Изобретение относится к хонинговальным станкам или устройствам для обработки внутренних поверхностей вращения цилиндрической формы и предназначено для обработки высокоточных отверстий диаметром 6-30 мм в длинномерных изделиях типа корпусов плунжеров насосов для нефтедобывающей промышленности.
Известны хонинговальные головки для обработки отверстий с несколькими (4-6) хонинговальными брусками, установленными на колодках, размещенных в пазах корпуса, и разжимной элемент, имеющий узел для соединения со стержнем штанги станочного привода разжимного элемента головки.
Недостатком данных хонинговальных головок является ограниченная возможность их использования. Они могут быть использованы для обработки отверстий диаметром 50-120 мм, но не могут быть использованы для обработки отверстий диаметром 6-30 мм.
Это можно объяснить тем, что при размещении даже четырех брусков в головке, например для обработки отверстий диаметром 30 мм, корпус головки оказывается ослабленным, неспособным передавать значительные нагрузки, возникшие при обработке, в особенности при реверсе продольного хода.
Известна также другая хонинговальная головка, содержащая корпус с канавкой, в которой размещены колодка и разжимной элемент, имеющий узел с наклонными поверхностями и узел для соединения его со стержнем штанги станочного привода. Головка имеет хонинговальные бруски, установленные на корпусе и колодке. Хонинговальная головка имеет жесткую конструкцию и является одноколодочной. Она предназначена для интенсивного исправления больших погрешностей геометрической формы отверстия (в основном по изогнутости оси и овальности). Конструкция этой хонинговальной головки является наиболее близкой к предлагаемой и может быть принята за прототип.
Недостатком этой хонинговальной головки является ограниченность ее функциональных возможностей, проявляющаяся в возможных провалах заданного размера обрабатываемого отверстия. Объясняется это тем, что при работе станка команда, подаваемая от его управляющего органа, приходит к узлу подачи головки в искаженном виде из-за продольной деформации стержня штанги станочного привода разжимного элемента и наличия зазоров в узле соединения стержня с разжимным элементом.
Задачей изобретения является создание конструкции хонинговальной головки, позволяющей при ее использовании повысить качество обработки отверстий диаметром 6-30 мм в длинномерных деталях.
Эта задача достигается усовершенствованием известной хонинговальной головки, включающей корпус с канавкой, в которой размещены колодка и разжимной элемент, имеющий зубцы с наклонными поверхностями, и содержащая хонинговальные бруски, установленные на корпусе и колодке, узел подачи и узел регулирования величины подачи, кинематически связанные с подвижной колодкой.
Это заключается в том, что разжимной элемент установлен в канавке неподвижно, колодка установлена с возможностью осевого перемещения, а узел подачи и узел регулирования величины подачи установлены на корпусе по разные стороны подвижной колодки.
Узел подачи может быть установлен со стороны наклонных поверхностей разжимного элемента и выполнен в виде втулки, контактирующей с торцем подвижной колодки, и расположенной между ней и упором пружины, а узел регулирования величины подачи может быть выполнен в виде гайки, образующей с торцем колодки храповой механизм. Разжимной же элемент головки может быть выполнен съемным.
Вышеуказанные установки разжимного элемента в канавке неподвижно, а колодки с возможностью осевого перемещения, обеспечивая настройку головки на промежуточный или окончательный размер обработки, позволяют управлять узлом подачи и узлом регулирования величины подачи без использования стержня станочного привода, что способствует повышению точности обрабатываемого отверстия.
Выполнение узла подачи установленным со стороны наклонных поверхностей разжимного элемента и выполнение его в виде втулки, контактирующей с торцом подвижной колодки, и расположенной между ней и упором пружины, обеспечивает непрерывный поджим колодки с брусками к наклонным поверхностям разжимного элемента и к обрабатываемой поверхности отверстия.
Расположение узла регулирования величины подачи относительно узла подачи по другую сторону подвижной колодки и выполнение его в виде гайки, образующей с торцем колодки храповой механизм, позволяет ограничить величину подачи одного прохода путем прижима торца подвижной колодки к рифлениям гайки храпового механизма усилием пружины, обеспечивая при этом фиксацию установленной величины подачи данного прохода самим корпусом головки, а не управляющим узлом станка, находящимся в нескольких метрах от корпуса головки.
Выполнение разжимного элемента съемным обеспечивает возможность восстановления головки при износе наклонных поверхностей разжимного элемента.
