//
JT
stt
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СБОРКИ И СВАРКИ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНОЙ ПЛЕНКИ | 2011 |
|
RU2486116C2 |
| Устройство для запечатывания мешков из термосклеивающегося материала | 1974 |
|
SU500123A1 |
| Устройство для изготовления наполнения и запечатывания пакетов из ленточного термопластичного материала | 1982 |
|
SU1041423A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ И СВАРКИ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ ПЛЕНОК | 2011 |
|
RU2500592C2 |
| Устройство для запечатывания горловины мешка из воздухонепроницаемого материала | 1980 |
|
SU912597A1 |
| Устройство для запечатывания мешков из полимерных материалов | 1989 |
|
SU1708699A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО ИЗГОТОВЛЕНИЯ, НАПОЛНЕНИЯ ПРОДУКТОМ И ЗАПЕЧАТЫВАНИЯ МЕШКОВ ИЗ РУКАВНОЙ ПОЛИМЕРНОЙ ПЛЕНКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
SU1697370A1 |
| Устройство для укупоривания пакетов из термопластичного материала | 1985 |
|
SU1316917A1 |
| Устройство для сварки термопластичных пленок | 1991 |
|
SU1766698A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПАКЕТОВ ИЗ ПОЛИМЕРНОГО ТЕРМОПЛАСТИЧНОГО ПЛЕНОЧНОГО МАТЕРИАЛА | 1995 |
|
RU2092316C1 |
Изобретение относится к упаковочной технике, преимущественно к устройствам для запечатывания мешков из термопластичных пленочных материалов. Цель изобретения- повышение производительности 10 и экономии ленты. Устройство для запечатывания мешков 8 из термопластичного материала содержит два подпружиненных корпуса 1 с нагревательными элементами2, приводные ролики с лентами из антиадгезионного материала, обжимные ролики, охлаждающие элементы и перемещающий мешки 8 транспортер. Устройство содержит два жестко закрепленных на корпусах-. нагревательных элементов 2 датчика 9 непре-1- рывного контроля за качеством лент 4 в дорожке сварки. Датчики 9 связаны через элементы ИЛИ 10, усилитель 11, электро- пневмопреобразователь 12 с исполнительным механизмом 13, который служит для дискретного перемещения корпусов 1 по вертикали. Исполнительный механизм 13 представляет собой пневмоцилиндр-пози- ционер. 3 ил.
Изобретение относится к упаковочной технике, преимущественно к устройствам для заваривания горловины пакетов из термопластичных пленочных материалов, и может быть использовано на предприятиях пищевой, химической и других отраслях промышленности.
Известно устройство для запечатывания пакетов из термопластичного материала, содержащее приспособления для подачи пакетов и отвода их в упакованном виде, сваривания горловин пакетов, включающее установленные в корпусе подпружиненные прижимы с нагревателями и гибкий элемент, представляющий собой стальную ленту, покрытую антиадгезионным материалом, охлаждения сварных швов, включающее установленные в корпусе подпружиненные прижимы с каналами для охлаждающей жидкости.
Известно также устройство для запечатывания мешков из термопластичного материала, содержащее два подпружиненных корпуса с нагревательными элементами, приводные ролики с лентами из антиадгезионного материала, обжимные ролики и охлаждающие элементы.
Однако в известном устройстве корпуса с нагревательными элементами установлены относительно ленты стационарно, что не позволяет использовать ленту многократно, т.е. для сварки имеется только одна дорожка, хотя ширина ленты по отношению к ширине сварного шва°несоизмеримо больше (12:1 -20:1). В случае выхода из строя ленты (прогорание антиадгезионного покрытия) необходимо время для ее замены, что уменьшает производительность сварки. Кроме того, лента расходуется неэкономно.
Цель изобретения - повышение производительности и экономия ленты из антиадгезионного материала.
