оо
САЭ СЛ
со
Изобретение относится к обработке металлов давлением и может быть использовано при калибровке наружных поверхностей деталей типа стержня на протяжных станках. .
Целью изобретения является расширение технологических возможностей и повышение производительности.
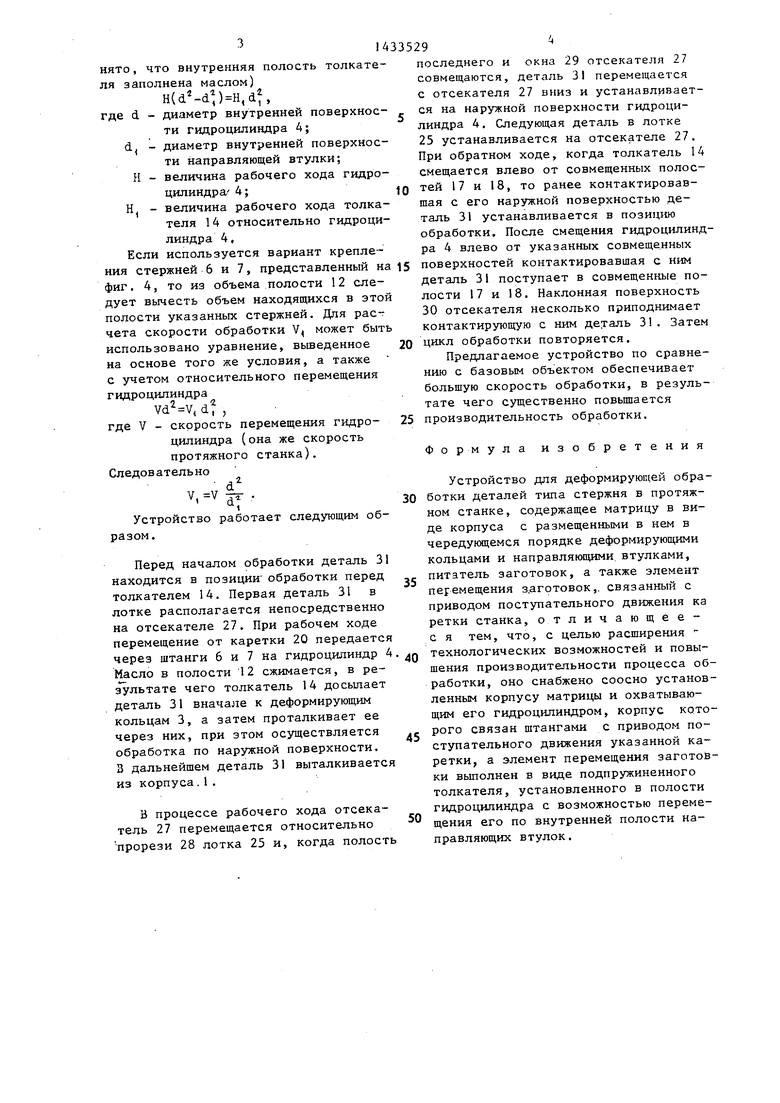
На фиг,1 представлено предлагаемое устройство, горизонтальный разрез; на фиг. 2 - разрез А-А на фиг.; на фиг. 3 - соединение штанг с гидроцилиндрами, второй вариант; на фиг,4- то же, третий вариант; на фиг, 5 - узел соединения штанг с органом перемещения станка (кареткой); ка фиг.б-- устройство со ступенчатым толкателем.
