Изобретение относится к прокатному производству и предназначено для использования при производстве швеллеров на станах с универсальными клетями.
Цель изобретения - повышение качества проката путем предотвращения образования закатов от избытка металла при внутренних и внещних поверхностях по.ток у их основания.
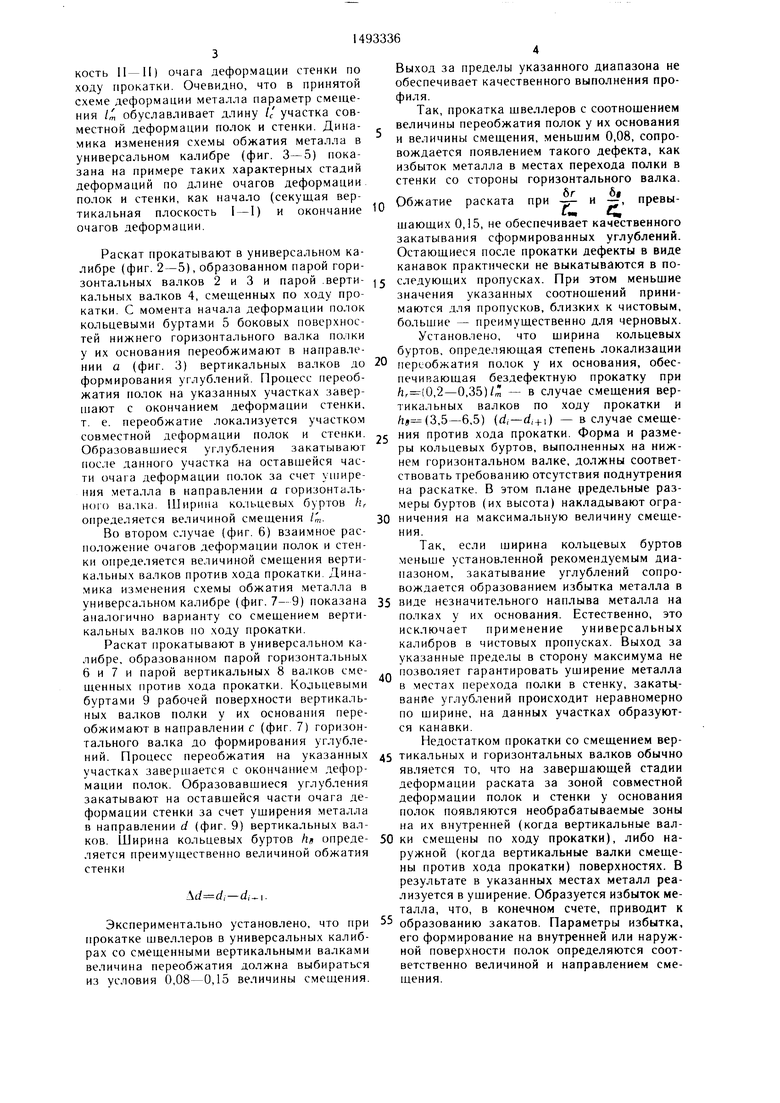
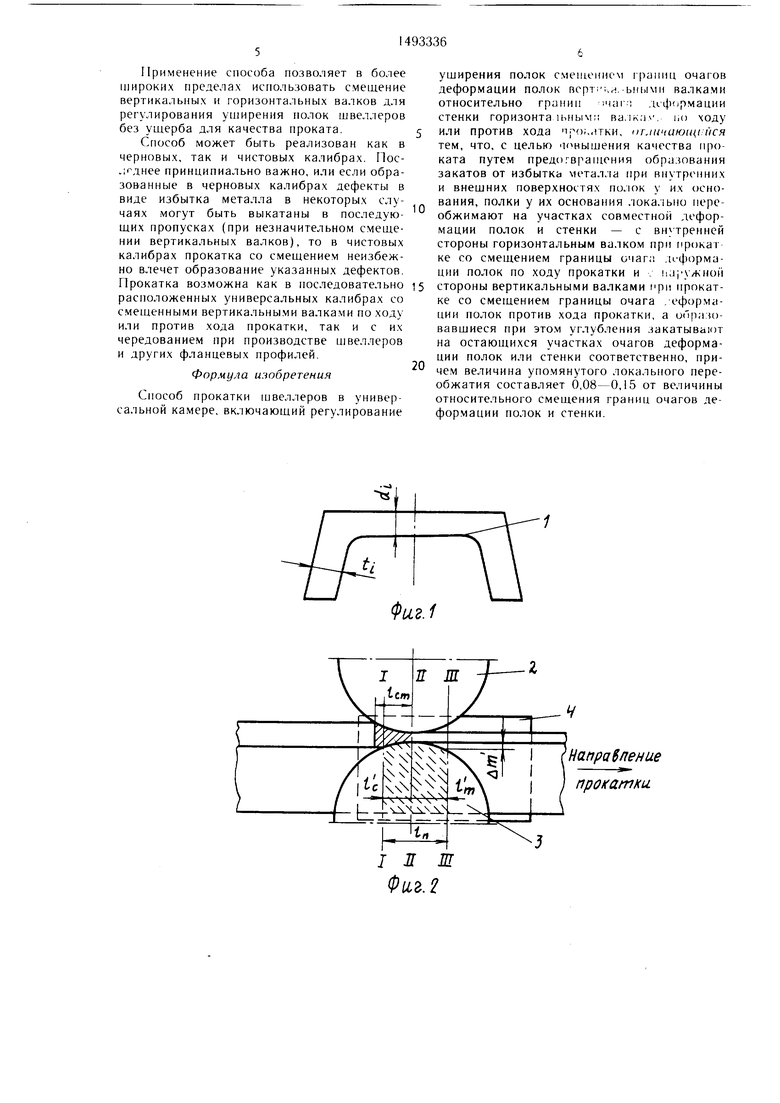