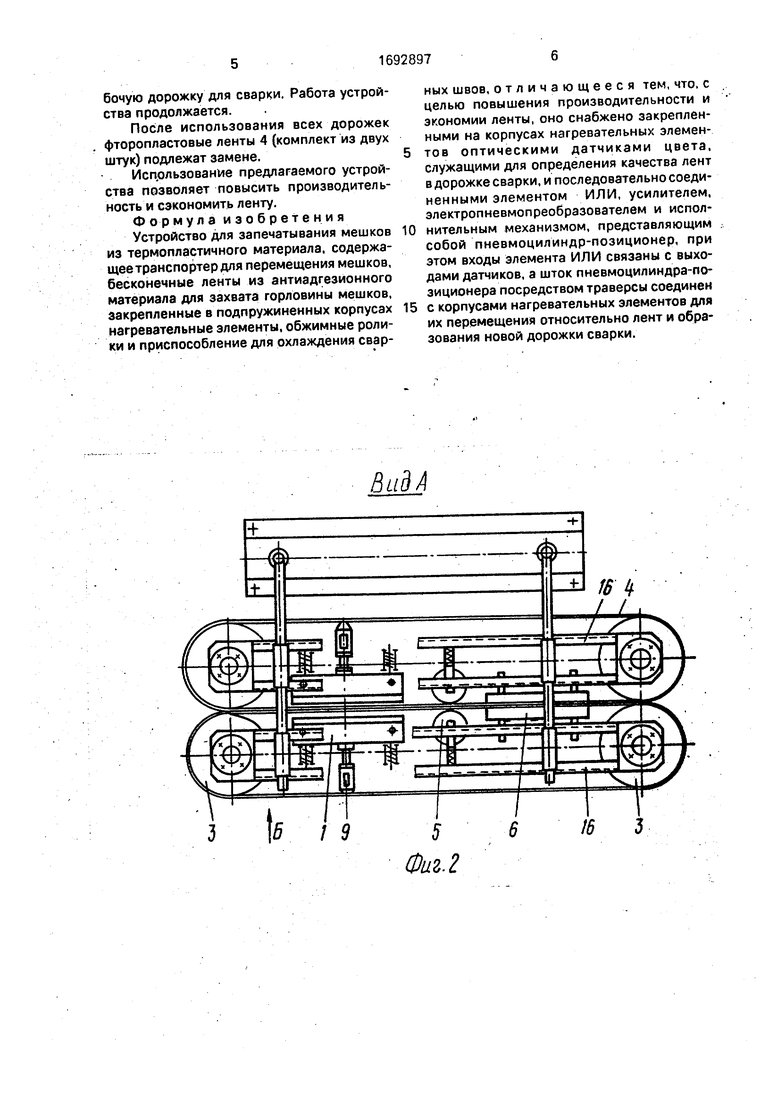
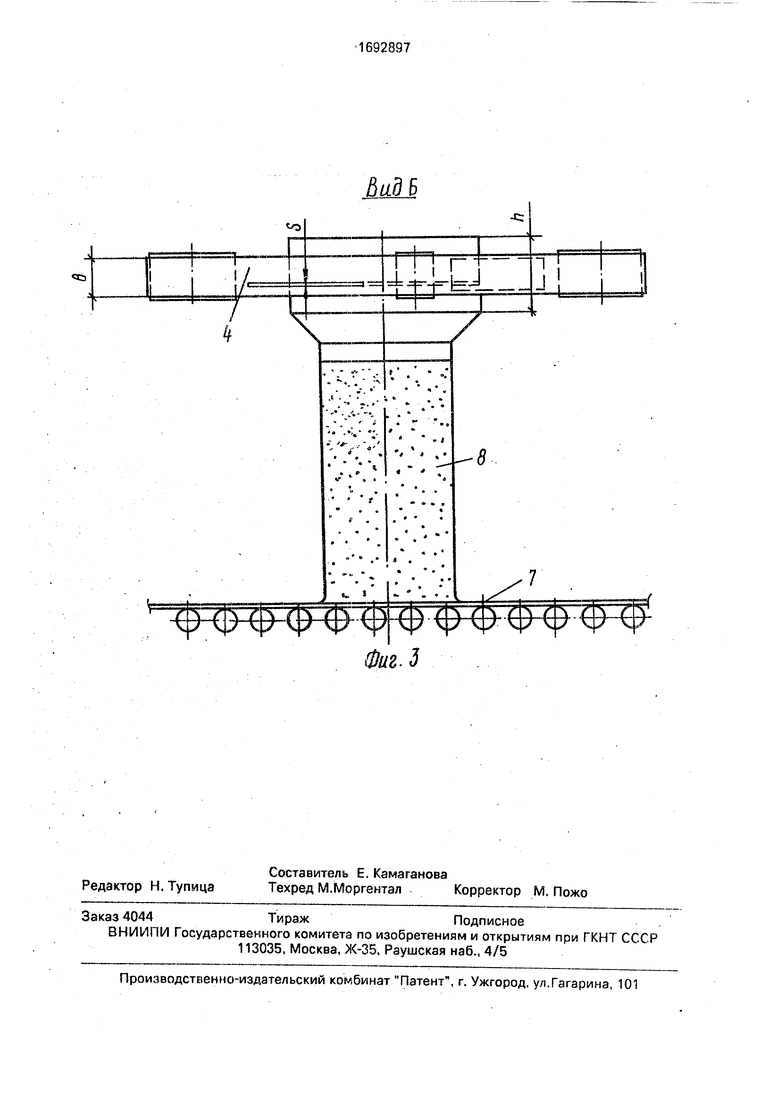
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - вид А на фиг, 1; на фиг. 3 - вид Б на фиг. 2.
