Изобретение относится к обреботке металлов давлением, в частности к производству гнутых профилей проката в валках профилегибочнь1х станов, и предназначено для использования преимущественно в черной металлургии, а также в строительстве, транспортном, сельскохозяйственном машиностроении
и судостроении,.
Целью изобретения является повышение качества профилей за счет предупрелсдения продольного прогиба сдвоенных полок и улучшения служебных свойств профиля.
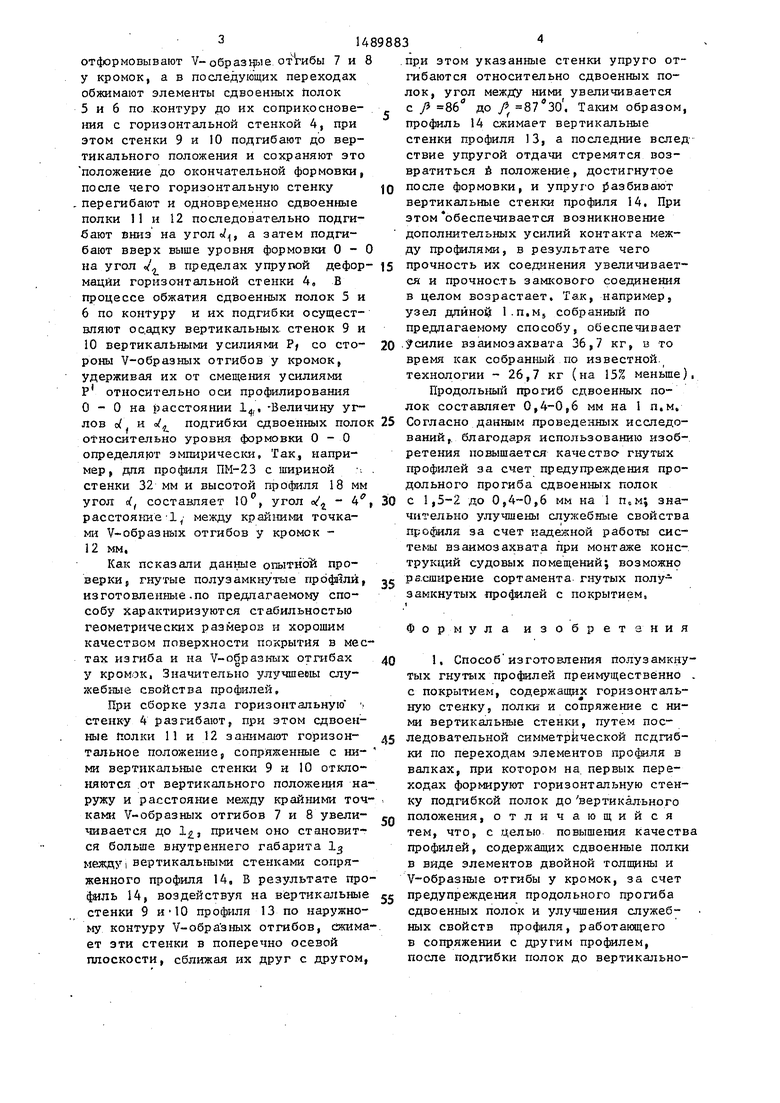
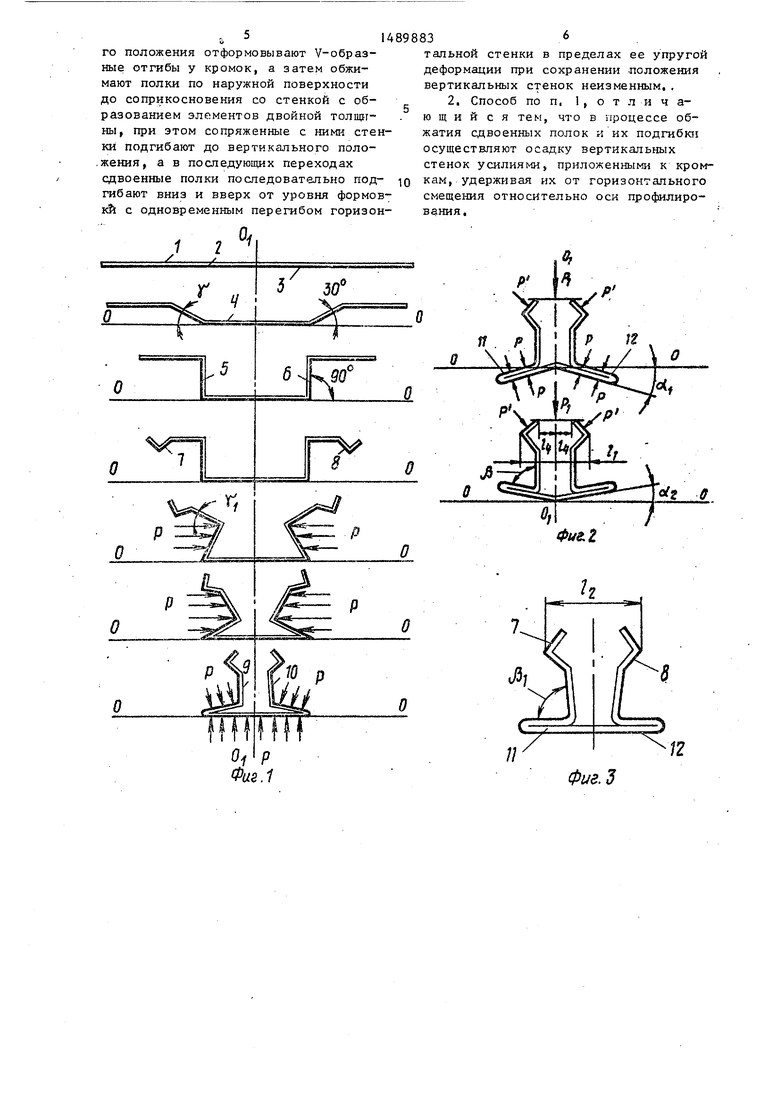
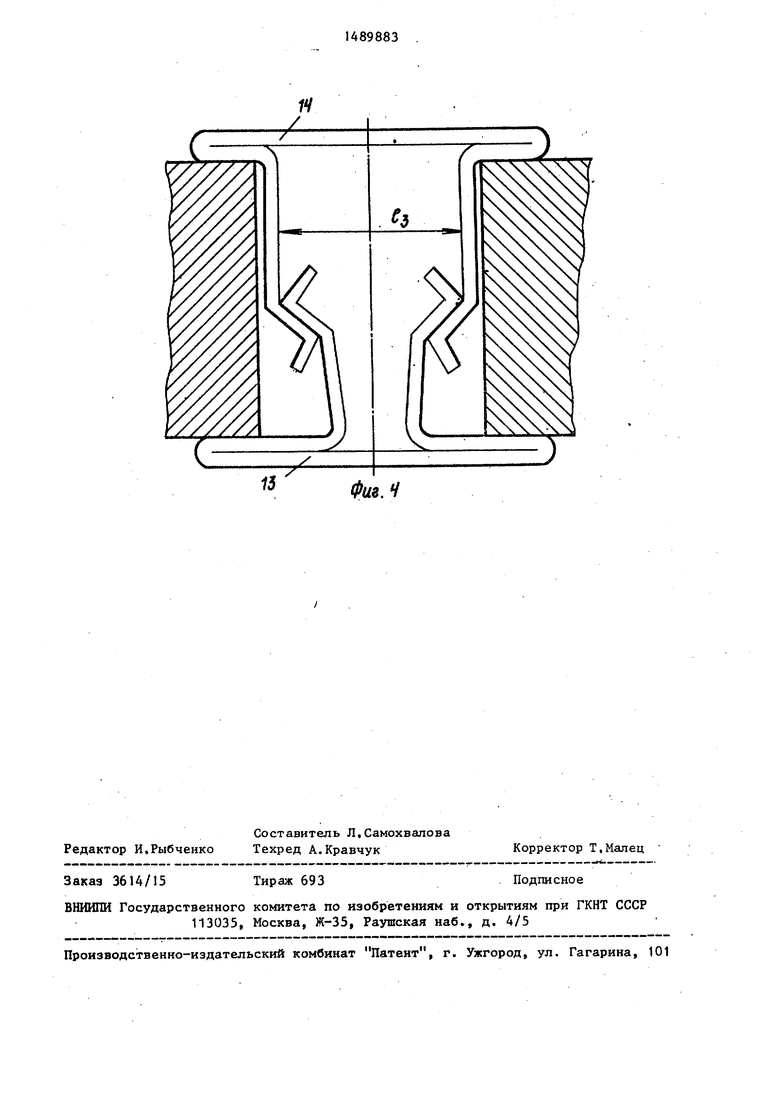
На фиг,1 и 2 показана схема технологических переходов формообразования профиляj на фиг,3 - расположение вертикальных стенок на профиле после выпрямпения горизонтальной стенки; на фиг,4 - узел крепления панелей с применением нового профиля.
