конусиосп и рассеивание размеров).
Формула изобретения
1.Устройство для обработки деталей протягиванием, содержащее планшайбу, штанги, корпус с размещенными в нем деформирующими кольцами и механизм перемещения, отличающееся тем, что, с целью повьш е- ния производительности труда за счет встречного движения инструмента и детали при обработке наружных поверхностей, оно снабжено гидроцилиндром
и поршнем, при этом гидроцилиндр установлен в планшайбе, а поршень - внутри корпуса соосно с деформирующими кольцами,, причем корпус размещен в гидроцилиндре и соединен штангами с механизмом перемещения.
2.Устройство по п,1, отличающееся тем, чт.о оно снабжено обоймой, охватывающей гидроцилиндр и установленной в корпусе, причем штанги закреплены в обойме.
3, Устройство по п.1, -о т л и - чающееся тем, что оно снабжено винтом и пружиной, при этом в гидроцилиндре вьшолнено отверстие, а винт соединен с поршнем и пропущен сквозь указанное отверстие, причем i-.-. пружина размещена между головкой винта и гидроцштиндром.
4. Устройство по пп. 1 и 2,с т - личающееся тем, что оно снабжено лотком питателя с полостью и отсекателем, при этом последний закреплен на гидроцилиндре, а лоток питателя установлен на обойме, причем в обойме выполнена прлость, совмещенная с полостью лотка питателя.
5. Устройство по ПП.1 и 2, о т - ичающееся тем, что в корусе выполнены отверстия для взаимоействия со штангами.
zs
5 « . ,,
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для деформирующей обработки деталей типа стержня | 1987 |
|
SU1433529A1 |
| Устройство для протягивания отверстий (его варианты) | 1984 |
|
SU1235706A1 |
| Устройство для протягивания деталей | 1987 |
|
SU1764971A1 |
| Устройство для обжима полых деталей | 1982 |
|
SU1044389A1 |
| Устройство для калибровки полых деталей | 1983 |
|
SU1207550A1 |
| Способ образования резьбы на полой детали и устройство для его осуществления (его варианты) | 1983 |
|
SU1292889A1 |
| Устройство для сборки охватываемой и охватывающей деталей | 1986 |
|
SU1318384A1 |
| Устройство для деформирующей обработки деталей типа стержней | 1987 |
|
SU1813616A1 |
| Устройство для протягивания наружных поверхностей | 1986 |
|
SU1404208A1 |
| Устройство для обработки втулок | 1985 |
|
SU1247197A1 |
Изобретение относится к обработке деталей протягиванием, в частности к обработке наружных цилиндрических поверхностей. Цель изобретения - повышение производительности труда за счет встречного движения инструмента и детали. Устройство содержит корпус, в расточке которого расположены деформирующие кольца, кроме того, оно снабжено установленным в расточку планшайбы станка гидроцилиндром. Последний состоит из цилиндра и крышки. Введенный в гидроцилиндр корпус соединен штангами с органом перемещения станка. Штанги могут быть ввернуты в корпус или закреплены в нем с пропуском через выполненные отверстия, или закреплены в обойме, неподвижно установленной на корпусе и сцентрированной с поверхностью гидроцилиндра. Устройство снабжено подпружиненным поршнем, установленным соосно с гидроцилиндром, и передней направляющей втулкой. Полости лотка питателя, обоймы, корпуса и направляющей втулки совмещены для подвода деталей в позицию обработки. В процессе рабочего хода корпуса в полости гидроцилиндра создается давление, которое воздействует на поршень, проталкивающий деталь сквозь деформирующие кольца. За счет встречного движения корпуса с деформирующими кольцами и поршня с деталью обработка осуществляется со скоростью большей, чем скорость перемещения органов станка. 4 з.п.ф-лы, 4 ил.
J .9
/5 H 7 г.-
Составитель С.Чукаева В.Петраш Техред М.Ходанич,
Корректор
Корректор М.Пожо
| Устройство для обработки протягиванием деталей типа втулки на горизонтально-протяжном станке | 1983 |
|
SU1135568A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
