1
(21)4313934/25-08
(22)06.10.87
(46) 23.07.89. Бюл. If 27
(71)Харьковское производственное машиностроительное объединение ФЭД
(72)В.Г.Вербицкий (53) 621.941.3(088.8)
(56) Авторское свидетельство СССР № 62901, кл. В 23 Б 31/20, 1940.
(54) ЦАНГОВАЯ ОПРАВКА (57) Изобретение относится к металлообработке и предиазначено для закрепления деталей на станках. Цель изобретения - повышение надежности закрепления посредством обеспечения равномерного распределения усилий закрепления. На корпусе 1 установлены одна в другой разжимные втухгки
| название | год | авторы | номер документа |
|---|---|---|---|
| Оправка разжимная | 2021 |
|
RU2765419C1 |
| ЦАНГОВЫЙ ТОКАРНЫЙ ПАТРОН | 2023 |
|
RU2812811C1 |
| РАЗЖИМНАЯ ОПРАВКА | 1992 |
|
RU2030257C1 |
| ЗАЖИМНОЕ УСТРОЙСТВО ДЛЯ ТОКАРНОЙ ОБРАБОТКИ ШИН ЭЛЕКТРОТЕХНИЧЕСКИХ | 2023 |
|
RU2811023C1 |
| Цанговая оправка | 1983 |
|
SU1144795A1 |
| ОПРАВКА ДЛЯ ЦЕНТРИРОВАНИЯ И ЗАКРЕПЛЕНИЯ ТОНКОСТЕННОЙ ДЕТАЛИ | 1998 |
|
RU2134182C1 |
| ЦАНГОВЫЙ ТОКАРНЫЙ ПАТРОН | 2013 |
|
RU2524518C1 |
| Оправка | 1982 |
|
SU1093417A1 |
| Оправка | 1972 |
|
SU448082A1 |
| Устройство для изготовления изделий с продольными ребрами | 1985 |
|
SU1335353A1 |
Изобретение относится к металлообработке и предназначено для закрепления деталей на станках. Цель изобретения - повышение надежности закрепления посредством обеспечения равномерного распределения усилий закрепления. На корпусе 1 установлены одна в другой разжимные втулки 2 и 3, на концах которых выполнена разнонаправленная резьба. Цанга 4 установлена на поверхности втулок 2 и 3. Гайка выполнена в виде ступенчатой втулки 7 с разного направления резьбой на наружной 8 и внутренней 9 поверхностях. Штифты 10 запрессованы в отверстиях втулки 7 и расположены в канавке корпуса 1. Резьбовой конец втулки 7 расположен между резьбовыми поверхностями разжимных втулок 2 и 3 и предназначен для перемещения разжимных втулок 2 и 3, которые своими коническими поверхностями разжимают цангу 4, закрепляя деталь. 1 ил.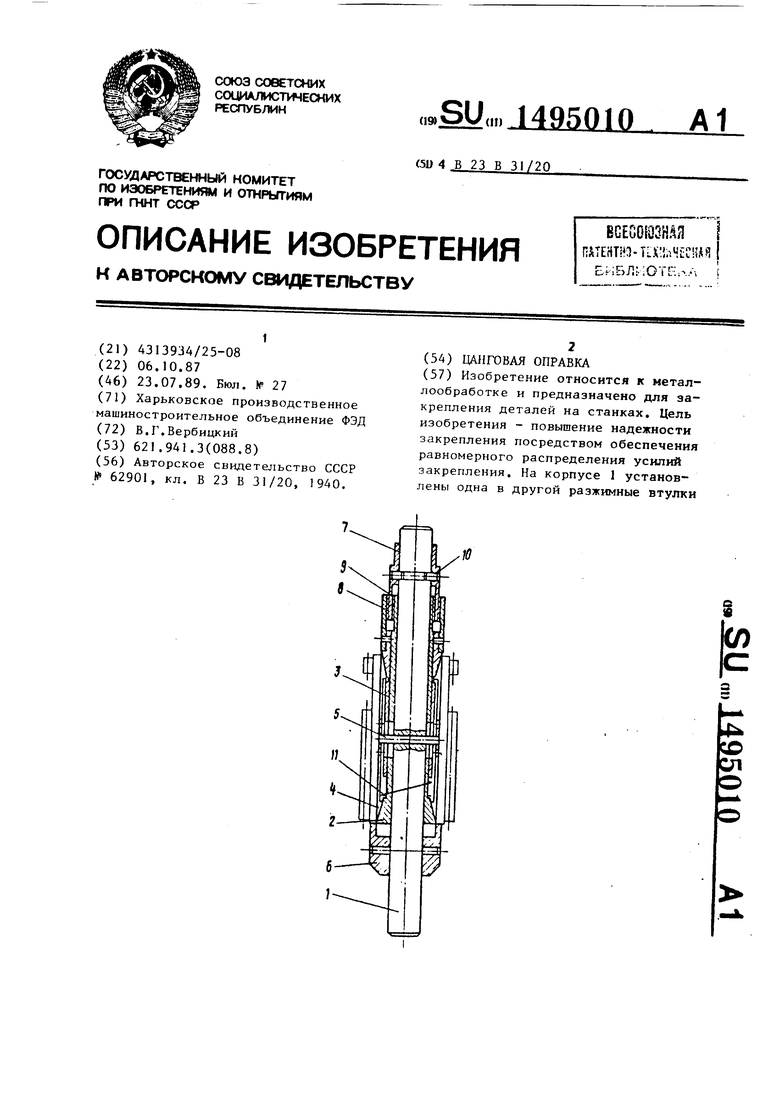
(Л
со ел
3149501
2 и 3, на концах которв1Х выполнена разнонаправленная резьба. Цанга А установлена на поверхности втулок 2 и 3. Гайка выполнена в виде ступенча- 5 той втулки 7 с разного направления резьбой на наружной 8 и внутренней 9 поверхностях о Штифты Ю запрессованы в отверстиях втулки 7 и располоИзобретение относится к металлообработке и предназначено для закрепления деталей на станках.