На первых переходах из полосовой заготовки I, состоящей из металла 2 и покрытия 3, в валках профилегибочного стана отформовывают горизонтальную стенку прйфиля 4 и подгибают зле- менты сдвоенных полок 5 и 6 до вертикального положения на угол, затем
4
00
СО
00
оо оо
отформовывают V-обр аз отгибы 7 и 8 у кромок, а в последующих переходах обжимают элементы сдвоенных йолок
5и 6 по .контуру до их соприкосновения с горизонтальной стенкой 4, при этом стенки 9 и 10 подгибают до вертикального положения и сохраняют это положение до окончательной формовки,
после чего горизонтальную стенку
перегибают и одновре.менно сдвоенные полки 11 и 12 последовательно подгибают вниз на уголо/, а затем подгибают вверх выше уровня формовки 0-0 на угол / в пределах упрупой дефор- мацйн горизонтальной стенки 4, В процессе обжатия сдвоенных полок 5 и
6по контуру и их подгибки осуществляют ос.адку вертикальных, стенок 9 и
10 вертикальными усилиями Р/ со сто- роны V-образных отгибов у кромок, удерживая их от смещения усилиями Р относительно оси профилирования О - О на {засстоянии 1,, -Величину углов о( и о/ подгибки сдвоенных полок относительно уровня формовки О - О определяют эмпиричес1ш. Так, например, дпя профиля ПМ-23 с шириной . стенки 32 мм и высотой просЬнля 18 мм угол rf, составляет 10, угол - 4 расстоягше l между крайгшми точками V-образных отгибов у кромок - 12 мм,
Как псказали данные опытной проверки, гнутые полузамкнутые проф11ли1, изготовленные.по предлагаемому способу характиризуются стабильностью геометрических размеров и хорошим качеством поверхности покрытия в местах изгиба и на V-образиых отгибах у кромок, Значительно улучшееш: служебные свойства профилей.
При сборке узла горизонтальную стенку 4 разгибаютf при этом сдвоенные полки 11 и 12 занимают горизон- тальное положение, сопряженные с ни- ми вертикальные стенки 9 и 10 отклоняются от вертикального положения наружу и расстояние между крайними точ- ками V-образных отгибов 7 и 8 увели- чивается до 1,, причем оно становится больше внутреннего габарита 1 между( вертикальными стенками сопряженного профиля 14, В результате про 4яль 14, воздействуя на вертикальные стенки 9 и-10 профиля 13 по наружно- Му контуру У-обра зных отгибов, сжима ет эти стенки в поперечно осевой плоскости, сближая их друг с другом.
при этом указанные стенки упруго отгибаются относительно сдвоенных полок, угол между ними увеличивается с / 86 до / , Таким образом профиль 14 сжимает вертикальные стенки профиля 13, а последние вследствие упругой отдачи стремятся возвратиться 6 положение, достигнутое после формовки, и упруго разбивают вертикальные стенки профиля 14, При этом обеспечивается возникновение дополнительных усилий контакта между профилями, в результате чего прочность их соединения увеличивается и прочность замкового соединения в целом возрастает. Так, например, узел длиной 1.п,М5 собранный по предлагаемому способу, обеспечивает Усилие взаимозахвата 36,7 кг, в то время как собранный по известной, технологии - 26,7 кг (на 15% меньше
Продолышй прогиб сдвоенных полок составляет 0,4-0,6 мм на 1 п,м. Согласно данным проведенных исследований,, благодаря использованию изобретения повышается качество гнутых профилей за счет предупреждения продольного прогиба сдвоенных полок с 1,5-2 до 0,4-0,6 мм на 1 п„м; значительно улучшены служебные свойства профиля за счет надежной работы сис- TeKSsi взаимозахвата при монтаже конструкций судовых помещений; возможно раадирение сортамента гнутых полузамкнутых про4илей с покрытием,
1
Формула изобретения
1, Способ изготовления полузамкнутых гнутых профилей преимущественно с покрытием, содержащих горизонтальную стенку, полки и сопряжение с ними вертикальные стенки, путем последовательной cиммeтpkчecкoй псдгиб- ки по переходам элементов профиля в валках, при котором на. первых переходах формируют горизонтальную стенку подгибкой полок до вертикального положения,отличающийся тем, что, с тделыо повышения качеств профилей, содержащих сдвоенные полки в виде элементов двойной толшины и V-образные отгибы у кромок, за счет предупреждения продольного прогиба сдвоенных полок и улучшения служебных свойств профиля, работакщего в сопряжении с другим профилем, после подгибки полок до вертикального положения отформовывают V-образ- ные отгибы у кромок, а затем обжимают полки по наружной поверхности до соприкосновения со стенкой с образованием элементов двойной толщины, при этом сопряженные с ними стенки подгибают до вертикального поло- .жения, а в последующих переходах сдвоенные полки последовательно подгибают вниз и вверх от уровня формовки с одновременным перегибом горизон
тальной стенки в пределах ее упругой деформации при сохранении лоложения вертикальных стенок неизменным, ,
2. Способ по п. 1, о т л и ч а- ю щ и и с я тем, что в процессе обжатия сдвоенных полок и их подгибки осуществляют осадку вертикальных стенок усилиями, приложенными к KPONT- кам, удерживая их от горизонтального смещения относительно оси профилирования. 