Устройство содержит два подпружиненных корпуса 1 с закрепленными в них нагревательными элементами 2, приводные ролики 3 с бесконечными лентами 4 из ан- тиадгёзионного материала, обжимные ролики 5, приспособление для охлаждения сварных швов, включающее два элемента 6, и транспортер 7 для перемещения мешков 8. Ленты 4 выполнены из армированного фторопласта и предохраняют полиэтиленовый мешок от прожога в случае касания его с корпусом 1. Одновременно ленты 4 являются тянущими и формирующими элементами для горловины мешков 8. Ширина лент4 (8 50-60 мм) принимается равной 0,4-0,5
высоты горловины мешка (h 100-120 мм). Ширина сварного шва S 3-4 мм.
Устройство также содержит два оптических датчика 9 цвета, закрепленных на корпусах 1 нагревательных элементов 2 и служащих для определения качества лент 4 в дорожке сварки, и последовательно соединенные элементы ИЛИ 10, усилитель 11,„ электропневмопреобразователь 12 и исполнительный механизм 13. Последний представляет собой пневмоцилиндр-позиционер. Его шток 14 через траверсу 15 связан с корпусами 1 нагревательных элементов 2 для их перемещения относительно лент 4 и образования новой дорожки сварки.
Входы элемента ИЛИ 10 связаны с выходами датчиков 9. Элемент ИЛИ 10, усилитель 11 и электропневмопреобразователь 12 установлены в пульте управления (не показан). Остальные узлы устройства смонтированы на общей раме 16.
Устройство работает следующим образом.
Затаренный продуктом мешок 8 постулает по транспортеру 7 в зону сварки. Ленты 4 захватывают горловину мешка 8, формируя рабочую зону. Затем происходит нагрев горловины с помощью нагревательных элементов 2, расположенных в корпусах 1. на
следующей позиции - обжим сварных швов роликами 5 и охлаждение их элементами 6. Далее заваренный мешок 8 выходит из зоны действия устройства и транспортером 7 подается на погрузку.
При сварке полиэтиленовых мешков 8 фторопластовая лента 4 при прохождении каждого мешка сначала прогревается нагревательными элементами до 180-190°С, а затем охлаждается до 40-50°С. Со временем
рабочая зона фторопластовой ленты 4 (левой или правой) подгорает, теряя антиадгезионные свойства, постепенно меняя свой цвет от белого до темно-коричневого. По мере достижения какой-либо из лент 4 кризисной цветности один из датчиков 9 (либо левый, либо правый) срабатывает и посылает электрический сигнал на один из входов элемента ИЛИ 10, с выхода которого поступает в усилитель 11. Далее усиленный сигнал идет в электропневмопреобразователь 12, где он преобразуется в пневматический. Затем пневматический сигнал поступает в пневмоцилиндр-позиционер 13.
Позиционер настроен так, что от его команды шток 14 пневмоцилиндра совершает один ход, равный шагу г. Шток 14, соединенный с траверсой 15, перемещает корпус 1 и датчики 9 вверх на шаг t относительно фто- , ропластовых лент 4, т.е. образует новую рабочую дорожку для сварки. Работа устройства продолжается.
После использования всех дорожек фторопластовые ленты 4 (комплект из двух штук) подлежат замене.
Использование предлагаемого устройства позволяет повысить производительность и сэкономить ленту.
Формула изобретения
Устройство для запечатывания мешков из термопластичного материала, содержащее транспортер для перемещения мешков, бесконечные ленты из антиадгезионного материала для захвата горловины мешков, закрепленные в подпружиненных корпусах нагревательные элементы, обжимные ролики и приспособление для охлаждения свар3
0
5
ных швов, отличающееся тем, что, с целью повышения производительности и экономии ленты, оно снабжено закрепленными на корпусах нагревательных элементов оптическими датчиками цвета, служащими для определения качества лент в дорожке сварки, и последовательно соеди- ненными элементом ИЛИ, усилителем, электропневмопреобразователем и исполнительным механизмом, представляющим собой пневмоцилиндр-позиционер, при этом входы элемента ИЛИ связаны с выходами датчиков, а шток пневмоцилиндра-по- зиционера посредством траверсы соединен с корпусами нагревательных элементов для их перемещения относительно лент и образования новой дорожки сварки.
В ид А
«CJ
k
;. -.
;.-л
:
i .
. .
MM
I i Г ,
t
i Т г --ч
7
8
Фиг.З
| Устройство для укупоривания пакетов из термопластичного материала | 1985 |
|
SU1316917A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Патент США № 3315439 | |||
| кл | |||
| Веникодробильный станок | 1921 |
|
SU53A1 |
| Запальная свеча для двигателей | 1924 |
|
SU1967A1 |