Устройство содержит матрицу, в кор
правляющей втулки 16, установленной в корпусе 1 и поджимающей деформирующие кольца 3. Пружина 13 заневолена
на крышке 8 и в самом толкателе 14, т.е. последний с крьппкой 8 связан упругим элементом, В корпусе 1 и направляющей втулке 1 б выполнены соответственно радиальные полости 7 и
18, которые сонмещекы между собой и предназначены для подвода деталей в позицию обработки. Корпус 1 установлен в расточку фланца 19, сцентрированного поверхностью 9 центрального отверстия планшайбы 10 станка. Штанги 6 и 7 во всех вариантах крепления с гидрогдалиндром 4 пропущены че- рез отверстия, выполненные во фланце -195 и соединены с карет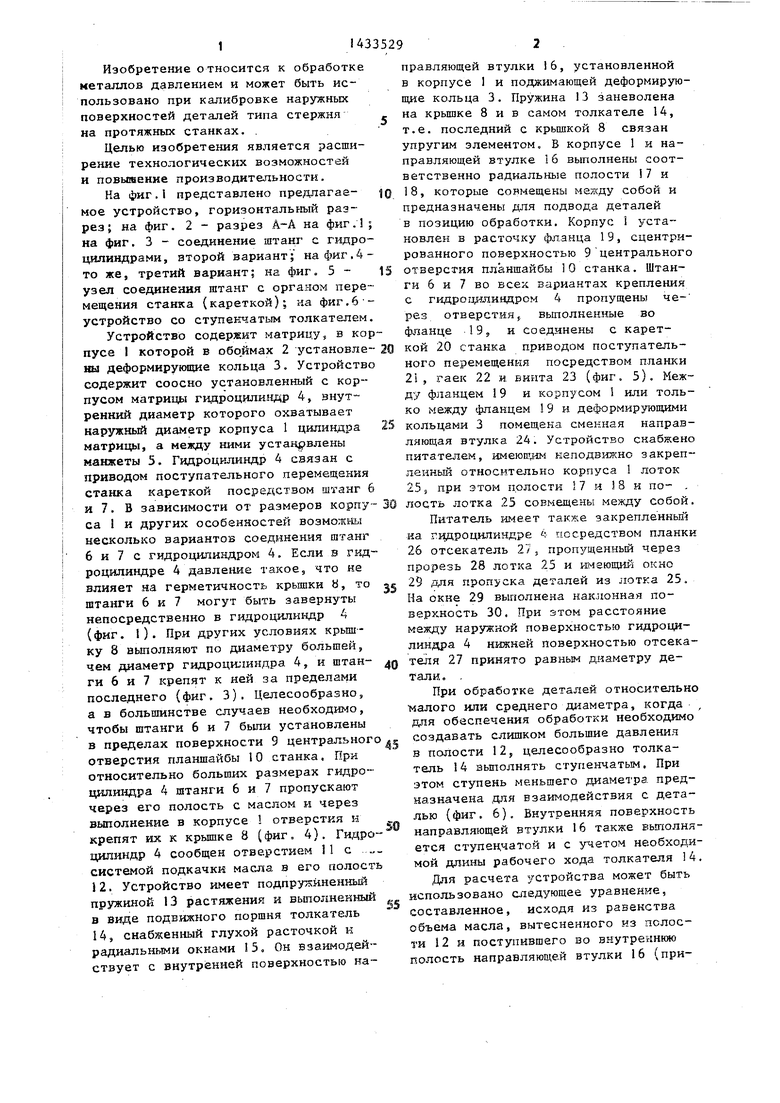
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки деталей протягиванием | 1987 |
|
SU1488184A1 |
| Устройство для протягивания деталей | 1987 |
|
SU1764971A1 |
| Устройство для обработки штучных заготовок | 1987 |
|
SU1470395A1 |
| Устройство для обработки втулок | 1985 |
|
SU1247197A1 |
| Устройство для калибровки полых деталей | 1983 |
|
SU1207550A1 |
| Устройство для сборки деталей | 1991 |
|
SU1819740A1 |
| Устройство для протягивания наружных поверхностей | 1986 |
|
SU1404208A1 |
| Устройство для сборки охватываемой и охватывающей деталей | 1986 |
|
SU1318384A1 |
| Устройство для обжима полых деталей | 1982 |
|
SU1044389A1 |
| Станок для деформирующего протягивания | 1985 |
|
SU1346410A1 |

Изобретение относится к обработке металлов давлением, а именно к конструкциям устройств для деформирования деталей типа стержня. Цель изобретения - расширение технологических возможностей и повьшение производительности. Устройство содержит матрицу в виде корпуса с размещенными в нем в чередующемся порядке деформи- рующшчи кольцами и направляющими втулками. Оно снабжено гидроцилиндром, корпус которого имеет возможность перемещения. Перемещение заготовки осуществляется подпружиненным толкате-. лем. Подача заготовок в зону обработки производится из питателя. При обработке заготовка приподнимается наклонной поверхностью отсекателя. 6 ил. €