На фиг. 1 изображен фасонный подкат; на фиг. 2 и 6 - характерные положения очагов деформации полок и стенки в универсальных калибрах с вертикальными валками, смещенными по ходу и против хода прокатки, соответственно; па фиг. 3-5 - стадии деформации раската в универсальном калибре с вертикальными валками, смещен
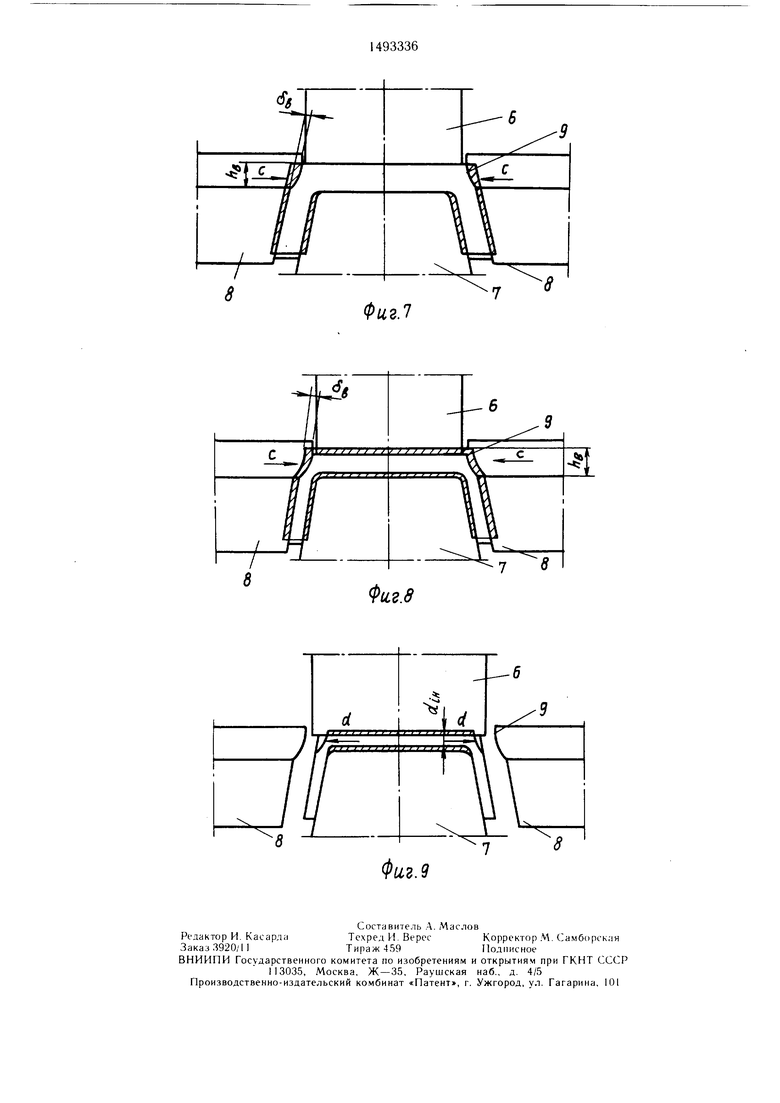
ными по ходу прокатки; на фиг. 7-9 -- стадии деформации раската в универсальном калибре с вертикальными валками, смещенными против хода прокатки.
