164 CD
сл ю
31А95121
трех, причем каждый ползун 4 имеет талей при сборке, а обратная связь в отдельную направляющую 8. Таким обра- виде датчиков 19 и электромагнитов 20 зом, каждая губка 2 самостоятельно позволяет с помощью пружин 10 умень- реагирует на перекосы собираемых де- г шить эти перекосы. 4 ип.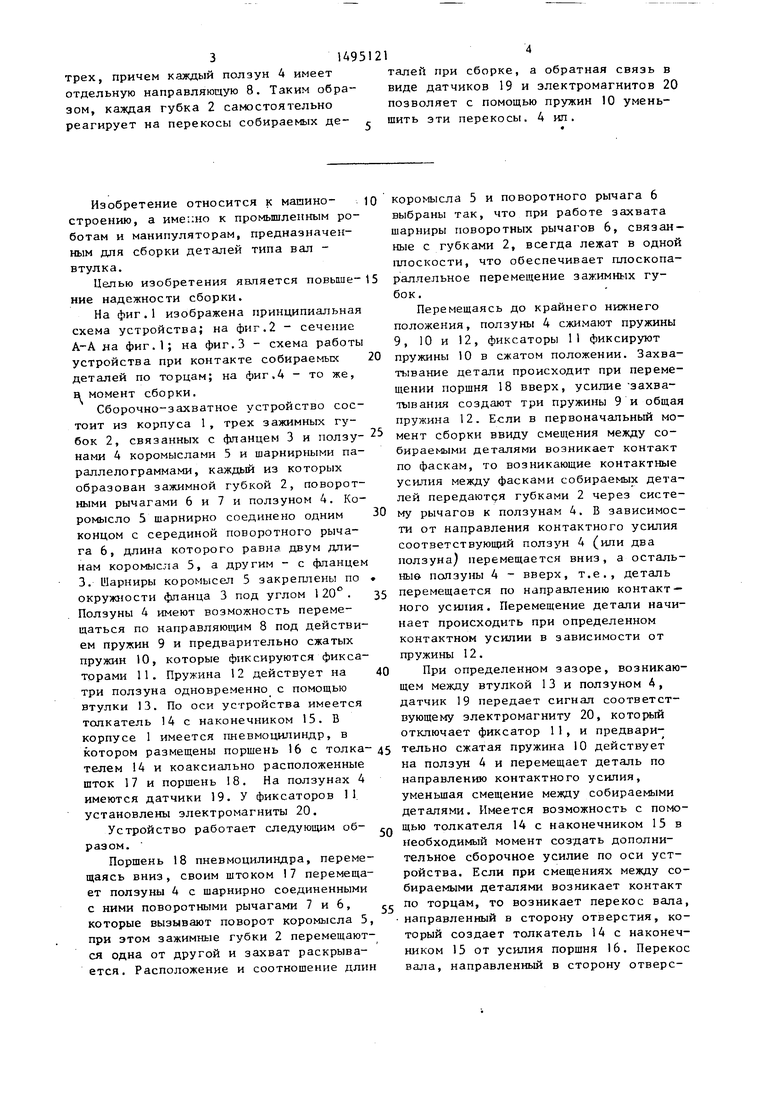
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления пружинных шайб | 1983 |
|
SU1161217A1 |
| Автомат для сборки деталей запрессовкой | 1981 |
|
SU1092031A1 |
| Сборочно-захватное устройство | 1988 |
|
SU1565681A1 |
| Захват манипулятора | 1980 |
|
SU876421A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Манипулятор | 1986 |
|
SU1430257A1 |
| Устройство для формования изделий "мюзле | 1977 |
|
SU751485A1 |
| Устройство для выгрузки радиодеталей из групповых кассет с канавками | 1990 |
|
SU1781857A1 |
| ЗАХВАТ | 2000 |