пусе I которой в обо,ймах 2 установле- 20 кой 20 станка приводам поступательны деформирующие кольца 3. Устройство содержит соосно установленный с корпусом матрицы гидроцилигадр 4, внутренний диаметр которого охватывает наружный диаметр корпуса 1 цилиндра матрицы, а между ними установлены манжеты 5. Гидроцилиндр 4 связ аи с приводом поступательного перемещения станка кареткой посредством штанг 6 и 7. В зависимости от размеров корпуса I и других особенностей возможшл несколько вариантов соединения штанг 6 и 7 с гидроцилиндром 4. Если в гкд- роцилиндре 4 давление такое, что не влияет яа герметичность крьшки и, то штанги 6 и 7 могут быть завернуты непосредственно в гидроцилиндр 4 (фиг. О- При других условиях крышку 8 вьшолняют по диаметру большей, чем диаметр гидроцилиндра 4, и штанги 6 и 7 крепят к ней за пределами последнего (фиг. 3). Целесообразно, а в большинстве случаев необходимо, чтобы штанги 6 и 7 быпи уста;новлены в пределах поверхности 9 центрального отверстия планшайбы IО станка. При относительно больших размерах rj-одро-- щшиндра 4 штанги 6 и 7 пропускают через его полость с маслом и через выполнение в корпусе 1 отверстия и крепят их к крышке 8 (фиг, 4). Гидро- х илиндр 4 сообщен отверстием 11 с системой подкачки масла в его полость 1 2. Устройство имеет подпруткйненный пружиной 13 растяжения и выполненный в виде подвижного поршня толкатель 14, снабженный глухой расточкой и радиальными окнами 5, Он взаимодействует с внутренней поверхностью на5
5
0
5
ного перемещения посредством планки 21, гаек 22 и винта 23 (фиг, 5), Между фланцем 19 и корпусом или только между фланцем 19 и деформирующими кольцами 3 помещена сменная направляющая втулка 24. Устройство снабжено питателем, имеюшлм неподвижно закрепленный относительно корпуса 1 лоток 25, при этом полости 17 и 8 и по- , лость лотка 25 совмещень между собой.
Питатель имеет также закрепленньй на гидроцилиндре 4 посредством планки 26 отсекатель 27, пропущенный через прорезь 28 лотка 25 и имеющий окно 29 для пропуска деталей из лотка 25, На окне 29 выполнена наклонная поверхность 30. При этом расстояние между наружной поверхностью гидроцилиндра 4 нижней поверхностью отсека- те/хя 27 принято равным диаметру детали, .
При обработке деталей относительно малого или среднего диаметра, когда- для обеспечения обработки необходимо создавать слишком большие давления в полости 12, целесообразно толкатель 1 4 вьпюлнять ступенчатым, При этом ступень меньшего диаметра предназначена ,для взаимодействия с деталью (фиг. 6), Внутренняя поверхность направляющей втулки 16 также вьтолня- ется ступецчатой и с учетом необходимой длины рабочего хода толкателя 14.