Предлагаемый способ может быть реализован в процессе прокатки фасонного подката 1 (фиг. I) в универсальных калибрах, конструкция которых обеспечивает возможность регулирования уширения полок смещением вертикальных ва.чков относительно горизонтальных валков по хо.чу или против хода прокатки.
В первом случае (фиг. 2) взаимное расположение очагов деформации полок /„ и сгенки /ст определяется величной смещении /,, границ (плоскость III 111) очагов деформации полок относительно границы (плос4 СО СО
СО
со
О5
кость II-II) очага деформации стенки по ходу прокатки. Очевидно, что в принятой схеме деформации металла параметр смещения 1т обуславливает длину // участка совместной деформации полок и стенки. Дина- мика изменения схемы обжатия металла в универсальном калибре (фиг. 3-5) показана на примере таких характерных стадий деформаций по длине очагов деформации полок и стенки, как начало (секущая вертикальная плоскость I - 1) и окончание очагов деформации.
Раскат прокатывают в универсальном калибре (фиг. 2-5), образованном парой горизонтальных валков 2 и 3 и парой .верти- кальных валков 4, смещенных по ходу прокатки. С момента начала деформации полок кольцевыми буртами 5 боковых поверхностей нижнего горизонтального валка полки у их основания переобжимают в направлении а (фиг. 3) вертикальных валков до формирования углублений. Процесс переобжатия полок на указанных участках завершают с окончанием деформации стенки, т. е. переобжатие локализуется участком совместной деформации полок и стенки. Образовавшиеся углубления закатывают после данного участка на оставшейся части очага деформации полок за счет ушире- ния металла в направлении а горизонтальною валка. Ширина кольцевых буртов /г, определяется величиной смещения I m.
Во втором случае (фиг. 6) взаимное расположение очагов деформации полок и стенки определяется величиной смещения вертикальных валков против хода прокатки. Динамика изменения схемы обжатия металла в универсальном калибре (фиг. 7-9) показана аналогично варианту со смещением вертикальных валков по ходу прокатки.
Раскат прокатывают в универсальном калибре, образованном парой горизонтальных 6 и 7 и парой вертикальных 8 валков смещенных против хода прокатки. Кольцевыми буртами 9 рабочей поверхности вертикальных валков полки у их основания переобжимают в направлении с (фиг. 7) горизонтального валка до формирования углублений. Процесс переобжатия на указанных участках завершается с окончанием деформации полок. Образовавшиеся углубления закатывают на оставшейся части очага деформации стенки за счет ущирения металла в направлении d (фиг. 9) вертикальных валков. Ширина кольцевых буртов ht опреде- ляется преимущественно величиной обжатия стенки
.
Экспериментально установлено, что при прокатке швеллеров в универсальных калибрах со смещенными вертикальными валками величина переобжатия должна выбираться из условия 0,08-0,15 величины смещения.
0
5
0
5 0
5
5
0
Выход за пределы указанного диапазона не обеспечивает качественного выполнения профиля.
Так, прокатка щвеллеров с соотношением величины переобжатия полок у их основания и величины смещения, меньщим 0,08, сопровождается появлением такого дефекта, как избыток металла в местах перехода полки в стенки со стороны горизонтального валка.
сt
Обжатие раската при -р- и , превыLWн«
щающих 0,15, не обеспечивает качественного закатывания сформированных углублений. Остающиеся после прокатки дефекты в виде канавок практически не выкатываются в последующих пропусках. При этом меньшие значения указанных соотнощений принимаются для пропусков, близких к чистовым, большие - преимущественно для черновых.