|
RU2175910C1 |
| УСТРОЙСТВО ДЛЯ ЗАХВАТА И УСТАНОВКИ ДЕТАЛЕЙ | 1991 |
|
RU2010692C1 |
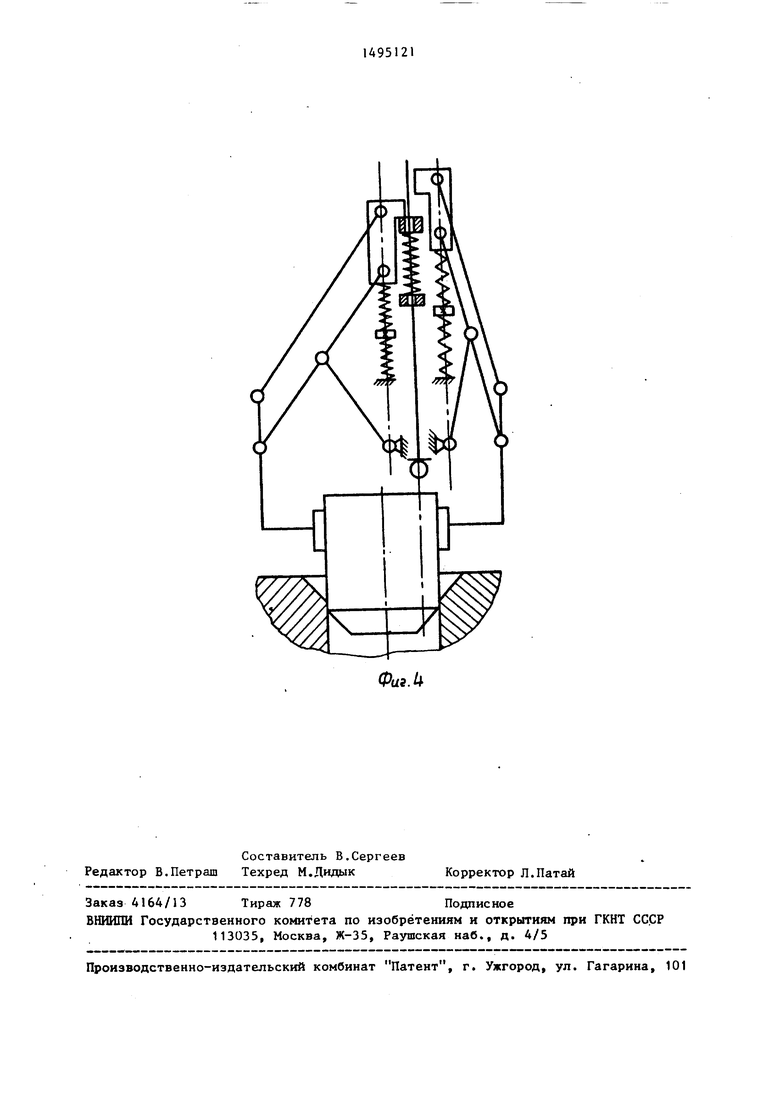
Изобретение относится к машиностроению и может быть использовано для сборки деталей типа вал-втулка. Целью изобретения является повышение надежности сборки. Для этого устройство имеет количество ползунов 4, равное количеству губок 2, а количество губок 2 в устройстве не менее трех, причем каждый ползун 4 имеет отдельную направляющую 8. Таким образом, каждая губка 2 самостоятельно реагирует на перекосы собираемых деталей при сборке, а обратная связь в виде датчиков 19 и электромагнитов 20 позволяет с помощью пружин 10 уменьшить эти перекосы. 4 ил.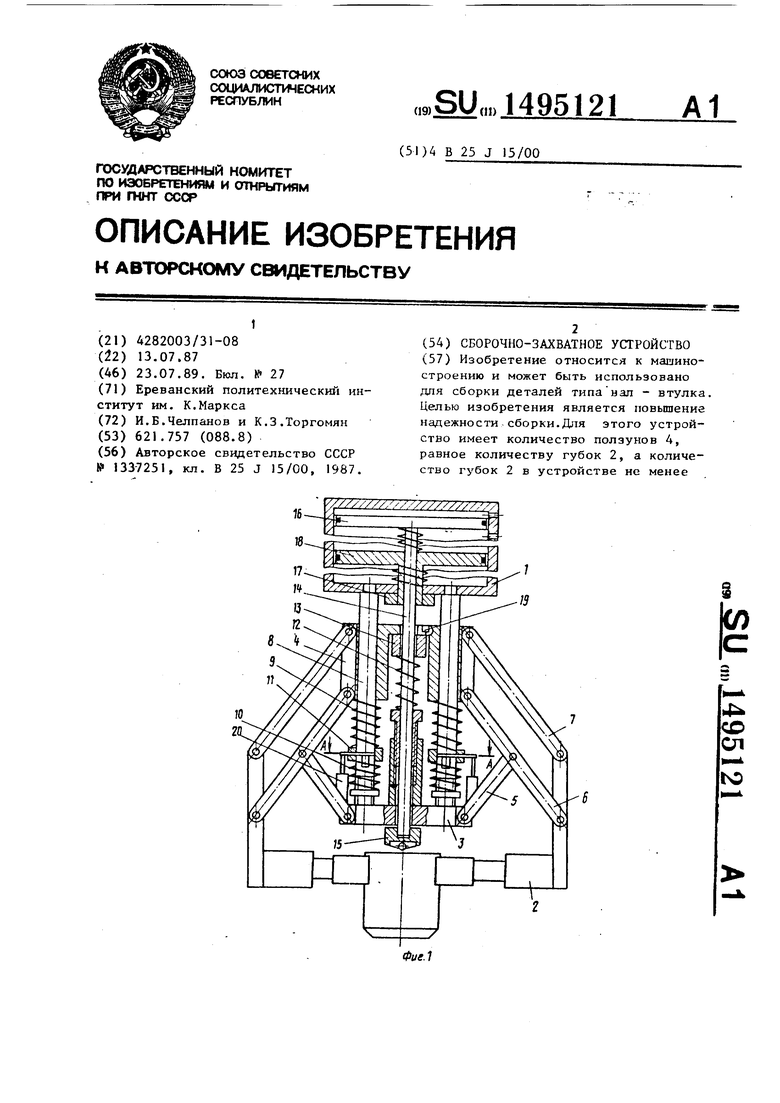
Изобретение относится к машино- строению, а именно к промышленным роботам и манипуляторам, предназначенным для сборки деталей типа вал - втулка.
