Изобретение относится к обработке металлов давлением из полосового и ленточного материала с помо1цью валков специальной формы и предназначено дпя использования преимущественно в черной металлургии, а также в строительстве, тракторном и сельскохозяйственном машиностроении и судостроении.
Цель изобретения -. повьшение качества профилей за счет предупреждения продольного прогиба наклонных полок крестообразного элемента двойной толщины.
На фиг.1-3 представлены схемы технологических переходов формообразования профиля.
Предлагаемый способ может быть реализован в валках- профилегибочного стана 0,5-2x20-300 со скоростью формовки 20 м/мин (углы подгибки за проход должны быть при этом в пределах ЗЗ-АЗ } .
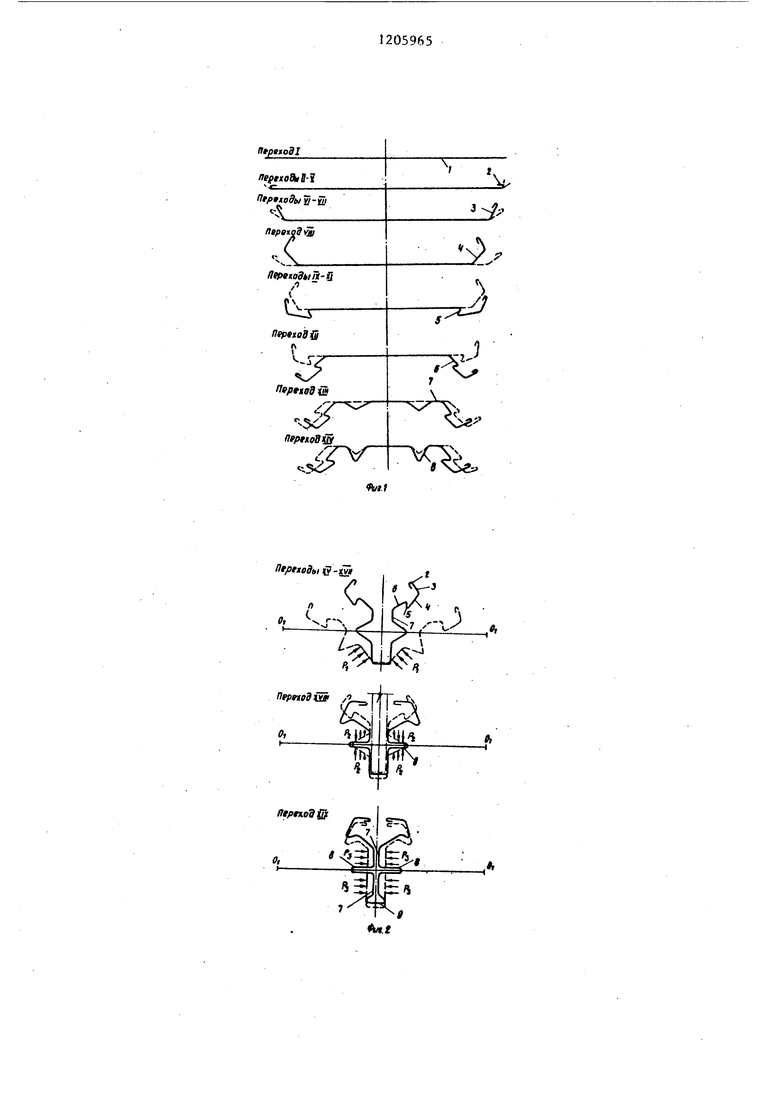
Так, например, на первых переходах 1-У первоначально из полосовой заготовки 1 из стали Ст.З толщиной 1,3 мм и шириной 223 мм формируют отбортовки 2 периферийных участков заготовки. В переходах У1-У11 осуществляют подгибку участков 3 заготовки. В последующих переходах yill-XIl производят дальнейшую подгибку участков 4-6 заготовки 1. Затем в переходах XIII-X1V формируют элементы будущих полок крестообразного элемента. В переходах ХУ-ХУЦ усилием создаваемым вертикальными валками, производят подгибку вертикальной стенки 7 крестообразного элемента. После этого в переходе XVllt при помощи вертикальных усилий Р , создаваемых горизонтальными валками с применением внутри профиля ограничительных валков отформовывается полка 8. В переходе Х1Х производится . обжатие вертикальной стенки 7 горизонтальными усилиями Pj, создаваемыми вертикальными валками, до со2059652
прикосновения элементов стенки 7 меж ду собой. Одновременно с этим отформовываются элементы торца 9 стенки 7.
