(Л
4
Од
Ю
314969
1 и верхнюю 3 металлические полуформы, расположенную между ними вставку 4 из огнеупорного материала и прибьшьную надставку 5. Вставка из огнеупорного материала вьтолнена в нижней части с внутренним диаметром d, равным 0,5-0,95 верхнего диаметра и полости нижней полуформы, и
12.4
конусностью 1-5 и снабжена расположенными заподлицо по торцам металлическими шайбами 6, выполненными со стороны вставки со слоем 7 из легкоплавкого металла толщиной о , равной 0,005-0,01 ее высоты Н, и связанными между собой регулируемыми тягами 8. 1 ил.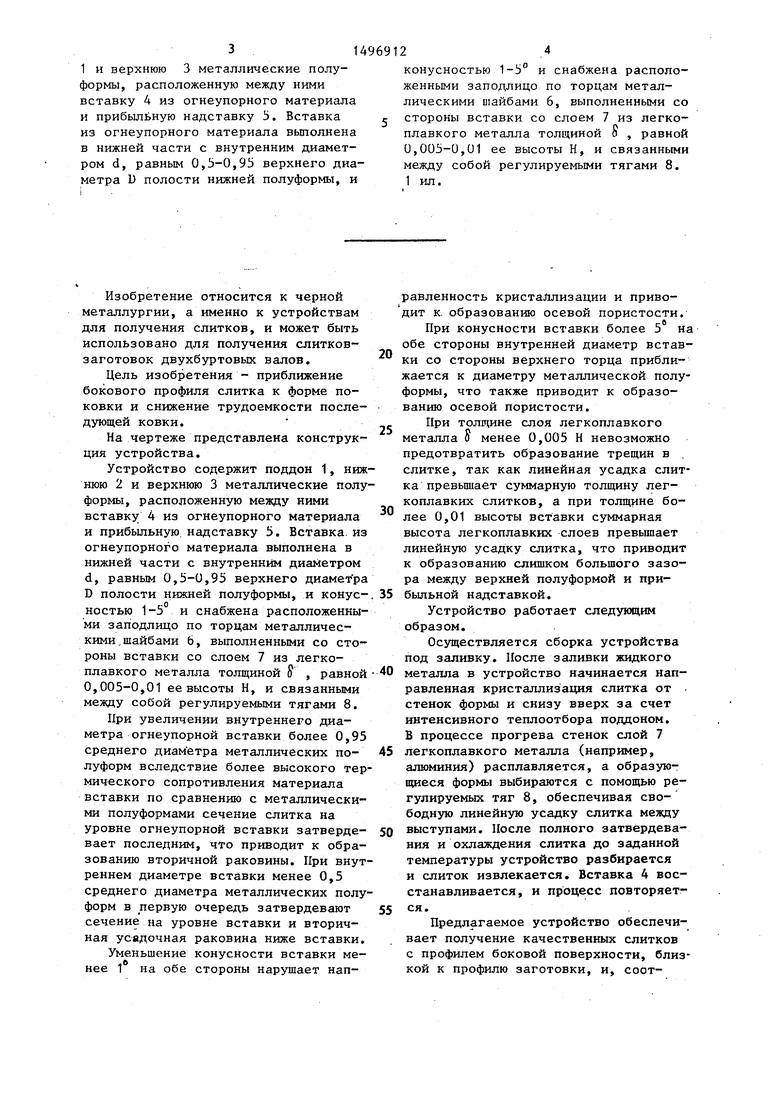

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для отливки слитков | 1986 |
|
SU1442325A1 |
| Устройство для отливки слитков | 1986 |
|
SU1382582A1 |
| Устройство для отливки слитков | 1983 |
|
SU1138231A1 |
| Способ получения полого слитка | 1983 |
|
SU1088868A1 |
| Прибыльная надставка | 1983 |
|
SU1222401A1 |
| Изложница | 1983 |
|
SU1110539A1 |
| Способ изготовления полых поковок | 1989 |
|
SU1650314A1 |
| Устройство для отливки слитков | 1983 |
|
SU1194569A1 |
| Способ ковки бесприбыльных слитков | 1987 |
|