Установлено, что ширина кольцевых буртов, определяющая степень локализации переобжатия полок у их основания, обеспечивающая бездефектную прокатку при ,2-0,35) С - в случае смещения вертикальных валков по ходу прокатки и (3,5-6,5) (d,-d,+i) - в случае смещения против хода прокатки. Форма и размеры кольцевых буртов, выполненных на нижнем горизонтальном валке, должны соответствовать требованию отсутствия поднутрения на раскатке. В этом плане 1редельные размеры буртов (их высота) накладывают ограничения на максимальную величину смещения.
Так, если ширина кольцевых буртов меньше установленной рекомендуемым диапазоном, закатывание углублений сопровождается образованием избытка металла в виде незначительного наплыва металла на полках у их основания. Естественно, это исключает применение универсальных калибров в чистовых пропусках. Выход за указанные пределы в сторону максимума не позволяет гарантировать уширение металла в местах перехода полки в стенку, закатывание углублений происходит неравномерно по ширине, на данных участках образуются канавки.
Недостатком прокатки со смещением вертикальных и горизонтальных валков обычно является то, что на завершающей стадии деформации раската за зоной совместной деформации полок и стенки у основания полок появляются необрабатываемые зоны на их внутренней (когда вертикальные валки смещены по ходу прокатки), либо наружной (когда вертикальные валки смещены против хода прокатки) поверхностях. В результате в указанных местах металл реализуется в уширение. Образуется избыток металла, что, в конечном счете, приводит к образованию закатов. Параметры избытка, его формирование на внутренней или наружной поверхности полок определяются соответственно величиной и направлением смещения.
Применение способа позволяет в более широких пределах использовать смещение вертикальных и горизонтальных валков для регулирования уширения полок швеллеров без ущерба для качества проката.
Способ может быть реализован как в черновых, так и чистовых калибрах. Пос- . принципиально важно, или если образованные в черновых калибрах дефекты в виде избытка металла в некоторых случаях могут быть выкатаны в последующих пропусках (при незначительном смещении вертикальных валков), то в чистовых калибрах прокатка со смещением неизбежно влечет образование указанных дефектов. Прокатка возможна как в последовательно расположенных универсальных калибрах со смещенными вертикальны.ми валками по ходу или против хода прокатки, так и с их чередованием при производстве швеллеров и других фланцевых профилей.
Формула изобретения
Снособ прокатки ивеллеров в универсальной камере, включающий регулирование
0
5
0