Целью изобретения является повышение надежности сборки.
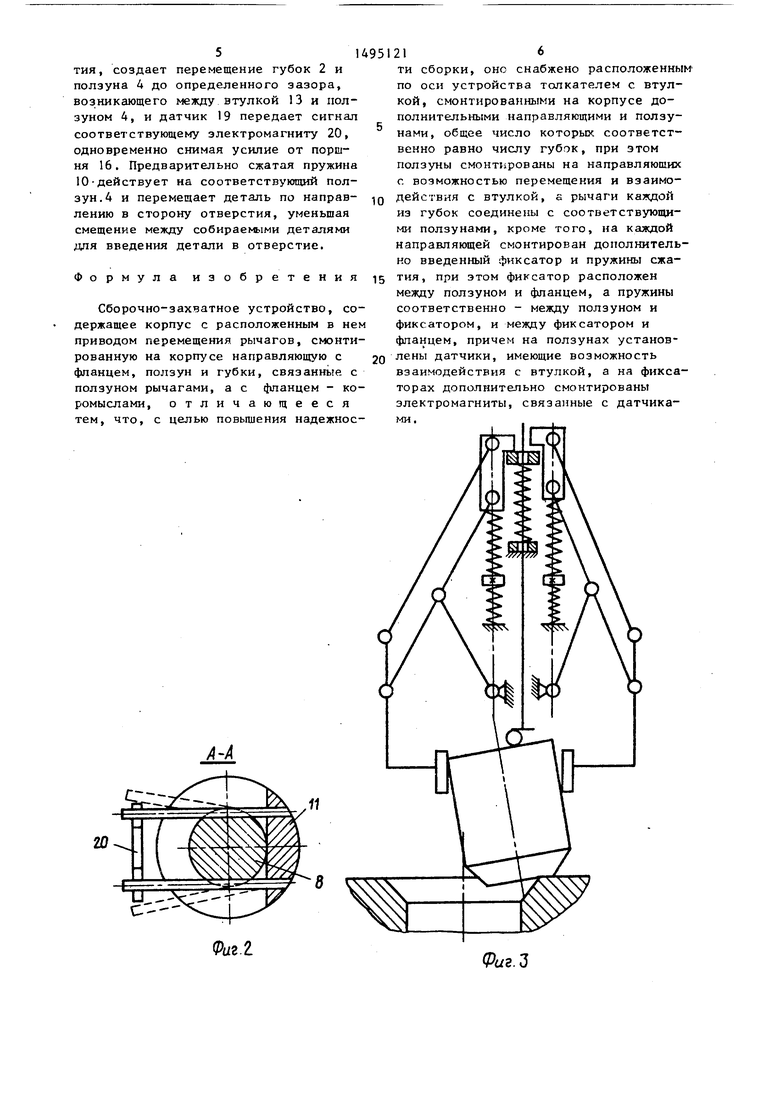
На фиг.1 изображена принципиальная схема устройства; на фиг.2 - сечение А-А на фиг.1; на фиг.З - схема работы устройства при контакте собираемых деталей по торцам; на фиг.4 - то же, в момент сборки.