SU1512700A1 |
| Способ ковки полых поковок | 1988 |
|
SU1625573A1 |
Изобретение относится к черной металлургии, а именно к устройствам для получения слитков, и может быть использовано для получения слитков-заготовок двухбуртовых валов. Цель изобретения - приближение бокового профиля слитка к форме поковки и снижение трудоемкости последующей ковки. Устройство содержит поддон 1, нижнюю 2 и верхнюю 3 металлические полуформы, расположенную между ними вставку 4 из огнеупорного материала и прибыльную надставку 5. Вставка из огнеупорного материала выполнена в нижней части с внутренним диаметром α, равным 0,5-0,95 верхнего диаметра Д полости нижней полуформы, и конусностью 1-5° и снабжена расположенными заподлицо по торцам металлическими шайбами 6, выполненными со стороны вставки со слоем 7 из легкоплавкого металла толщиной δ, равной 0,005-0,01 ее высоты Н, и связанными между собой регулируемыми тягами 8. 1 ил.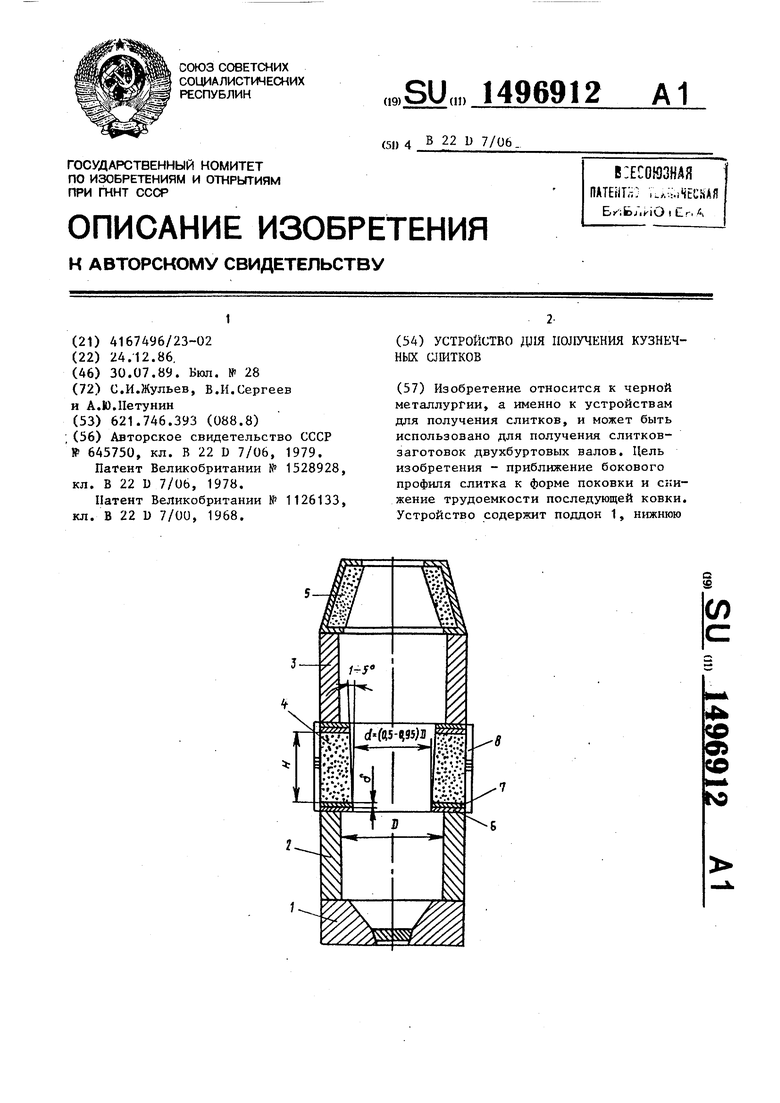
Изобретение относится к черной металлургии, а именно к устройствам для получения слитков, и может быть использовано для получения слитков- заготовок двухбуртовых валов.