уширения полок смещением границ очагов деформации полок всрт; ,н. валка.ми относительно грании ччаг.-: Д1. ф()рмации стенки горизонта ва.. lio ходу или против хода пр();,,1тки, чт.1и ающ1:11ся тем, что, с целью чонышения качества проката путем пред(). врап1ения образования закатов от избытка металла при внутренних и внешних поверхностях по.1ок у их основания, полки у их основания локально переобжимают на участках совместной деформации nOvTOK и стенки - с внутренней стороны горизонтальным валком при прокат ке со смещением границы очаг; . Л1 форма- ции полок по ходу прокатки и hai y/HHoii стороны вертикальными валками мри нрокат- ке со смещением границы очага . еформа- ции полок против хода прокатки, а опразо- вавщиеся при это.м углубления закатывают на остающихся участках очагов деформации полок или стенки соответственно, причем величина упомянутого локального переобжатия составляет 6,08-0,15 от величины относительного смещения границ очагов деформации полок и стенки.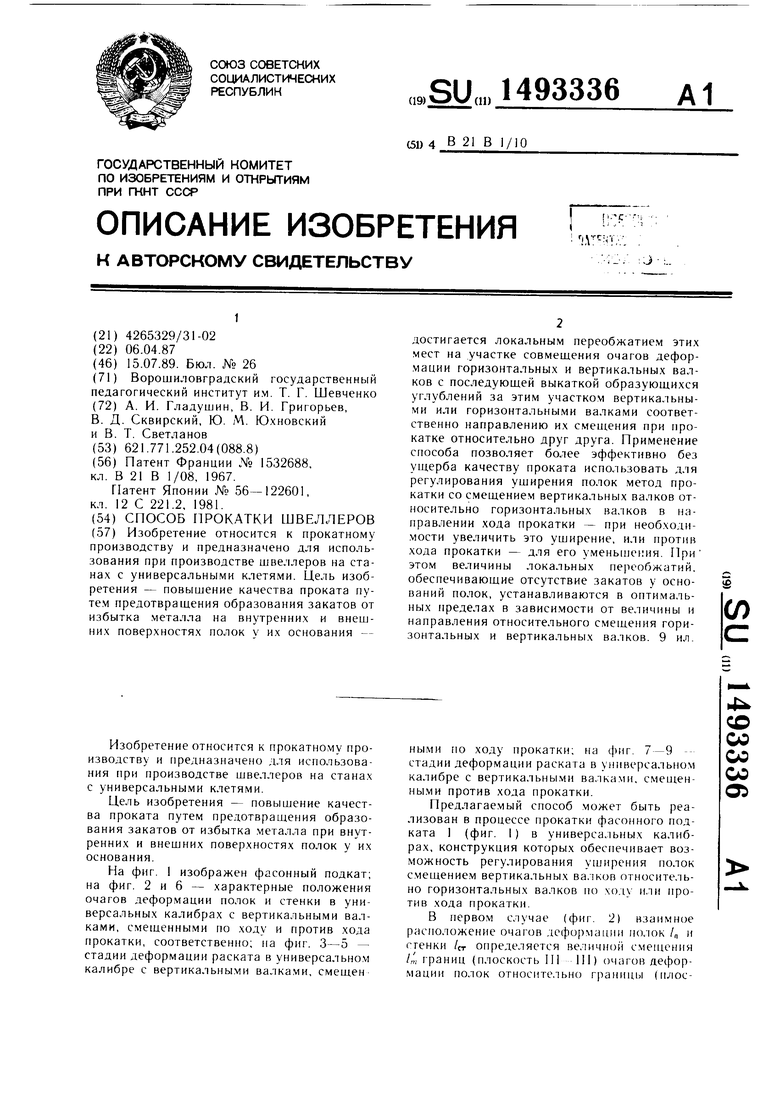
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки швеллеров | 1984 |
|
SU1186293A1 |
| Способ прокатки двутавров с волнистой стенкой | 1989 |
|
SU1676691A1 |
| СПОСОБ ПРОКАТКИ ШВЕЛЛЕРОВ | 2019 |
|
RU2721265C1 |
| Способ прокатки швеллеров | 1982 |
|
SU1053916A1 |
| Система калибров для прокатки угловых профилей | 1981 |
|
SU1041181A1 |
| СПОСОБ ПРОИЗВОДСТВА ШВЕЛЛЕРНОГО ПРОФИЛЯ | 1994 |
|
RU2060845C1 |
| СПОСОБ ПРОИЗВОДСТВА ШВЕЛЛЕРОВ | 1999 |
|
RU2169050C2 |
| Способ прокатки на непрерывных станах | 1990 |
|
SU1736647A1 |
| Способ изготовления двутавровых балок | 1979 |
|
SU904813A1 |
| Способ прокатки двутавровых профилей | 1990 |
|
SU1764722A1 |
Изобретение относится к прокатному производству и предназначено для использования при производстве швеллеров на станах с универсальными клетями. Цель изобретения - повышение качества проката путем предотвращения образования закатов от избытка металла на внутренних и внешних поверхностях полок у их оснований - достигается локальным переобжатием этих мест на участке совмещения очагов деформации горизонтальных и вертикальных валков с последующей выкаткой образующихся углублений за этим участком вертикальными или горизонтальными валками соответственно направлению их смещения при прокатке относительно друг друга. Применение способа позволяет более эффективно без ущерба качеству проката использовать для регулирования уширения полок метод прокатки со смещением вертикальных валков относительно горизонтальных валков: в направлении хода прокатки - при необходимости увеличить это уширение или против хода прокатки - для его уменьшения. При этом величины локальных переобжатий, обеспечивающие отсутствие закатов у оснований полок, устанавливаются в оптимальных пределах в зависимости от величины и направления относительного смещения горизонтальных и вертикальных валков. 9 ил.
Фи2.1
(Направление I прокатки.
I Л Ш
Фаг.
Фи2.5
7
Г 2
Фи.2.6
0«3.7
Фи,г.8
| Золотниковый затвор циркуляционных отверстий скважинных устройств | 1987 |
|
SU1532688A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
