Изобретение относится к контрольно-измерительной технике и может использоваться для неразрушающего контроля ферромагнитных изделий и их сварных соединений .
Цель изобретения - расширение функциональных возможностей путем определения также и положения дефекта относительно поверхности.
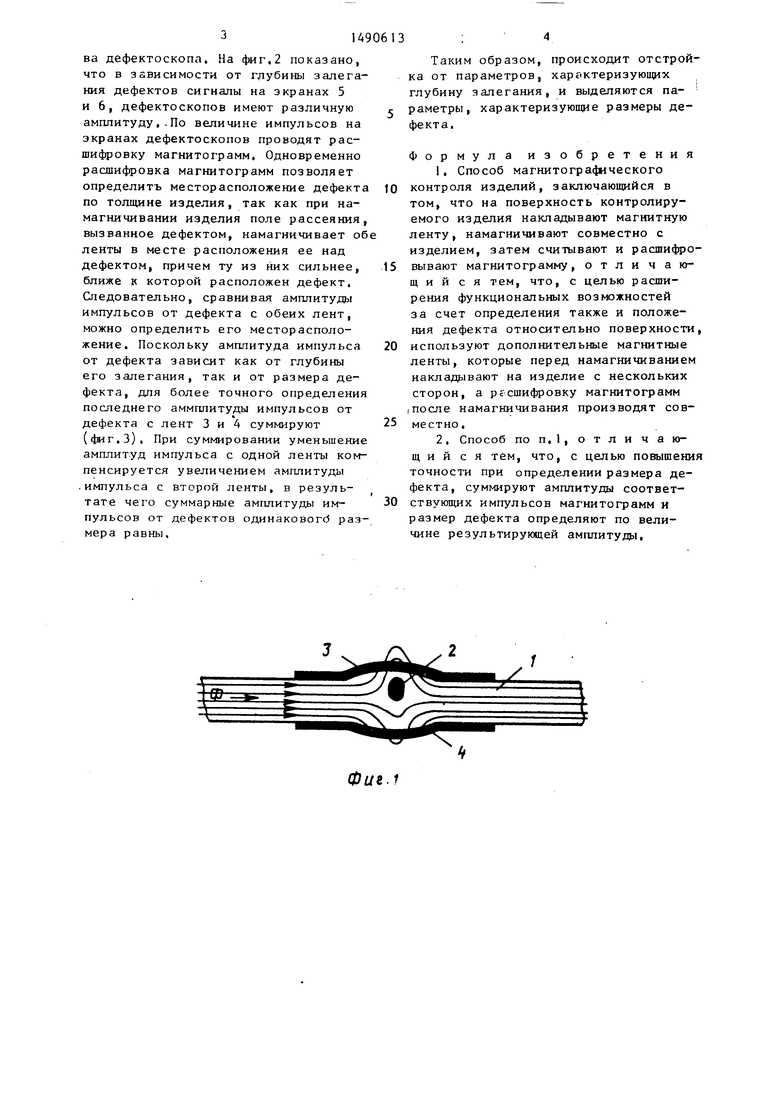
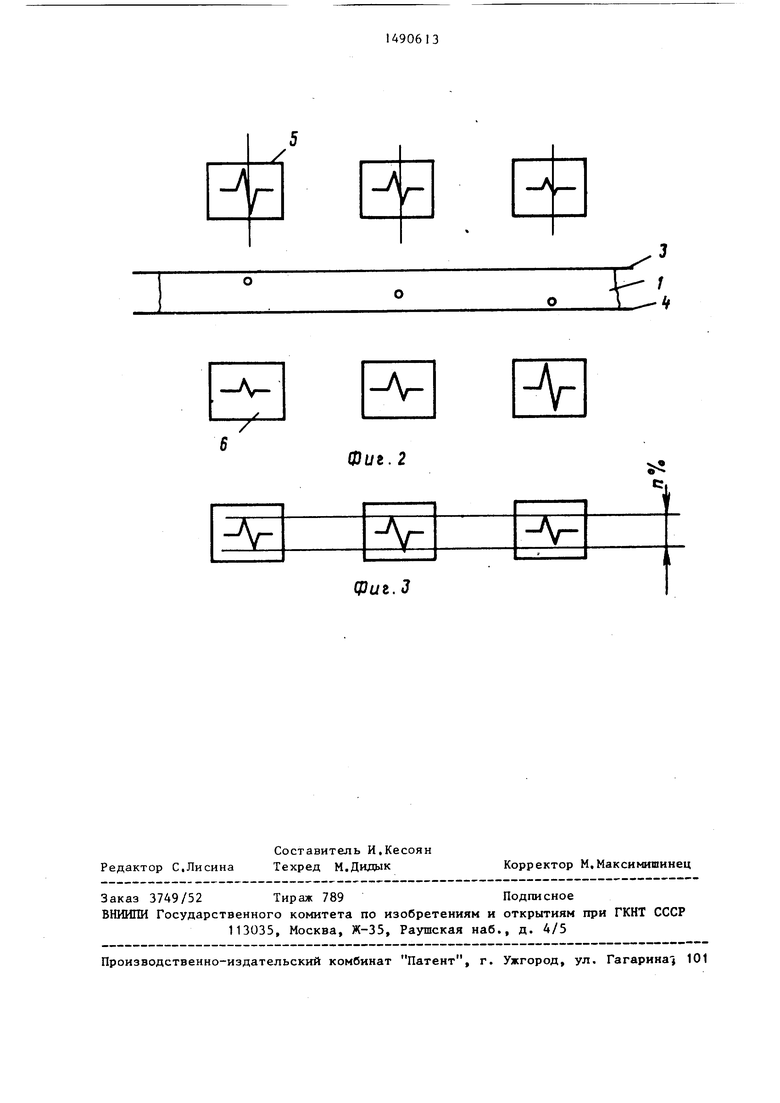
На фиг. 1 представлена схема реализации способа; на фиг,2 - взаимное расположение магнитных лент, дефектов изделия, и их изображение на экранах дефекторов; на фиг.З - сигнал на экране дефектоскопа после суммирования амплитуд соответствующих импульсов магнитограмм.
На схеме реапизации способа показано изделие 1 с дефектом 2 и наложенные на изделие с двух сторон магнитные ленты 3 и 4. Сигналы от дефектов, считанные с магнитной ленты 3, показаны на экране 5 дефектоскопа. Соответствующие им сигналы, считанные с магнитной ленты 4, показаны на экране 6 дефектоскопе,
Способ осуществляется следующим образом.
На контролируемое изделие 1, например сварной шов, вдоль его велика усиления с двух сторон накладывают магнитные ленты 3 и 4, намагничивают их вместе с изделием 1, затем считывают и расшифровывают полученные магнитограмкы, причем расшифровку магнитограмм производят одновременно с обих лент, помещая их синхронно в воспроизводящие устройст4
О О)
00
ва дефектоскопа. На фиг.2 показано, что в зависимости от глубины залегания дефектов сигналы на экранах 5 и 6, дефектоскопов имеют различную амплитуду,.По величине импульсов на экранах дефектоскопов проводят расшифровку магнитограмм. Одновременно расшифровка магнитограмм позволяет определить месторасположение дефекта по толщине изделия, так как при намагничивании изделия поле рассеяния, вызванное дефектом, намагничивает об ленты в месте расположения ее над дефектом, причем ту из них сильнее, ближе к которой расположен дефект. Следовательно, сравнивая амплитуды импульсов от дефекта с обеих лент, можно определить его месторасположение. Поскольку амплитуда импульса от дефекта зависит как от глубины его залегания, так и от размера дефекта, для более точного определения последнего аммплитуды импульсов от дефекта с лент 3 и 4 суммируют
(фиг,3). При суммировании уменьшение амплитуд импульса с одной ленты компенсируется увеличением амплитуды .импульса с второй ленты, в результате чего суммарные амплитуды им- пульсов от дефектов одинаковогс размера равны.
Таким образом, происходит отстройка от параметров, характеризующих глубину залегания, и выделяются па- раметры, характеризующие размеры дефекта.