Цель изобретения - приближение бокового профиля слитка к форме поковки и снижение трудоемкости последующей ковки.
На чертеже представлена конструкция устройства.
Устройство содержит поддон 1, нижнюю 2 и верхнюю 3 металлические полуформы, расположенную между ними вставку 4 из огнеупорного материала и прибьшьную. надставку 5. Вставка, из огнеупорного материала выполнена в нижней части с внутренним диаметром d, равным 0,5-0,95 верхнего диамет ра D полости нижней полуформы, и конусностью 1-5° и снабжена расположенными заподлицо по торцам металлическими, шайбами 6, выполненными со стороны вставки со слоем 7 из легкоплавкого металла толщиной S , равной 0,005-0,01 ее высоты Н, и связанными между собой регулируемыми тягами 8.
При увеличении внутреннего диаметра огнеупорной вставки более 0,95 среднего диаметра металлических полуформ вследствие более высокого термического сопротивления материала вставки по сравнению с металлическими полуформами сечение слитка на уровне огнеупорной вставки затвердевает последним, что приводит к образованию вторичной раковины. При внутреннем диаметре вставки менее 0,5 среднего диаметра металлических полуформ в первую очередь затвердевают сечение на уровне вставки и вторичная усадочная раковина ниже вставки.
Уменьшение конусности вставки менее 1 на обе стороны нарушает нап0
0
равленность кристаллизации и приводит к. образованию осевой пористости,
При конусности вставки более 5 на обе стороны внутренней диаметр вставки со стороны верхнего торца приближается к диаметру металлической полуформы, что также приводит к образованию осевой пористости.
При толщине слоя легкоплавкого металла о менее 0,005 Н невозможно предотвратить образование трещин в слитке, так как линейная усадка слитка превьшает суммарную толщину легкоплавких слитков, а при толщине более 0,01 высоты вставки суммарная высота легкоплавких слоев превьшает линейную усадку слитка, что приводит к образованию слишком большого зазора между верхней полуформой и при- 5 быльной надставкой.
Устройство работает следующим образом.
Осуществляется сборка устройства под заливку. После заливки жидкого 0 металла в устройство начинается направленная кристаллизация слитка от стенок формы и снизу вверх за счет интенсивного теплоотбора поддоном. В процессе прогрева стенок слой 7 5 легкоплавкого металла (например, алюминия) расплавляется, а образующиеся формы выбираются с помощью регулируемых тяг 8, обеспечивая свободную линейную усадку слитка между 0 выступами. После полного затвердевания и охлаждения слитка до заданной температуры устройство разбирается и слиток извлекается. Вставка 4 восстанавливается, и процесс повторяет5 ся.
Предлагаемое устройство обеспечивает получение качественных слитков с профилем боковой поверхности, близкой к профилю заготовки, и, соответственно, снижение трудоемкости ковки.
Формула изобретения
Устройство для получения кузнечных слитков, преимущественно заготовок двухбуртовых валов, содержащее поддон, нижнюю и верхнюю металлические пояуформы и расположенную между ними вставку из огнеупорного материала, отличающееся тем, что, с целью приближения бокового профиля слитка к форме поковки и снижения трудоемкости последующей ковки, вста0
5
вка из огнеупорного материала выполнена в нижней части с внутренним диаметром, .равным 0,5-0,95 верхнего внутреннего диаметра полости нижней металлической полуформы, и обратной конусностью 1-5° и снабжена расположенными по торцам металлическими шайбами, установленными заподлицо с ее рабочими поверхностями и связанными между собой регулируемыми тягами, причем на металлические шайбы со стороны вставки из керамического материала нанесен слой из Легкоплавкого металла толщиной, равной 0,005-0,01 ее высоты.
| Изложница для отливки мерных заготовок | 1977 |
|
SU645750A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Люковой затвор-дозатор | 1987 |
|
SU1528928A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Патент Великобритании № 1126133, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
