со
а
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ доводки цилиндрических деталей | 1987 |
|
SU1491675A1 |
| Станок для обработки кольцевого желоба переменного профиля | 1988 |
|
SU1645108A1 |
| Устройство для обработки кольцевого желоба переменного профиля | 1973 |
|
SU515628A1 |
| Устройство для доводки цилиндрических деталей | 1979 |
|
SU872228A1 |
| РЫЧАЖНОЕ УСТРОЙСТВО С ПОДВИЖНОЙ ОПОРОЙ И ПРЕСС | 1991 |
|
RU2037697C1 |
| Способ абразивной обработки плоских поверхностей прямоугольных деталей и устройство для его осуществления | 1986 |
|
SU1366371A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074794C1 |
| Станок Некрасова для доводки концевых мер | 1981 |
|
SU1034882A1 |
| Устройство для доводки деталей | 1982 |
|
SU1027016A1 |
| Станок для обработки криволинейных поверхностей | 1989 |
|
SU1741971A1 |
Изобретение относится к машиностроению и может быть использовано при доводке наружных цилиндрических поверхностей деталей, например золотников, плунжеров калибров и т.п. Цель изобретения - повышение качества и производительности обработки. Устройство содержит основание 1, на котором смонтированы верхний 2 и нижний 4 притиры, связанные с