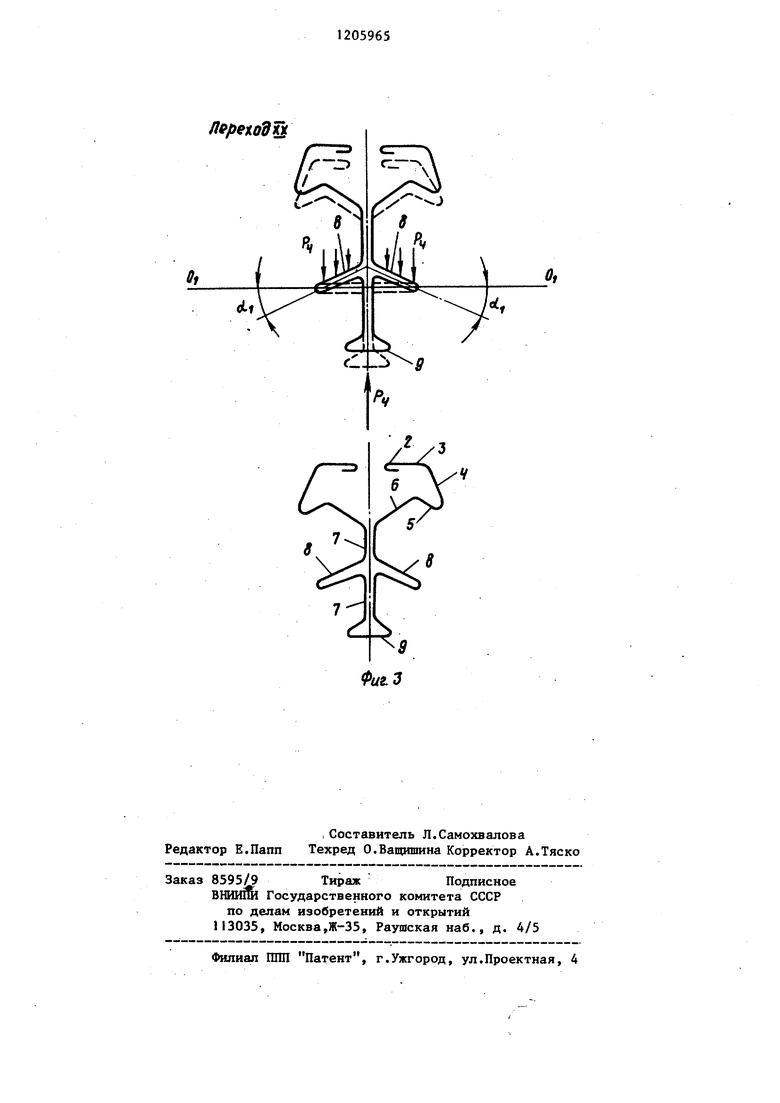
5 В переходе XX полки крестообразного элемента подгибают на заданные угол оС, 15 путем приложения продольных усилий Р к торцу стенки и верхней части полок. Указанна опера-
ция проводится в универсальной клети профилегибочного стана.
Для предотвращения продольного прогиба наклонных полок 8 крестообразного элемента в чистовых перехо 5 дах ХУ11-ХХ кромки полок вьщерживают по переходам на одном уровне 0,-0 параллельно уровню исходной заготовки 1 .
Полузамкнутые профили с наклон20 :Ными полками крестообразного элемента, изготовленные по предлагаемому способу, характеризуются постоянством ширины элементов двойной толщины, стабильностью геометрических
2 .параметров поперечного сечения. Волнистость вдоль подгибаемых элементов составляет 1-2 мм на погонный метр профиля, что находится в пределах требований на аналогичные виды про30 дукции.
Согласно данным проведенных исследований предлагаемое изобретение в сравнении с известным обладает следующими преимуществами: обеспе35 чивается возможность производства полузамкнутых профилей с наклонными полками крестообразного элемента и повышается качество профилей за счет уменьшения продольного прогиба
40 полок крестообразного элемента с 13-15 мм до 1-2 мм на погонный метр профиля.