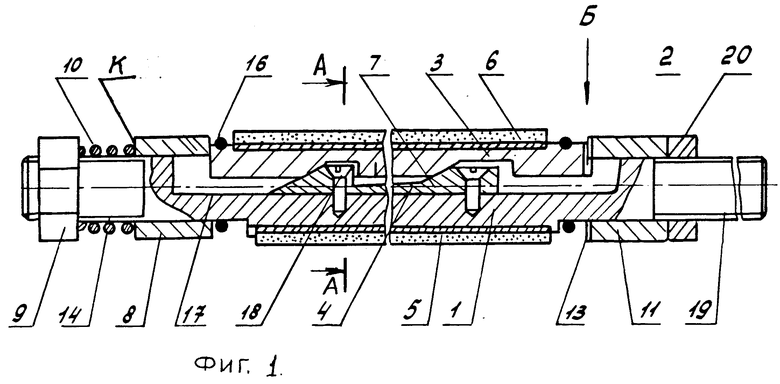
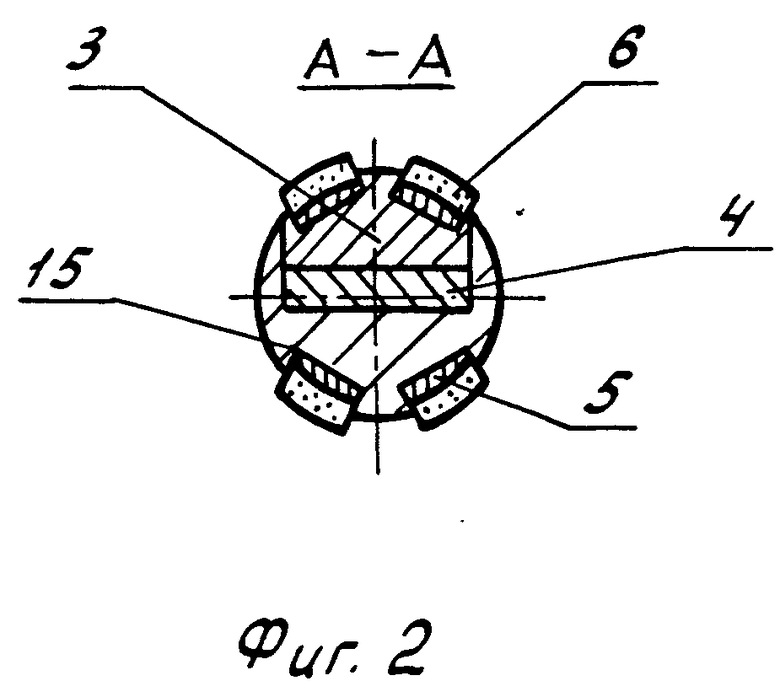
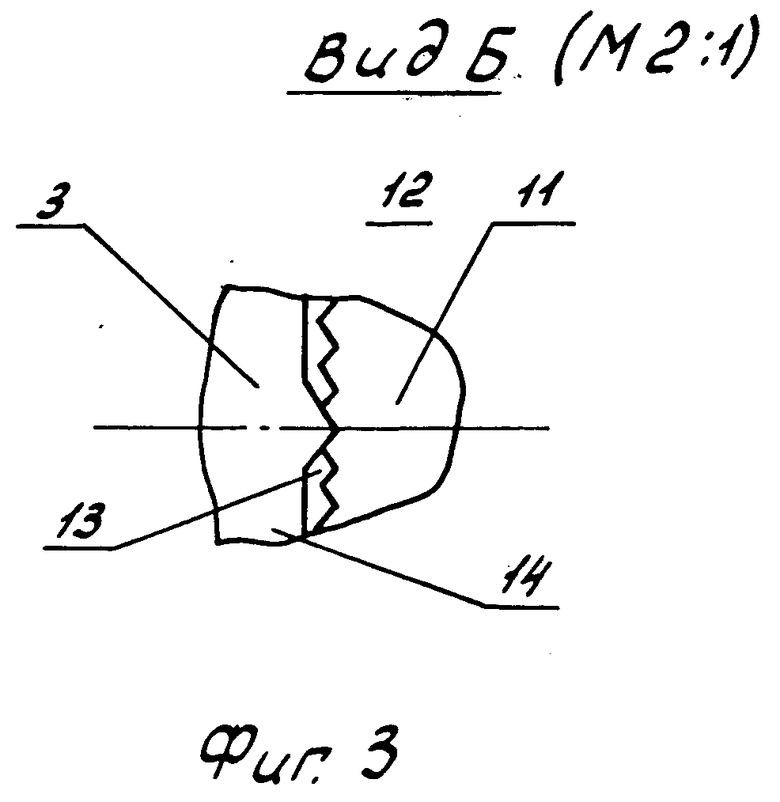
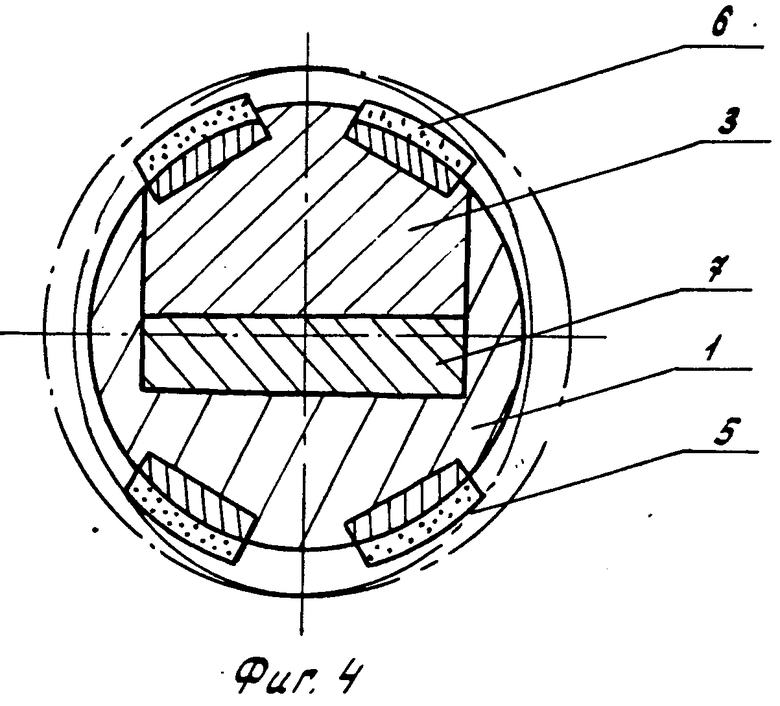
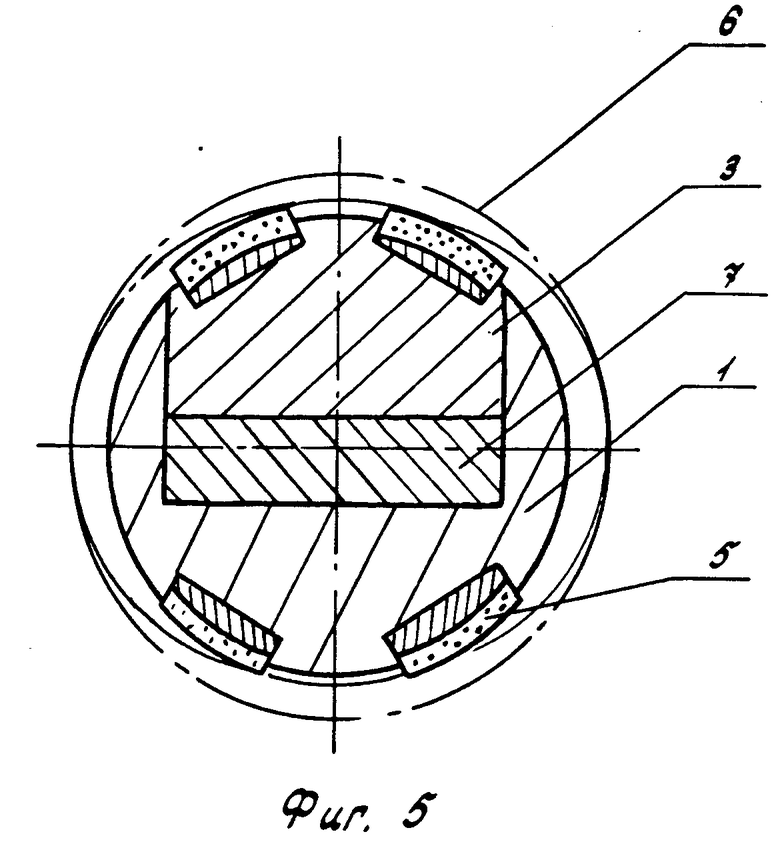
На фиг. 1 изображена предлагаемая хонинговальная головка, общий вид; на фиг. 2 разрез А-А на фиг.1; на фиг.3 показан частично вид по стрелке Б на фиг.1 (узел храпового механизма); на фиг.4 поперечный разрез головки в отверстии детали, бруски в ненагруженном положении (подвижная колодка в плоскости большой оси эллипса выработки отверстия); на фиг.5 поперечный разрез головки в отверстии детали, бруски в нагруженном положении (подвижная колодка в плоскости малой оси эллипса выработки отверстия).