Сборочно-захватное устройство состоит из корпуса 1, трех зажимных губок 2, связанных с фланцем 3 и ползу- нами 4 коромыслами 5 и шарнирными параллелограммами, каждьм из которых образован зажимной губкой 2, поворотными рычагами 6 и 7 и ползуном 4. Коромысло 5 шарнирно соединено одним концом с серединой поворотного рычага 6, длина которого равна двум длинам коромысла 5, а другим - с фланцем 3. Шарниры коромысеш 5 закреплены по окружности фланца 3 под углом 120. Ползуны 4 имеют возможность перемещаться по направляющим 8 под действием пружин 9 и предварительно сжатых пружин 10, которые фиксируются фиксаторами П. Пружина 12 действует на три ползуна одновременно с помощью втулки 13. По оси устройства имеется толкатель 14 с наконечником 15. В корпусе 1 имеется пневмоцилиндр, в котором размещены поршень 16 с толка телем 14 и коаксиально расположенные шток 17 и поршень 18. На ползунах 4 имеются датчики 19. У фиксаторов 11 установлены электромагниты 20.
Устройство работает следующим образом.
Поршень 18 пневмоцилиндра, перемещаясь вниз, своим штоком 17 перемещает ползуны 4 с шарнирно соединенными с ними поворотными рычагами 7 и 6, которые вызывают поворот коромысла 5 при этом зажимные губки 2 перемещаются одна от другой и захват раскрывается. Расположение и соотношение дли
0 з
с
0
коромысла 5 и поворотного рычага 6 выбраны так, что при работе захвата шарниры поворотных рычагов 6, связанные с губками 2, всегда лежат в одной плоскости, что обеспечивает плоскопа- раллельное перемещение зажимных губок.
Перемещаясь до крайнего нижнего положения, ползуны 4 сжимают пружины 9, 10 и 12, фиксаторы 11 фиксируют пружины 10 в сжатом положении. Захватывание детали происходит при перемещении поршня 18 вверх, усилие захватывания создают три пружины 9 и общая пружина 12. Если в первоначальный момент сборки ввиду смеи1ения между собираемыми деталями возникает контакт по фаскам, то возникающие контактные усилия между фасками собираемых деталей передаютс;я губками 2 через систему рычагов к ползунам 4. В зависимости от направления контактного усилия соответствующий ползун 4 (или два ползуна) перемещается вниз, а остальные ползуны 4 - вверх, т.е., деталь перемещается по направлению контактного усилия. Перемещение детали начинает происходить при определенном контактном усилии в зависимости от пружины 12.
При определенном зазоре, возникающем между втулкой 13 и ползуном 4, датчик 19 передает сигнал соответствующему электромагниту 20, который отключает фиксатор 11, и предварительно сжатая пружина 10 действует на ползун 4 и перемещает деталь по направлению контактного усилия, уменьшая смещение между собираемыми деталями. Имеется возможность с помощью толкателя 14 с наконечником 15 в необходимый момент создать дополнительное сборочное усилие по оси устройства. Если при смещениях между собираемыми деталями возникает контакт по торцам, то возникает перекос вала, направленный в сторону отверстия, который создает толкатель 14 с наконечником 15 от усилия поршня 16. Перекос вала, направленный в сторону отверс5
тия, создает перемещение губок 2 и ползуна 4 до определенного зазора, возникающего между втулкой 13 и ползуном 4, и датчик 19 передает сигнал соответствующему электромагниту 20, одновременно снимая усилие от поршня 16. Предварительно сжатая пружина 10-действует на соответствующий ползун. 4 и перемещает деталь по направ- лению в сторону отверстия, уменьшая смещение между собираемыми деталями для введения детали в отверстие.
Формула изобретения
Сборочно-захватное устройство, содержащее корпус с расположенным в нем приводом перемещения рычагов, смонтированную на корпусе направляющую с фланцем, ползун и губки, связанные с ползуном рычагами, а с фланцем - коромыслами, отличающееся тем, что, с целью повышения надежносФиг.2.
Q
5
0
1216
ти сборки, оно снабжено расположенным по оси устройства толкателем с втулкой, смонтированными на корпусе дополнительными направляющими и ползунами, общее число которых соответственно равно числу губок, при этом ползуны смонтированы на направляющих с возможностью перемещения и взаимодействия с втулкой, а рычаги каждой из губок соединены с соответствующими ползунами, кроме того, на каждой направляющей смонтирован дополнительно введенный фиксатор и пружины сжатия, при этом фиксатор расположен между ползуном и фланцем, а пружины соответственно - между ползуном и фиксатором, и между фиксатором и фланцем, причем на ползунах установлены датчики, имеющие возможность взаимодействия с втулкой, а на фиксаторах дополнительно смонтированы электромагниты, связанные с датчиками.
Фиг.:5
Фаг./
| Топочная решетка для многозольного топлива | 1923 |
|
SU133A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