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полузамкнутых профилей | 1990 |
|
SU1750777A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУЗАМКНУТЫХ ГНУТЫХ ПРОФИЛЕЙ | 1992 |
|
RU2025163C1 |
| Способ изготовления гнутых тонкостенных профилей | 1989 |
|
SU1696042A1 |
| Способ изготовления гнутых тонкостенных профилей | 1990 |
|
SU1754266A1 |
| Способ изготовления гнутых полузамкнутых профилей | 1984 |
|
SU1205965A1 |
| Способ изготовления гнутых профилей | 1987 |
|
SU1466831A1 |
| Способ производства гнутыхпРОфилЕй | 1979 |
|
SU829256A1 |
| Способ изготовления гнутых профилей полузакрытой формы | 1986 |
|
SU1344459A1 |
| Способ изготовления замкнутых сварных гнутых профилей с гофрами на боковых стенках | 1988 |
|
SU1579603A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ ЗАМКНУТОГО И ПОЛУЗАМКНУТОГО СЕЧЕНИЙ | 1994 |
|
RU2071850C1 |
Изобретение относится к обработке металлов давлением, в частности к производству гнутых профилей проката в валках профилегибочного стана, и предназначено для использования преимущественно в черной металлургии, транспортном и сельскохозяйственном машиностроении и судостроении. Цель изобретения - повышение качества профилей, содержащих стенку, сдвоенные полки и вертикальные стенки, за счет предупреждения продольного прогиба сдвоенных полок и улучшения служебных свойств профилей. На первых переходах подгибают полки до вертикального положения, отформовывают V -образные отгибы у кромок. Обжимают полки по наружной поверхности до соприкосновения со стенкой с образованием элементов двойной толщины. Сопряженные с ними стенки подгибают до вертикального положения. В последующих переходах стенку и сдвоенные полки последовательно подгибают вниз и вверх от уровня формовки в пределах упругой деформации стенки при сохранении положения вертикальных стенок неизменным. В процессе обжатия полок осуществляют осадку вертикальных стенок. При установке профиля в конструкцию при сопряжении его с другим профилем улучшаются условия взаимозахвата. 1 з.п. ф-лы, 4 ил.
Фиё.1
А
О
Фиг, г
Редактор И.Рыбченко
Составитель Л.Самохвалова Техред А.Кравчук
Заказ 3614/15
Тираж 693
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина, 101
Фиг.
Корректор Т.Малец
Подписное
| Способ производства гнутыхпРОфилЕй | 1979 |
|
SU829256A1 |
| (,54) СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУЗАМКНУТЫХ ГНУТЫХ ПРОФШЕЙ .(57) Изобретение относится к обработке металлов давле1шем, в частности к производству гнутых профилей проката в валках профилегибочного стана, и предназначено для использования преимущественно в черной металлургии, транспортном и сельскохозяйственном- машиностроении и судостроении | |||
| Цель изобретения - повышение ка- четсва профилей, содержащих стенку, сдвоенные полки и вертикальные стенки, за счет предупреждения продольного прогиба сдвоенных полок и улучшения служебных свойств профилей | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Сопряженные с ними стенки подгибают до вертикального положения, В последующих переходах стенку и сдвоенные полки последовательно подгибают вниз и вверх от уровня формовки в пределах упругой деформации стенки при сохранении положения вертикальных стенок неизменным, В процессе обжатия полок осуществляют осадку вертикальных стенок | |||
| При установке профиля в конструкцию при сопряжении его с другим профилем улучшения условия взаимозахвата, 1 з,п, ф-лы, 4 ил | |||
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
