Изобретение относится к обработке металлов давлением, в частности к способам гибки труб.
Цель изобретения повышение качества изделия и расширение технологических возможностей за счет исключения образования трещин по краям сплющенного участка.
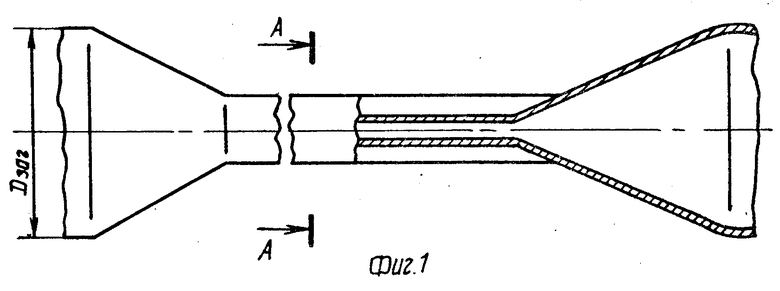
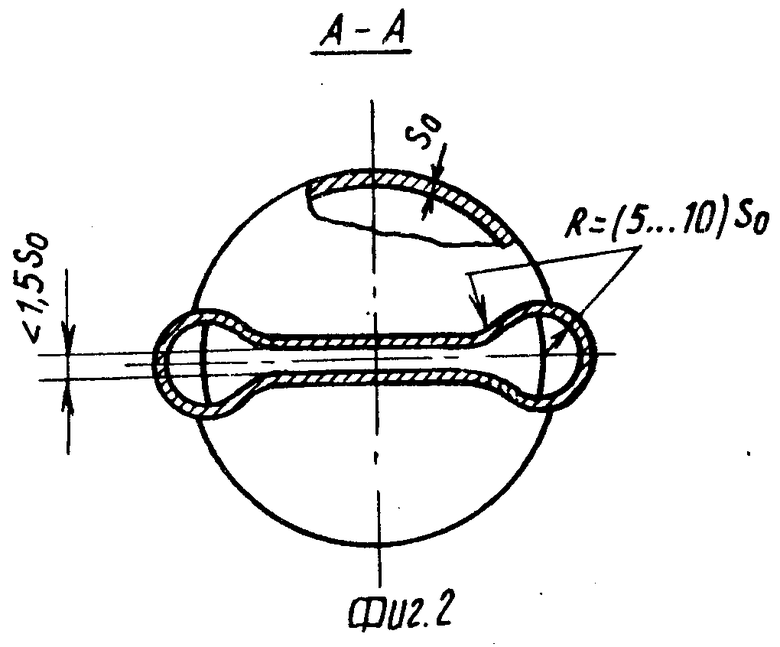
На фиг. 1 схематично изображена исходная трубная заготовка, сплющенная в зоне последующего изгиба; на фиг. 2 разрез А-А на фиг. 1; на фиг. 3 то же, вариант формы поперечного сечения трубной заготовки; на фиг. 4 трубная заготовка после гибки; на фиг. 5 согнутая труба после раздачи внутренним давлением.
Предлагаемый способ гибки труб включает сплющивание трубной заготовки в месте гибки в плоскости, перпендикулярной плоскости гибки, до обеспечения параллельности стенок, гибку сплющенного участка и последующую раздачу внутренним давлением. Сплющивание проводят до получения внутреннего зазора между параллельными стенками сплющенного участка не более 1,5 толщин стенки трубы. При этом по краям оставляют закругленные участки с внутренним радиусом, равным 5.10 толщинам стенки трубы.
Для получения гнутой трубы из титанового сплава ОТ4 диаметром 60 мм с толщиной стенки 1,0 трубную заготовку диаметром 50 мм сплющивают одним из известных способов, например на гидропрессе, до получения зазора между параллельными стенками сплющенного участка от 1 до 2 мм. При этом на краях сплющенного участка оставляют закругленные участки с внутренним радиусом от 4 до 12 мм. Размеры поперечного сечения сплющенного участка приведены в таблице.
Гибку заготовок на угол 90о проводили на установке для изотермического деформирования путем пневмотермической формовки с помощью газа аргона сплющенные участки раздавались до исходного диаметра.
Как видно из таблицы, наиболее оптимальными являются сплющенные заготовки, у которых зазор между параллельными стенками сплющенного участка не превышает 1,5 толщины стенки трубы, а внутренний радиус кругленных участков находится в пределах 5.10 толщин стенки трубы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГИБКИ ТРУБ С ОБРАЗОВАНИЕМ КОЛЕН ПОВТОРЯЮЩЕЙСЯ ФОРМЫ | 2013 |
|
RU2534483C1 |
| СПОСОБ ГИБКИ ТРУБ | 2001 |
|
RU2210452C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УГОЛЬНИКА | 1998 |
|
RU2152283C1 |
| Способ гибки труб | 1979 |
|
SU837469A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КРУТОИЗОГНУТЫХ ПАТРУБКОВ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2047405C1 |
| Способ изготовления сварных прямошовных труб из титановых сплавов | 2016 |
|
RU2638476C1 |
| Способ изготовления полых деталей из трубной заготовки | 2018 |
|
RU2703010C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УГОЛЬНИКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2190491C2 |
| СПОСОБ ФАСОННОЙ ОБРЕЗКИ КОНЦОВ ТРУБОК | 2007 |
|
RU2363558C1 |
| Способ изготовления арматуры | 1978 |
|
SU749486A1 |



Изобретение относится к обработке металлов давлением, в частности к способам гибки труб. Цель изобретения - повышение качества изделия и расширение технологических возможностей. Способ включает сплющивание трубной заготовки, гибку сплющенного участка и раздачу внутренним давлением. Сплющивание проводят до получения зазора между параллельными стенками не более 1,5 толщины стенки трубы. По краям оставляют закругленные участки с внутренним радиусом, составляющим 5...10 толщин стенки трубы. При этом исключается возможность появления трещин при сплющивании и складок при гибке. 5 ил., 1 табл.
СПОСОБ ГИБКИ ТРУБ, включающий предварительное сплющивание трубной заготовки в месте гибки в плоскости, перпендикулярной плоскости гибки, до обеспечения параллельности стенок, гибку сплющенного участка и последующую раздачу сплющенного участка внутренним давлением, отличающийся тем, что, с целью повышения качества изделия и расширения технологических возможностей за счет исключения образования трещин по краям сплющенного участка, сплющивание проводят до получения внутреннего зазора между параллельными стенками сплющенного участка не более 1,5 толщин стенки трубы, при этом по краям оставляют закругленные участки с внутренним радиусом, равным 5 10 толщинам стенки трубы.
| Способ гибки труб | 1979 |
|
SU837469A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
