Изобретение относится к магнитографической дефектоскопии и может быть использовано при контроле качества изделий, изготовленных из ферромагнитных материалов.
Известен способ магнитографического контроля, заключающийся в намагничивании контролируемого изделия совместно с магнитной лентой, уложенной на его поверхности, при оптимальном токе намагничивания, определении дефекта по наличию сигнала при считывании магнитной ленты на дефектоскопе. Недостатком известного способа является низкая достоверность контроля ввиду невозможности определения типа дефекта.
Целью изобретения является повышение достоверности магнитографического контроля за счет определения типа обнаруженного дефекта.
Цель достигается за счет того, что в способе магнитографического контроля, заключающемся в намагничивании контролируемого изделия совместно с магнитной лентой, уложенной на его поверхности, при оптимальном токе намагничивания, определении дефекта по наличию сигнала с магнитной ленты на дефектоскопе, производят повторное намагничивание изделия с магнитной лентой при токе намагничивания на 20-25% меньше оптимального, а тип дефекта определяют по продолжительности считанного сигнала от дефекта.
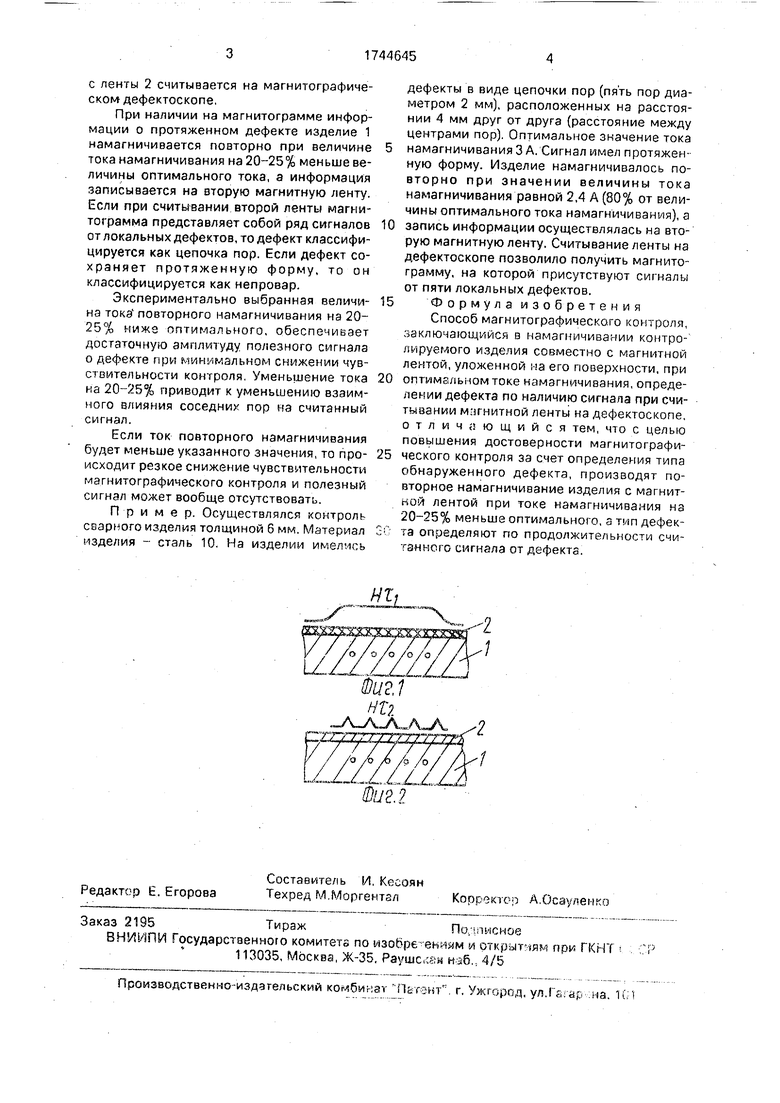
На фиг. 1 - магнитограмма, считанная с первой ленты при оптимальном режиме намагничивания; на фиг. 2 - магнитограмма, считанная со второй ленты при токе намагничивания на 20-25%, ниже оптимального.