кривошипно-кулисным приводом с качающимися кулисами 9 и 10, сепаратор 5 для обрабатываемых деталей 6 и механизм 7 изменения положения осей качания кулис. Механизм изменения положения осей качания кулис выполнен в виде закрепленных на основании направляющих с установленными в них салазками 11 и регулировочного винта 12, служащего для перемещения на заданное расстояние салазок, на которых закреплены оси качания кулис. 3 ил.
7
Изобретение относится к машиностроению и может быть использовано при доводке наружных цилиндрических поверхностей деталей, например золотников, плунжеров, калибров и т.д.
Цель изобретения - повьшение качества и производительности обработки.
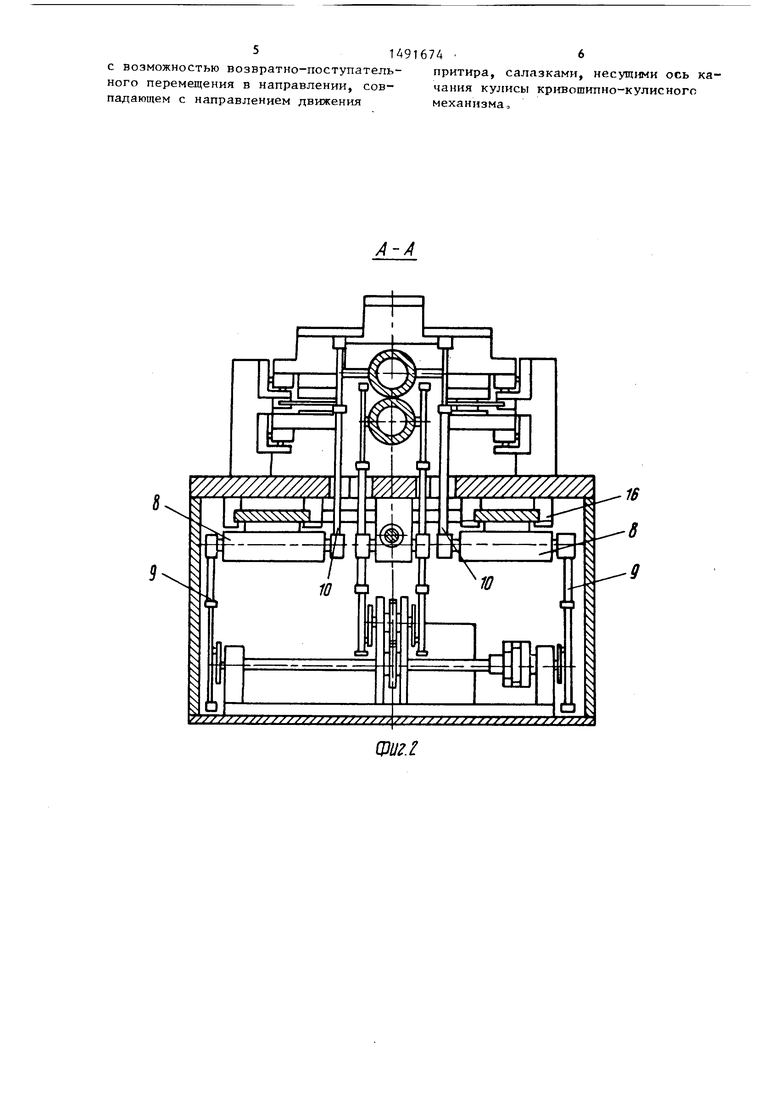
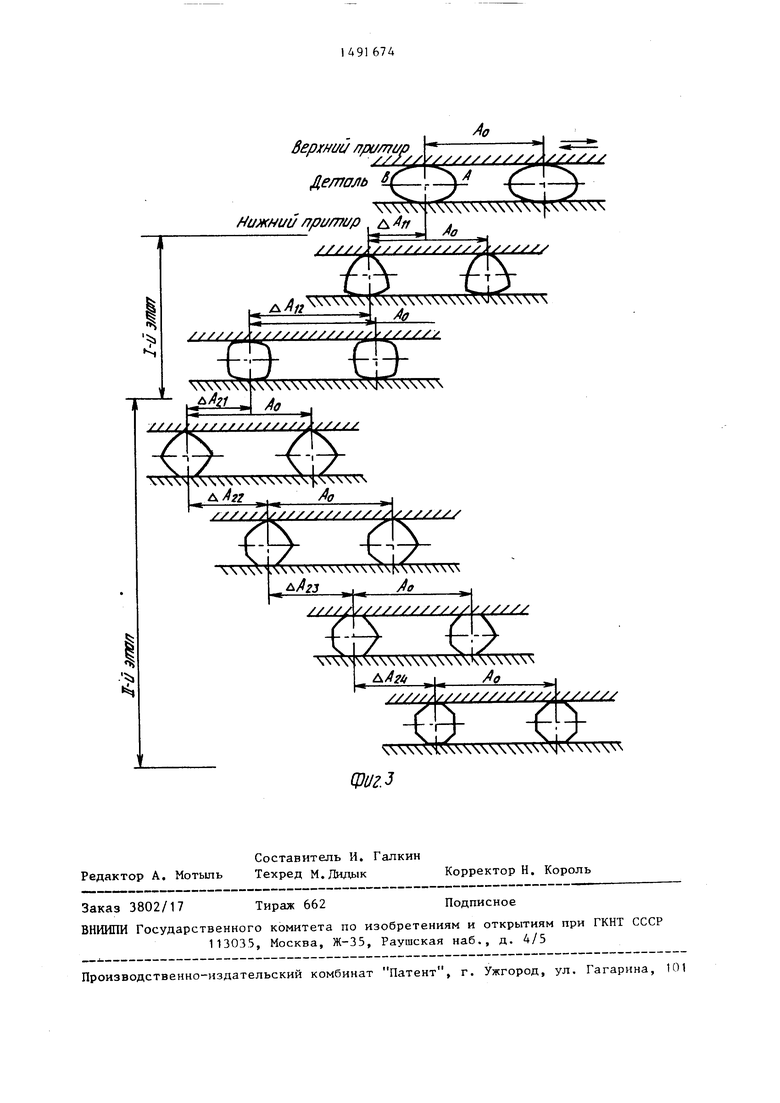
На фиг. 1 изображено устройство для доводки цилиндрических деталей, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - схема процесса формообразования при доводке.
Устройство для доводки цилиндри- ческих деталей содержит основание 1, верхний притир 2, снабженный упругим элементом 3, нижний притир А, размещенный между притирами 2 и 4,сепаратор 5 для обрабатываемых деталей 6 и механизм 7 изменения положения осе качания кулис 8.
