Известны способы доводки деталей притиром, при которых приткр подвергают нагреву с передачей при этом тепла обрабатываемой поверхиости, и saTejM охлаждают. Однако указанное термическое управление процессом притирки используется для заглаживания размягченной обрабатываемой поверхности.
Отличительной особенностью описываемого способа притирки деталей или доводки отверстия детали нерегулируемым по диаметру притиром является использование термического управления процессом притирки для достижения и регулирования плотного взаимного контакта притираемых поверхностей. Для этого наружную охватывающую деталь подвергают нагреву, а внутреннюю охватываемую деталь подвергают охлаждению.
Для нагрева применяют нагревательное электрическое устройство, состоящее из нескольких соосных стаканов, снабженны.х внутри нагревательными спиралями, а для охлаждения - охлаждающее устройство, выполненное в виде полого кольца, снабженного радиальными отверстиями для подвода охлаждающего вещества.
Для осуществления описываемого способа достаточно нагрева наружной детали до температуры 60° и охлаждения внутренней детали до 40°.
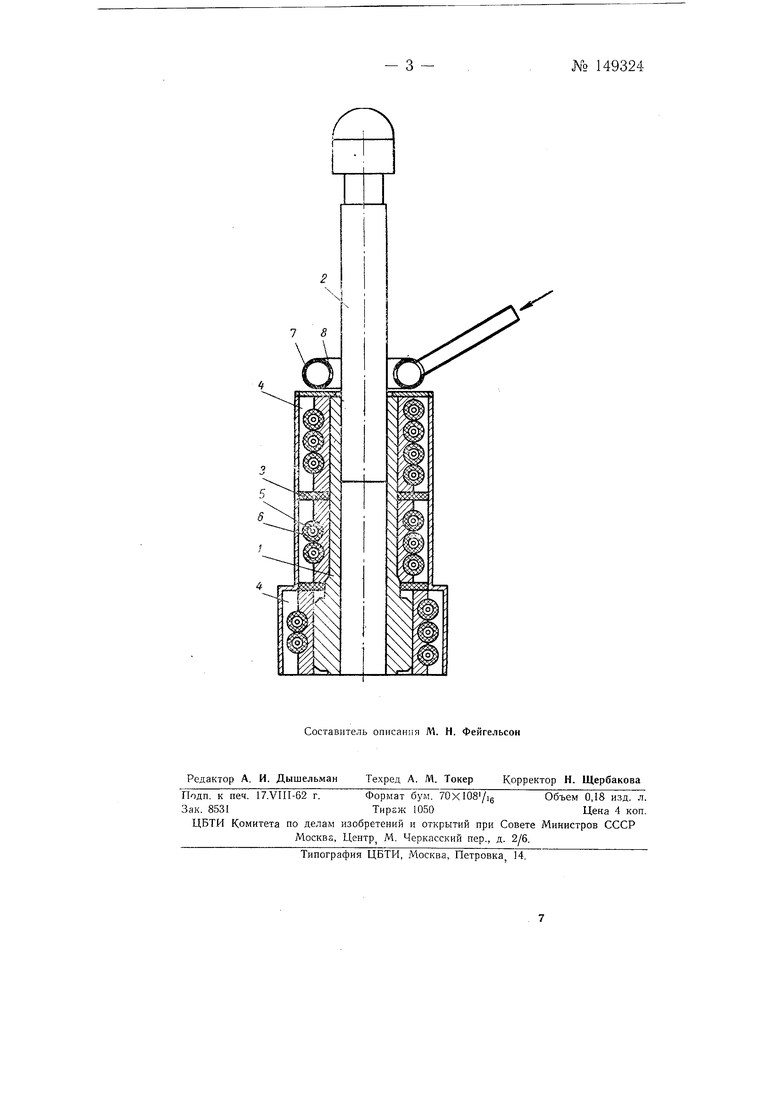
Сущность изобретения поясняется чертежом, на котором изображена схема нагревательно-охлаждающего устройства.
В гильзе /, которая несколько расщиряется при нагревании, перемещается плунжер 2, постоянно охлаждаемый в выступающей части.
Для нагревания гильзы / используется электрическое нагревательное устройство, состоящее из нескольких разделенных изоляционными щайбами 3 соосных стаканов 4, внутри которых помещены нагревательные спирали 5, с окружающими их фарфоровыми изоляционными вту. 149324- 2 камИ 6. Выполнение нагревательного устройства в виде нескольких соосных стаканов позволяет, регулировать нагрев частей втулки, что обеспечивает более правильную геометрическую форму притираемой гильзы.
Для охлаждения плунжера 2 используют охлаждающее кольцо 7 с радиальными отверстиями 8, через которые выступающая часть плунжера обдувается охлаждающим веществом, например, углекислым газом.
Применение описываемого способа для притирки отверстия гильзы нерегулируемыми по диаметру притирами исключает необходимость в разрезных притирах и их периодической подачи для изменения диаметра. Этот способ позволяет избежать также строгого подбора спариваемых деталей по размерам за счет больщего или меньшего нагрева втулок; можно вместо операций отдельной доводки плунжера и гильзы спаривать детали совместной доводкой непосредственно после окончательной щлифовки плунжера и гильзы или хенингования последней.
Предмет изобретения
1.Способ притирки деталей или доводки отверстия деталей нерегулируемым по диаметру притиром с термическим управлением процессом, отличающийся тем; что, с целью достижения и регулирования требуемой плотности взаимного контакта притираемых поверхностей, наружную охватывающую деталь подвергают нагреву, а внутреннюю охватываемую деталь подвергают охлаждению.
2.Применение для осуществления способа по п. 1 нагревательного электрического устройства, состоящего из нескольких соосных стаканов, снабженных внутри нагревательными спиралями и охлаждающего устройства, состоящего из полого кольца, снабженного радиальными отверстиями для подвода охлаждающего вещества.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для притирки сопрягаемых деталей машин, доводки отверстий | 1960 |
|
SU138502A1 |
| Способ восстановления плунжерных пар топливных насосов высокого давления дизелей | 1990 |
|
SU1715864A1 |
| Способ притирки цилиндрических отверстий | 1989 |
|
SU1773700A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ БОЛЬШОЙ КРИВИЗНЫ КОРПУСНЫХ СТАЛЬНЫХ ДЕТАЛЕЙ | 2002 |
|
RU2242523C2 |
| Способ притирки | 1980 |
|
SU931388A1 |
| УСТРОЙСТВО ДЛЯ ПРИТИРКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2002 |
|
RU2207945C1 |
| Способ обработки изделий из титановых сплавов | 1980 |
|
SU905324A1 |
| Установка для притирки сопрягаемых уплотнительных поверхностей диска и седла клапана обратного | 2019 |
|
RU2724232C1 |
| Станок для доводки поверхностей вращения | 1982 |
|
SU1039700A1 |
| Устройство для притирки сферическихдЕТАлЕй | 1978 |
|
SU831559A1 |