На контролируемое изделие 1 укладывается магнитная лента 2. Изделие 1 намаг- ничивается с помощью приставного П-образного электромагнита при оптимальном режиме намагничивания. Информация
V4 4 4 О 4 СЛ
с ленты 2 считывается на магнитографическом дефектоскопе,
При наличии на магнитограмме информации о протяженном дефекте изделие 1 намагничивается повторно при величине тока намагничивания на 20-25% меньше величины оптимального тока, а информация записывается на вторую магнитную ленту. Если при считывании второй ленты магнитограмма представляет собой ряд сигналов от локальных дефектов, то дефект классифицируется как цепочка пор. Если дефект сохраняет протяженную форму, то он классифицируется как непровар.
Экспериментально выбранная величи- на тока повторного намагничивания на 20- 25% ниже оптимального, обеспечивает достаточную амплитуду полезного сигнала о дефекте при минимальном снижении чувствительности контроля. Уменьшение тока на 20-25% приводит к уменьшению взаимного влияния соседних пор на считанный сигнал.
Если ток повторного намагничивания будет меньше указанного значения, то про- исходит резкое снижение чувствительности магнитографического контроля и полезный сигнал может вообще отсутствовать.
Пример. Осуществлялся контроль сварного изделия толщиной 6 мм. Материал изделия - сталь 10. На изделии имелись
дефекты в виде цепочки пор (пять пор диаметром 2 мм), расположенных на расстоянии 4 мм друг от друга (расстояние между центрами пор). Оптимальное значение тока намагничивания 3 А. Сигнал имел протяженную форму. Изделие намагничивалось повторно при значении величины тока намагничивания равной 2,4 А (80% от величины оптимального тока намагничивания), а запись информации осуществлялась на вторую магнитную ленту. Считывание ленты на дефектоскопе позволило получить магнитограмму, на которой присутствуют сигналы от пяти локальных дефектов.
Формула изобретения Способ магнитографического контроля, .включающийся в намагничивании контролируемого изделия совместно с магнитной лентой, уложенной на его поверхности, при оптимальном токе намагничивания, определении дефекта по наличию сигнала при считывании Магниткой ленты на дефектоскопе, отличающийся тем, что с целью повышения достоверности магнитографического контроля за счет определения типа обнаруженного дефекта, производят повторное намагничивание изделия с магнитной лентой при токе намагничивания на 20-25% меньше оптимального, а тмп дефекта определяют по продолжительности считанного сигнала от дефекта.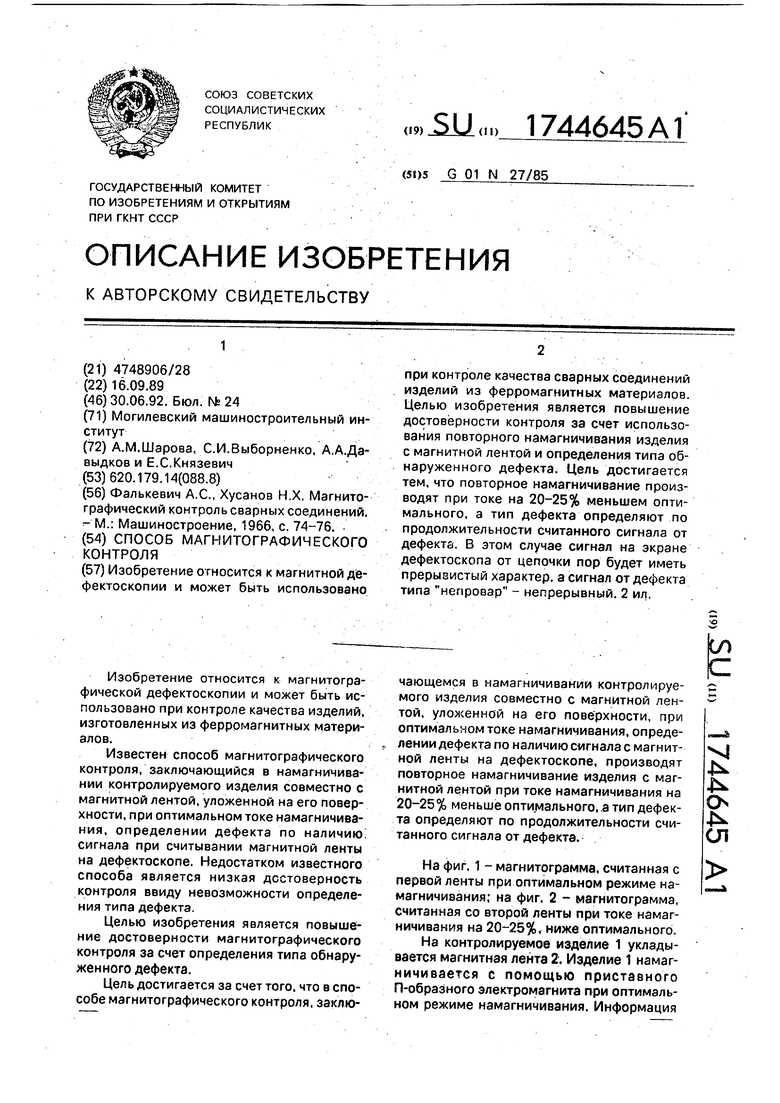