Для расчета устройства может быть использовано следующее уравнение, составленное, исходя из равенства объема масла, вытесненного из полости 12 и поступившего во внутреннюю полость направляющей втулки 16 (приято, что внутренняя полость
я заполнена маслом)
H()H,d,
де d - диаметр внутренней поверхности гидроцилиндра 4; диаметр внутренней поверхности направляющей втулки; величина рабочего хода гидроцилиндр а- 4;10 величина рабочего хода толкателя 14 относительно гидроцилиндра 4, Если используется вариант крепле1433529толкате- последнего
Н Н, совмещаютсс отсекател ся на нару линдра 4, 25 устанавл При обратн смещается в тей 17 и 1 шая с его таль 31 ус обработки. ра 4 влево
НИН стержней 6 и 7, представленный на 15 поверхностей контактировавшая с ним фиг, 4, то из объема полости 12 следует вычесть объем находящихся в этой полости указанных стержней. Для расчета скорости обработки V может быть использовано уравнение, вьшеденное 20 на основе того же условия, а также с учетом относительного перемещения гидроцилиндра
,dt, где V - скорость перемещения гидро- 25
цилиндра (она же скорость
протяжного станка). Следовательно
деталь 31 поступает в совмещенные по лости 17 и 18. Наклонная поверхность 30 отсекателя несколько приподнимает контактирующую с ним деталь 31. Зате цикл обработки повторяется.
Предлагаемое устройство по сравне нию с базовым объектом обеспечивает большую скорость обработки, в резуль тате чего существенно повьшается производительность обработки.
Формула изобретения
V,V
i:
Устройство работает следующим образом.
Перед началом обработки деталь 31 находится в позиции обработки перед толкателем 14. Первая деталь 31 в лотке располагается непосредственно на отсекателе 27. При рабочем ходе перемещение от каретки 20 передается через штанги 6 и 7 на гидроцилиндр 4. Масло в полости 12 сжимается, в результате чего толкатель 14 досылает деталь 31 вначале к деформирующим кольцам 3, а затем проталкивает ее через них, при этом осуществляется обработка по наружной поверхности. 3 дальнейшем деталь 31 выталкивается из корпуса,1.
В процессе рабочего хода отсека- тель 27 перемещается относительно прорези 28 лотка 25 и, когда полость
9 последнего
и окна 29 отсекателя 27 совмещаются, деталь 31 перемещается с отсекателя 27 вниз и устанавливается на наружной поверхности гидроцилиндра 4, Следующая деталь в лотке 25 устанавливается на отсекателе 27. При обратном ходе, когда толкатель 14 смещается влево от совмещенных полостей 17 и 18, то ранее контактировавшая с его наружной поверхностью деталь 31 устанавливается в позицию обработки. После смещения гидроцилиндра 4 влево от указанных совмещенных
поверхностей контактировавшая с ним
деталь 31 поступает в совмещенные полости 17 и 18. Наклонная поверхность 30 отсекателя несколько приподнимает контактирующую с ним деталь 31. Затем цикл обработки повторяется.
Предлагаемое устройство по сравнению с базовым объектом обеспечивает большую скорость обработки, в результате чего существенно повьшается производительность обработки.
Формула изобретения
Устройство для деформирующей обработки деталей типа стержня в протяжном станке, содержащее матрицу в виде корпуса с размещенными в нем в чередующемся порядке деформирующими кольцами и направляющими втулками, питатель заготовок, а также элемент перемещения з.аготовок,. связанный с приводом поступательного движения ка ретки станка, отличающее- с я тем, что, с целью расширения технологических возможностей и повышения производительности процесса обработки, оно снабжено соосно установленным корпусу матрицы и охватывающим его гидроцилиндром, корпус которого связан штангами с приводом поступательного движения указанной каретки, а элемент перемещения заготовки выполнен в виде подпружиненного толкателя, установленного в полости гидроцилиндра с возможностью перемещения его по внутренней полости направляющих втулок.
f§
0(jie.3
фае. 5
/
Г W/////// / /1
3/tc Vff/ /
SrS SnriBiriMTii ij ijri ji iirainairaiij.
W 77I7//WA -f
7
7
(jbUS. f
из-/
| Устройство для калибровки полых деталей | 1983 |
|
SU1207550A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| I | |||