Для осуществления возвратно-поступательного движения верхнего притира 2 служат два привода, размещен- Hbix симметрично относительно оси притира. Приводы выполнены кривошип- но-кулисными с кулисами 9 и Ю, качающимися вокруг оси 8. .Нижний притир можб:т быть снабжен приводом, анало- гичиым приводу верхнего притира.
Механизм 7 изменения положения осей качания кулис 8 выполнен в виде салазок 11 регулировочного винта 12 их перемещения, гайка 13 которого закреплена на салазках 11. Винт 12 снабжен маховичком 14 и лимбом 15. На салазках 11 закреплены оси 8 качания кулис 9 и 10. Салазки 11 размещены в направляющих 16, смонтиро- ванных на основании 1.
Устройство работает следующим образом.
В сепаратор 5 яакладьшают обрабатываемые детали 6, опускают верх- НИИ притир 2 и включают привод его возвратно-поступательного перемещения. При этом детали 6 в гнездах сепаратора вращаются вокруг своих осей а точки возврата А остаются постоянными (фиг. 3, начало обработки). При этом формируется погрешность геометрической формы поперечного сечения - овальность, так как в точках возврата максрмальный съем припуска. Затем маховичком 14 вращают регулировочный винт 12, перемещая с помощью гайки 13 салазки 11 на заданную величину UA;; . Ось 8 кулис 9 и 10 смещается
5 о
5 Q
Q
.с
5
0
а кулис1 1 10 перемещают притир 2, который, перемещаясь, заставляет деталь повернуться на уголп, при этом точки возврата смещаются также на угол Ц) (фиг. 3, I этап). При этом притир 2 продолжает совершать свое рабочее возвратно-поступательное движение. Деталь 6 вращается вокруг своей оси, в сместившихся точках возврата происходит съем припуска.
Последующие этапы обработки осуществляют аналогично и при каждом изменении подачи верхнего притира поворотом маховичка 14 деталь 6 дополнительно поворачивается на угол
J - , где п кратно 2 (фиг. 3). Величина подачи притира ЬА;: и задаваемый угол Cf , на который периодически поворачивается деталь (смещаются точки возврата) связаны между собой зависимостью, которая может быть определена с помощью формул элементарной математики. На лимбе 15 нанесены деления, соответствующие величинам смещения верхнего притира 2, которые определяются углом tf , на который необходимо дополнительно повернуть деталь.
Оснащение устройства для доводки цилиндрических деталей механизмом подачи притира способствует снижению тангенциальных ускорений в момент
переключения направления движения за счет перемещения притира и связанного с ним дополнительного поворота детали для смещения точек возврата, т.е. выравнивание условий обработки любого элементарного участка цилиндрической поверхности детали.
Формула изобретения
Устройство для доводки цилиндрических деталей, содержащее основание, смонтированные на нем верхний и нижний притиры, по Крайней мере один из которых связан с приводом возвратно-поступательного движения, и размещенный между притирами сепаратор для обрабатьшаемых деталей, отличающееся тем, что, с целью повьпиения качества и производительности обработки, привод притира выполнен в виде кривошипно-ку- лисного механизма, а устройство снабжено закрепленными на основании направляющими с установленными в них
5U91674 6
с возможностью возвратно-поступатель- притира, салазками, несущими ось ка- ного перемещения в направлении, сов- чания кулисы кротошипно-кулисного падающем с направлением движения механизма.
Фиг.1
BepZWlj /7/X//77 a
АО
у//// // ji j j // A / / yy
Деталь l -1
Нижний лрагпир д ////
л
Составитель И. Галкин Редактор А. Мотыль Техред М.Дидык Корректор Н. Король
Заказ 3802/17
Тираж 662
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина, 101
АО
л
/ZZZX
Подписное
| Устройство для доводки цилиндрических деталей | 1979 |
|
SU872228A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