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ магнитографического контроля | 1987 |
|
SU1532862A1 |
| Способ магнитографического контроля сварных швов | 1990 |
|
SU1755169A1 |
| Способ магнитного контроля стыковых сварных швов | 1989 |
|
SU1677601A1 |
| Способ магнитографического контроля изделий из ферромагнитных материалов | 1988 |
|
SU1534380A1 |
| Способ магнитографического контроля изделий из ферромагнитных материалов | 1991 |
|
SU1797032A1 |
| Способ магнитографического контроля | 1989 |
|
SU1698734A1 |
| Способ магнитографического контроля сварных соединений | 1990 |
|
SU1767408A1 |
| Способ магнитографического контроля сварных соединений | 1989 |
|
SU1760439A1 |
| Способ магнитографического контроля стыковых сварных соединений | 1987 |
|
SU1506346A1 |
| Способ магнитографической дефектоскопии и устройство для его осуществления | 1988 |
|
SU1612251A1 |
Изобретение относится к магнитной дефектоскопии и может быть использовано при контроле качества сварных соединений изделий из ферромагнитных материалов. Целью изобретения является повышение достоверности контроля за счет использования повторного намагничивания изделия с магнитной лентой и определения типа обнаруженного дефекта. Цель достигается тем, что повторное намагничивание производят при токе на 20-25% меньшем оптимального, а тип дефекта определяют по продолжительности считанного сигнала от дефекта. В этом случае сигнал на экране дефектоскопа от цепочки пор будет иметь прерывистый характер, а сигнал от дефекта типа непровар - непрерывный. 2 ил.
8хдает;д2Ј.
у / /п /о /о /о /о
L/
о/о /о /о/о
te/
ни
.A-/VJV /WV
/ /
V J-JLU-LLL
Фиг.2
-2 -1
| Фалькевич А.С., Хусанов Н.Х | |||
| Магнитографический контроль сварных соединений | |||
| - М.: Машиностроение | |||
| Двухтактный двигатель внутреннего горения | 1924 |
|
SU1966A1 |
| Приспособление в центрифугах для регулирования количества жидкости или газа, оставляемых в обрабатываемом в формах материале, в особенности при пробеливании рафинада | 0 |
|
SU74A1 |