Хонинговальная головка содержит корпус 1 с канавкой 2, в которой размещены колодка 3 и разжимной элемент 4; хонинговальные бруски 5 и 6, установленные соответственно на корпусе 1 и на колодке 3, узел подачи и узел регулирования величины подачи, кинематически связанные с подвижной колодкой 3. Разжимной элемент 4 установлен в канавке 2 неподвижно, а колодка 3 с возможностью осевого перемещения для разжима головки на величину подачи, для чего канавка 2 выполнена длиннее колодки 3 на величину перемещения колодки 3 (при максимальной подаче). Узел подачи и узел регулирования величины подачи установлены на корпусе по разные стороны подвижной колодки 3. Узел подачи установлен со стороны наклонных поверхностей 7 разжимного элемента 4 и выполнен в виде втулки 8, контактирующей с торцом К подвижной колодки 3 и расположенной между колодкой 3 и упором 9 пружины 10. Узел регулирования величины подачи расположен относительно узла подачи по другую сторону подвижной колодки 3 и выполнен в виде гайки 11, образующей с торцом Н колодки 3 храповой механизм.
В описываемом варианте исполнения храпового механизма торец Н колодки 3 имеет выступ-зубец 12, выполняющий функции собачки, а функцию храпового колеса выполняет гайка 11, на торце которой, обращенном к колодке 3, выполнены рифления 13.
Упор 9 в описываемом варианте выполнен в виде гайки и установлен на корпусе 1 посредством резьбы 14. Пружина 10 рассчитана на создание в зоне обработки величины давления брусков с учетом класса точности и числа чистовых проходов. Для данного случая величина давления принята 2-2,5 кг/см2.
В описываемом варианте исполнения в корпусе 1 выполнены канавки 15 для брусков 5, которые занимают в поперечном сечении корпуса центральный угол в пределах 80-120о. Колодка 3 удерживается пружинами 16. Разжимной элемент 4 выполнен съемным, прикреплен к дну 17 канавки 2 крепежными элементами 18. Угол наклона наклонных к поверхностей 7 выполняется несамотормозящим (в пределах 10-20о), для данного варианта 18о.
Гайка 11 навинчена на резьбовую поверхность 19 корпуса 1. Головка имеет контргайку 20 для фиксации головки в шарнирном узле штока (не показан) гидравлического цилиндра станка, к которому головка привинчивается резьбовой поверхностью 19.
Перед заведением хонинговальной головки в обрабатываемое отверстие с помощью гайки 11 перемещают колодку 3 вдоль оси головки в направлении к гайке 9. При этом подвижная колодка 3, перемещаясь по наклонным поверхностям 7 под действием пружин 16, уменьшает диаметр головки, что позволяет ее свободно завести в обрабатываемое отверстие (хонинговальная головка установлена в исходное положение).
После заведения головки в обрабатываемое отверстие гайку 11 отвинчивают, устанавливая ее на соответствующий диаметр обработки (данного перехода или требуемого по чертежу). При этом подвижная колодка 3 под действием пружины 10 и втулки 8 перемещается по наклонной поверхности 7 до такого положения, при котором брусок 6 (или бруски) подвижной колодки 3 и бруски 5 корпуса 1 войдут в контакт с поверхностью обрабатываемого отверстия, после чего гайку 11 фиксируют выступом-зубцом 12 торца Н подвижной колодки 2, входящим в рифление 13. На гайке 11 может быть выполнена шкала, нулевое деление которой должно соответствовать номинальному размеру головки, например 30 мм. Это создает удобство установки размера обработки и отсчета величины подачи данного перехода. В разработанном варианте головки на гайке 11 выполнено 30 рифлений 13. При шаге резьбы 19, равном 1,5 мм, цена одного рифления 13 соответствует 0,02 мм.