Предлагаемый способ производства гнутых полузамкнутых профилей с нак45 лонными полками крестообразного элемента позволит организовать производство нового вида металлопроката - гнутых профилей и улучшить их качество.
Пгриоды
.
Л .Г-.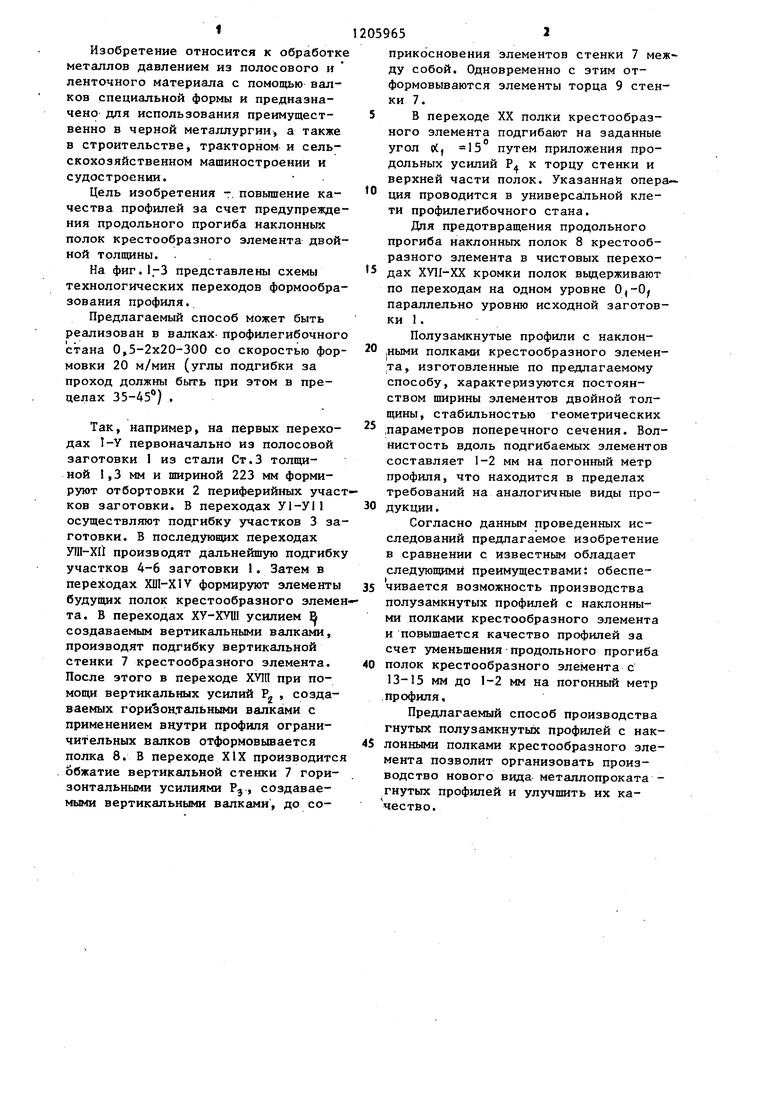
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полузамкнутых профилей | 1990 |
|
SU1750777A1 |
| Способ изготовления полузамкнутых гнутых профилей | 1987 |
|
SU1489883A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУЗАМКНУТЫХ ГНУТЫХ ПРОФИЛЕЙ | 1992 |
|
RU2025163C1 |
| Способ изготовления гнутых тонкостенных профилей | 1989 |
|
SU1696042A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ ЗАМКНУТОГО И ПОЛУЗАМКНУТОГО СЕЧЕНИЙ | 1994 |
|
RU2071850C1 |
| Способ изготовления гнутых тонкостенных корытообразных профилей с отбортовками | 1989 |
|
SU1648591A1 |
| Способ производства гнутыхпРОфилЕй | 1979 |
|
SU829256A1 |
| Способ изготовления несимметричных гнутых профилей | 1985 |
|
SU1278059A1 |
| Способ изготовления гнутых неравнополочных швеллеров со ступенчатой стенкой | 1986 |
|
SU1389903A1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТЫХ ПРОФИЛЕЙ ПРОКАТА | 1988 |
|
SU1587772A1 |
flfpnodQ
Фиг.3
| Способ изготовления гнутых профи-лЕй зАМКНуТОгО и пОлузАМКНуТОгОСЕчЕНия | 1979 |
|
SU837467A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