Формула изобретения
1,Способ магнитогра(1ического контроля изделий, заключающийся в том, что на поверхность контролируемого изделия накладывают магнитную ленту, намагничивают совместно с изделием, затем считывают и расшифровывают магнитограмму, отличаю- щ и и с я тем, что, с целью расширения функциональных возможностей
за счет определения также и положения дефекта относительно поверхности используют дополнительные магнитные ленты, которые перед намагничиванием накладывают на изделие с нескольких сторон, а расшифровку магнитограмм Iпосле намагничивания производят совместно,
2,Способ поп,1,отличающ и и с я тем, что, с целью повышени точности при определении размера дефекта, суммируют амплитуды соответствующих импульсов магнитограмм и размер дефекта определяют по величине результирующей амплитуд..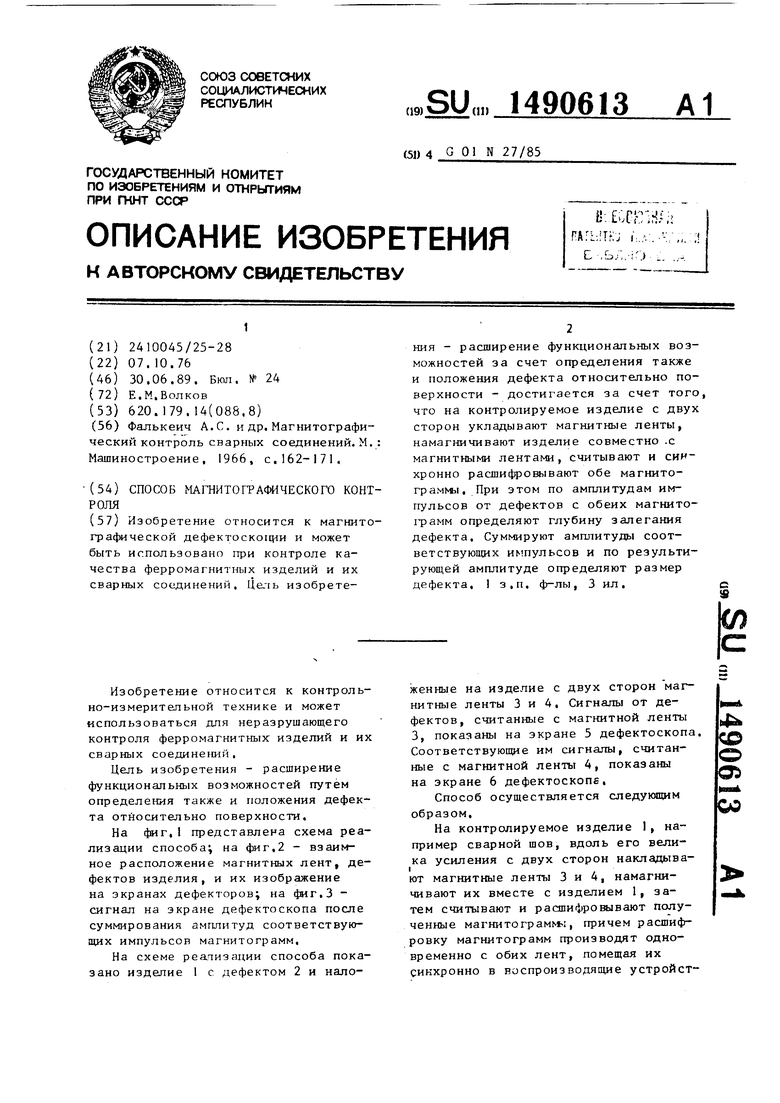
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МАГНИТОГРАФИЧЕСКОГО КОНТРОЛЯ МНОГОСЛОЙНЫХ СВАРНЫХ СОЕДИНЕНИЙ | 1991 |
|
RU2029297C1 |
| Способ магнитографического контроля сварных соединений | 1990 |
|
SU1767408A1 |
| Способ магнитографического контроля | 1989 |
|
SU1744645A1 |
| Способ магнитографического контроля сварных швов | 1990 |
|
SU1755169A1 |
| Способ магнитного контроля стыковых сварных швов | 1989 |
|
SU1677601A1 |
| Способ магнитографического контроля сварных соединений | 1989 |
|
SU1760439A1 |
| Способ магнитографического контроля сварных швов | 1988 |
|
SU1677600A1 |
| Способ магнитографического контроля изделий из ферромагнитных материалов | 1975 |
|
SU954868A1 |
| Способ магнитографического контроля | 1984 |
|
SU1462176A1 |
| Способ магнитографического контроля изделий из ферромагнитных материалов | 1991 |
|
SU1797032A1 |
Изобретение относится к магнитографической дефектоскопии и может быть использовано при контроле качества ферромагнитных изделий и их сварных соединений. Цель изобретения - расширение функциональных возможностей за счет определения также и положения дефекта относительно поверхности - достигается за счет того, что на контролируемое изделие с двух сторон укладывают магнитные ленты, намагничивают изделие совместно с магнитными лентами, считывают и синхронно расшифровывают обе магнитограммы. При этом по амплитудам импульсов от дефектов с обеих магнитограмм определяют глубину залегания дефекта. Суммируют амплитуды соответствующих импульсов и по результирующей амплитуде определяют размер дефекта. 1 з.п.ф-лы, 3 ил.
Фиг. Г
а
Г.0L
- Фиг. J
| Фалькеич А.С | |||
| и др.Магнитографический контроль сварных соединений | |||
| М | |||
| : Машиностроение | |||
| Двухтактный двигатель внутреннего горения | 1924 |
|
SU1966A1 |