Такая фиксация гайки 11 ограничивает осевое перемещение колодки 3 в сторону увеличения диаметра обработки самим корпусом 1, а не управляющим узлом станка, т.е. фиксирует колодку в установленном положении рифлением 13 гайки 11, находящейся на корпусе 1 головки.
При переднем ходе хонинговальной головки бруски 6 входят в контакт с обрабатываемой поверхностью, колодка 3 при этом стремится переместиться по наклонным поверхностям 7 в сторону увеличения диаметра хонинговальной головки, но, упираясь в гайку 11, удерживается от перемещения.
В случае заужения обрабатываемого отверстия резко возрастает усилие давления на бруски 5 и 6, но так как наклонные поверхности 7 расположены под несамотормозящим углом 18о, то пружина 10 сжимается и диаметр головки по хонинговальным брускам 5 и 6 уменьшается. При обратном ходе хонинговальной головки колодка 3 удерживается пружиной 10 и упором 9.
При выведении эллиптической выработки в отверстиях головка работает следующим образом.
Если брусок 6 с колодкой 3 расположен в плоскости расположения большой оси эллиптической выработки отверстия, то в работе находятся жестко установленные бруски 5, причем крайними своими участками. В этом положении колодка 3 с бруском 6 стремится под действием пружины 10 отойти по наклонным поверхностям 7 от оси головки, но удерживается рифлением 13 гайки 11 и бруски 6 в работу не вступают (рабочее давление на бруски 5 и 6 при хонинговании отсутствуют).
При расположении брусков 5 корпуса и 6 подвижной колодки 3 в плоскости малой оси эллипса отверстия брусок 4 подвижной колодки 3 и бруски 5, установленные неподвижно на корпусе 1, входят в контакт с обрабатываемой поверхностью отверстия, т.е. работают все три бруска.
При этом неподвижные бруски 5 работают сближенными участками и происходит удаление некруглости до получения цилиндрической формы отверстия.
Предлагаемая головка была изготовлена и опробована с положительными результатами при обработке отверстий диаметром 28 мм в корпусах цилиндров скважинного штангового насоса.
| название | год | авторы | номер документа |
|---|---|---|---|
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ОТВЕРСТИЙ | 2008 |
|
RU2374060C1 |
| СПОСОБ ХОНИНГОВАНИЯ ВИНТОВЫХ КАНАВОК НА ВНУТРЕННЕЙ ПОВЕРХНОСТИ ВРАЩЕНИЯ И ХОНИНГОВАЛЬНАЯ ГОЛОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2101158C1 |
| Хонинговальная головка | 1984 |
|
SU1335434A1 |
| БЛОК-МОДУЛЬНЫЙ ИНСТРУМЕНТ И ХОНИНГОВАЛЬНЫЙ БЛОК ДЛЯ ОБРАБОТКИ НАРУЖНОЙ ЦИЛИНДРИЧЕСКОЙ ПОВЕРХНОСТИ | 2000 |
|
RU2184637C2 |
| Хонинговальная головка | 1986 |
|
SU1505763A1 |
| Хонинговальная головка для предварительного и окончательного хонингования | 1973 |
|
SU473596A1 |
| Хонинговальная головка для предварительной и окончательной обработки | 1986 |
|
SU1404298A1 |
| Хонинговальная головка для предварительного и окончательного хонингования | 1979 |
|
SU856769A1 |
| Хонинговальная головка | 1990 |
|
SU1743821A1 |
| Хонинговальная головка | 1986 |
|
SU1404299A1 |
Использование: при обработке внутренних поверхностей вращения цилиндрической формы. Сущность изобретения: устройство для хонингования содержит хонинговальную головку, выполненную в виде установленных в корпусе неподвижной колодки и взаимосвязанной с ней подвижной колодки с абразивными брусками, узел подачи и узел регулирования величины подачи, кинематически связанные с подвижной колодкой отличается. Узел подачи и узел регулирования величины подачи установлены на корпусе, при этом диаметральные размеры узлов подачи и регулирования величины подачи не превышает диаметра установки брусков в исходном состоянии. 2 з.п.ф-лы, 5 ил.
| Устройство для хонингования | 1987 |
|
SU1553353A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