Цель изобретения - повьппение надежности закрепления посредством обепечения равномерного распределения усилий закрепления
На чертеже представлена оправка, общий вид.
Оправка состоит из корпуса 1, разжимной втулки 2, сборной разжимной втулки 3, имеющих конические поверхности, обращенные друг другу, и хвостовики, направленные в одну сторону, при этом хвостовик разжимной втулки 2 снабжен резьбой на наружной поверхности с правой нарезкой, а разжимная втулка 3 - резьбой с левой нарезкой на внутренней поверхности того ж шага. Цанга 4 неподвижно закреплена относительно корпуса 1 при помощи щтифта 5 и снабжена двумя коническим поверхностями разжимных втулок 2 и 3 на которых выполнены продольные пазы взаимодействующие со щтифтом 5, что обеспечивает их перемещение только вдоль опорной оси корпуса 1. Упор 6 неподвижно закреплен на цилиндрической части корпуса 1, а гайка выполнена в виде ступенчатой втулк и 7 с резьбой 8 и 9 на наружной и внутренней поверхностях. Штифты 10, входящие в канавки цилиндрической части корпуса I, запрессованы в отверстиях ступенчатой втулки 7,
Кроме того, ступенчатая втулка 7 имеет хвостовик в виде шестигранника.
Разжимная оправка работает следующим образом.
Обрабат1Аваемая деталь устанавливается на зажимную цангу 4 до упора 6. Вращением по часовой стрелке ступенчатой втулки 7 за шестигранный хвостовик обеспечивается равномержены в канавке корпуса 1. Резьбовой конец втулки 7 расположен между резьбовыми поверхностями разжимных втулок 2 и 3 и предназначен для перемещения разжимных втулок 2 и 3, которые своими коническими поверхностями разжимают цангу 4, закрепляя деталь. 1 ил.
ное перемещение навстречу одна другой разжимных втулок 2 и 3, подпружиненных пружиной 1I с целью устранения зазоров в резьбовых соединениях. При этом конические поверхности разжимных втулок 2 и 3 равномерно с двух сторон разжимают сопрягаемые с ними конические поверхности зажимной цанги 4, обеспечивая надежную фиксацию обрабатываемой детали, В момент раскрепления ступенчатая втулка 7 поворачивается против часовой стрелки, резьбовые поверхности ее разводят разжимные втулки 2 и 3,
Поскольку указанные втулки 2 и 3 вьшолнены с пазами, в которые проходит штифт 5, фиксирующий зажимную цангу 4, на цилиндрической части корпуса I перемещения втулок 2 и 3 по цилиндрической части корпуса 1 возможны только вдоль продольной оси.
Формула изобретения
Цанговая оправка,в корпусе которой расположены цанга, нажимные элементы и гайка., отличающая- с я тем, что, с целью повьшения надежности закрепления, нажимные эле- / менты выполнены в виде установленных на поверхности корпуса одна в другой разжимных втулок, на концах ко- . торых с внутренней и наружной-стороны вьтолнена соответственно напротив друг друга разнонаправленная резьба, а гайка выполнена в виде установленной с возможностью вращения на корпусе оправки ступенчатой втулки с разнонаправленной резьбой на внутренней и наружной поверхностях большей ступени, причем резьбовая часть ее размещена между резьбовыми концами разжимных втулок и предназначена для взаимодействия с их соответствующими резьбовыми поверхностями.
